ORIGINAL ARTICLE
ALMEIDA, Rodrigo Tito de [1], MACHADO, Marcos André [2], MACEDO, Amarildo [3], LUZ, Iremar Bezerra da [4]
ALMEIDA, Rodrigo Tito de. Et al. Lean methodology principles applied in an maintenance line on an airline: an aircraft case study (model S-70 helicopter). Revista Científica Multidisciplinar Núcleo do Conhecimento. Year 06, Ed. 12, Vol. 11, pp. 31-47. December 2021. ISSN: 2448-0959, Access link: https://www.nucleodoconhecimento.com.br/engineering-mechanical-engineering/airline
ABSTRACT
The maintenance of aircraft and its components is a complex activity and must be carried out by competent bodies or companies, always concerned with the efficiency of the work performed, in order to ensure the safety of the air activity. As a way to ensure this efficiency and increase safety in maintenance, a series of methodologies have been developed and applied in the aeronautical maintenance segment. In order to optimize all the processes involved in the maintenance line, it was proposed a sequencing of the tasks performed in a periodic inspection of the S-70 aircraft, a helicopter manufactured by the American company Sikorsky Aircraft Corporation, in a workshop in the city of Manaus / AM. The development of the proposed methodology began in May/2019, with a meeting between the workshop managers, in charge and the developers of the methodology, and a study group was created in order to identify all processes, delineate an effective sequence for carrying out inspection cards and studying ways to optimize the application of resources available in the maintenance line. Following this line, after the planning phase, the methodology was applied in the beta version in the first aircraft, where it was possible to compile, in practice, all obstacles, aiming at improving the process. After the necessary adjustments, the project was again applied, in another aircraft, with the correction of the problems encountered in the previous inspection. With the application of the proposed methodology it was possible to improve the allocation of human and material resources, as well as optimize the inspection time, reducing from a historical average of seven months to just three months, exceeding initial expectations.
Keywords: aircraft maintenance, task sequencing, effective methodology.
1. INTRODUCTION
After the Second Great War, the world underwent a profound transformation in relations between nations. Captained by Japan, the world migrated from a management methodology, known as Fordism, which was characterized by large stocks of raw material and final product, production lines that worked independently of the demand and centralization of the whole process, to a new called Toyotism, which had as characteristics the production on demand, thus without the need for large warehouses for stocks, decentralization of the production chain, outsourcing numerous parts of the process, and focus on the quality of the final product.
Thus came the Lean methodology, or Toyotism, being based on a reduced, lean model. It aims to optimize all processes, focusing on making the most of available resources, avoiding waste and focusing on what is essential. The method seeks to produce better and better, reducing the resources needed for full operation and execution time, incorporating value to the client. All this is possible through the development of innovative techniques, evaluation of industry trends and constant monitoring of competition, with the introduction of MASP (Methodology, Analysis and Problem Solving), seeking to solve existing bottlenecks, which prevent the full flow of activities, through the implementation of simpler and more efficient processes. Another important aspect is the adoption of management systems that automate processes. Data analysis and control technologies allow managers to deal more clearly with automated strategic actions, making use of fewer and fewer manual, repetitive, complex and bureaucratic procedures.
When analyzing any system, in addition to prevention, it is necessary to avoid the recurrence of the problem, so that waste is avoided, as well as in the qualification and learning of those who solve it. According to Sobek and Smalley (2010), it is essential to develop skills in all employees, regardless of the position of occupation. In the 1970s, a tool called TPM was developed by the Japanese Seiichi Nakajima with the objective of increasing the efficiency of a production process to the maximum through the structured implementation of its eight support pillars, minimizing failures, promoting productive and total maintenance. Focusing on the maintenance of its machines and equipment, TPM also values the involvement of all, creating engagement, being reflected directly in productivity and product quality. All this is only possible through a change of posture and mindset, introducing a new organizational culture with the TPM tool introduced.
The TPM was quickly integrated into Lean Manufacturing, along with its wide range of tools that seek to meet a common goal, which is to promote the greatest possible stability, an indispensable condition for the lean model to work. Its eight pillars are: Autonomous Maintenance, Planned Maintenance, Quality Maintenance, Specific Improvements, Initial Control, Training, Safety and Environment, Administrative TPM.
Within this context, in the maintenance line of a Sikorsky S-70 aircraft, the destandardized process management model has proved inefficient, with great difficulty in measuring and accounting the tasks performed, since the model cannot quantify the subtasks that constitute the main tasks, resulting in a lack of precision of the costs of each phase. The lack of standardization and sequencing of the tasks to be performed daily generates a mismatch between the workshops responsible for performing the tasks corresponding to each aircraft system, thus creating maintenance bottlenecks, such as due to the sharing of support equipment and calibrated tools. In addition, there are interdisciplinary sub-tasks, which require the involvement of two workshops or more, which without the standardization of actions, has created, likewise, bottlenecks that directly impact the time and cost of inspections.
According to Yaman (2008), the purpose of a production line is to increase the efficiency of the production system by maximizing the relationship between the intended results and the effective cost of production.
According to Ford (1997), the organization and sequencing of maintenance activities are important issues that must be observed in the activity of aeronautical maintenance. For the author, although the maintenance manual and the task cards specify the procedures to be followed, there is a potential for divergence between paper procedures and how the work is actually performed, Machado; Urbina and Eller (2010).
The present work is justified by the need for standardization and sequencing of tasks to be performed in the preventive maintenance line of an S-70 aircraft. The current maintenance process model does not correctly prioritize the stages of the activities of each workshop, generating a miscontrol of the tasks to be performed at all levels, thus making it impossible to quantify sub-tasks, which constitute a large part of the main activities, making the actual costs of each phase inaccurate.
In view of the above, this project proposes to optimize the processes involved in the maintenance line of the S-70 aircraft through efficient planning, identifying the processes involved in the aeronautical maintenance line, developing optimized solutions, defining an effective sequence for performing maintenance tasks, in order to ensure maximum efficiency of the use of material and human resources end-to-end in the maintenance process.
A study group was set up to identify the problems, propose solutions compatible with the reality of the maintenance line and test them, collecting the results and applying the necessary corrections. The group defined the use of the software “MS-PROJECT” as the tool for sequencing and automation of maintenance tasks, being the same molded according to the format of “SPRINTS”, where each sprint corresponds to a phase and level of maintenance, based on the manual of inspections of the manufacturer.
2. METHODOLOGY
2.1 THE SEARCH
This article was carried out during the year 2019 in an airline from Manaus – AM that operates helicopters model S-70 Sirkosky and aims from a quantitative and applied perspective, having as structure the process management applied to the maintenance line of an S-70 aircraft. The study was objectified, and a study group was created in order to analyze the problems, propose solutions and test the changes.
2.2 POPULATION AND SAMPLE
The group was composed of a maintainer from each of the five workshops, the most experienced, two maintenance inspectors and the head of line maintenance.
2.3 INSTRUMENTS
It was defined, the use of the software “MS-PROJECT” in the automation and quantification of maintenance tasks, having as reference the intermediate inspection called “PMI-I”.
2.4 DATA COLLECTION
The data was taken from the manufacturer’s manual “TM 1-2840-248-23&P” and the airline’s integrated management and logistics system.
2.5 STUDY PROCEDURES
Five meetings of the study group were held, dividing the papers to be carried out into “SPRINTS”, and the concept of google methodology was applied, with discussion of the results in subsequent meetings. At the first meeting, each workshop was proposed to survey all the problems that historically affected the maintenance flow, through empirical optics, because there was no statistical sector of the line. Additionally, each sector was asked to make a sequenced relationship of all maintenance activity that was necessary, but that was not contemplated by the maintenance plan of the aircraft manufacturer, in order to get as close as possible to the actual maintenance effort.
With the second meeting was held the division of the inspection in 6 Sprints, being: Sprint 1 – Preparation of the aircraft for inspection, Sprint 2 – Disassembly of the aircraft, Sprint 3 – Large Inspections, Sprint 4 – Minor Inspections, Sprint 5 – Aircraft Assembly and Sprint 6 – Checks. Sprint 1 and 2 were carpeted in order to find the most efficient sequencing of tasks and avoid any bottlenecks in the flow of maintenance activities.
In the third meeting, the etatering of sprint 3 was performed, which corresponds to maintenance tasks that require much more time to be performed in relation to the average time. It was also defined that the afternoon period of every Friday would not have scheduled maintenance in order to allow time for problems or administrative delays to be resolved.
The fourth meeting was used to compile and process all the information collected so far with the feedback of the parties involved, together with the survey of the need for necessary and special calibrated tools and carpeting of Sprints 4 and 5.
In the fifth and final meeting, sprint 6 was carpeted and all the information collected from the previous meetings was compiled, as well as feedback from the entire study and presentation of the entire planning, ready to be executed.
2.6 STUDY LIMITATIONS
Need for daily supervision of planning, because only the quantification of activities was automated, supervision was not. Adaptability and/or management capacity of the supervisor, because this management is done through a rotation with the maintainers of the maintenance workshops themselves. Historical data older than five years could not be accessed because there were no records. There was difficulty with logistics and the lack of spare parts in a timely manner, which, added to the deficit of calibrated equipment, hindered the development flow of the activities.
2.7 DATA ANALYSIS
A statistical analysis was performed at the end of the first inspection cycle after the implementation of the methodology, in order to compare the results of before and after.
3. RESULTS AND DISCUSSION
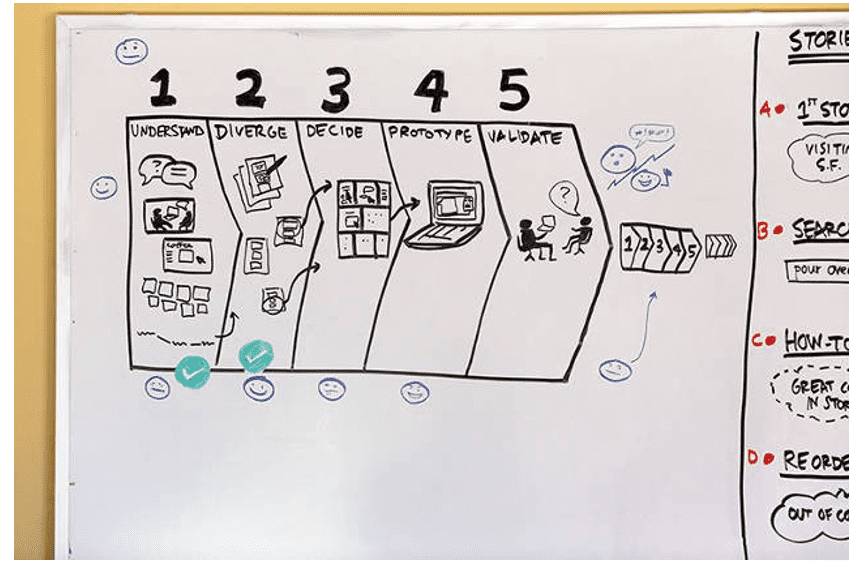
According to Knapp; Zeratsky and Kowitz (2017), the Sprint concept of google methodology is widely used, mainly in startups, due to its agility in the development of the project. Basically, it consists of a flow of actions that last five days, and each day corresponds to a phase of evolution of the project. Day one – Understand, Day two – Draw, Day three – Decide, day Four – Prototype and Day Five – Test, as prototype drawn in figure 1 below. Due to the peculiarities of this airline, it was not possible to be held in five days, but five meetings were held following the standard of the methodology.
Figure 1: Flowchart of the Google methodology.
The prototype was all structured in the MS-Project software, Oliveira (2005), is divided into six phases, also called sprints. Each of the sprints corresponded to an evolution step. Sprint one is the stage of preparation of the aircraft for maintenance activities, where the removal of fairings (removable fuselage) is done for better washing. Sprint two corresponds to the disassembly step of the components that will be inspected/replaced by the workshops on maintenance benches. In order to avoid the effect described by Parkinson’s law theory, the third sprint was modeled giving inspection priority for activities that require a lot of time to be performed. The concentration of these activities in a specific period gave greater predictability of the labor effort, defining the point at which there is a peak of work, and thus, where there is a greater need for the use of human and material resources. For the fourth sprint were the other inspections, called “minor inspections”, that is, those that required less execution time, or that were simpler to be performed. Sprint five is the assembly phase of all components and caress removed. In sprint six was concentrated on all the checks that are necessary after the maintenance of a series of electronic components. This concentration was necessary because the checks were performed with calibrated equipment that, in most cases, were unavailable, either by breakdowns or due to high demand for their use, and by concentrating them in a certain period, one can know exactly the period that such equipment would be used.
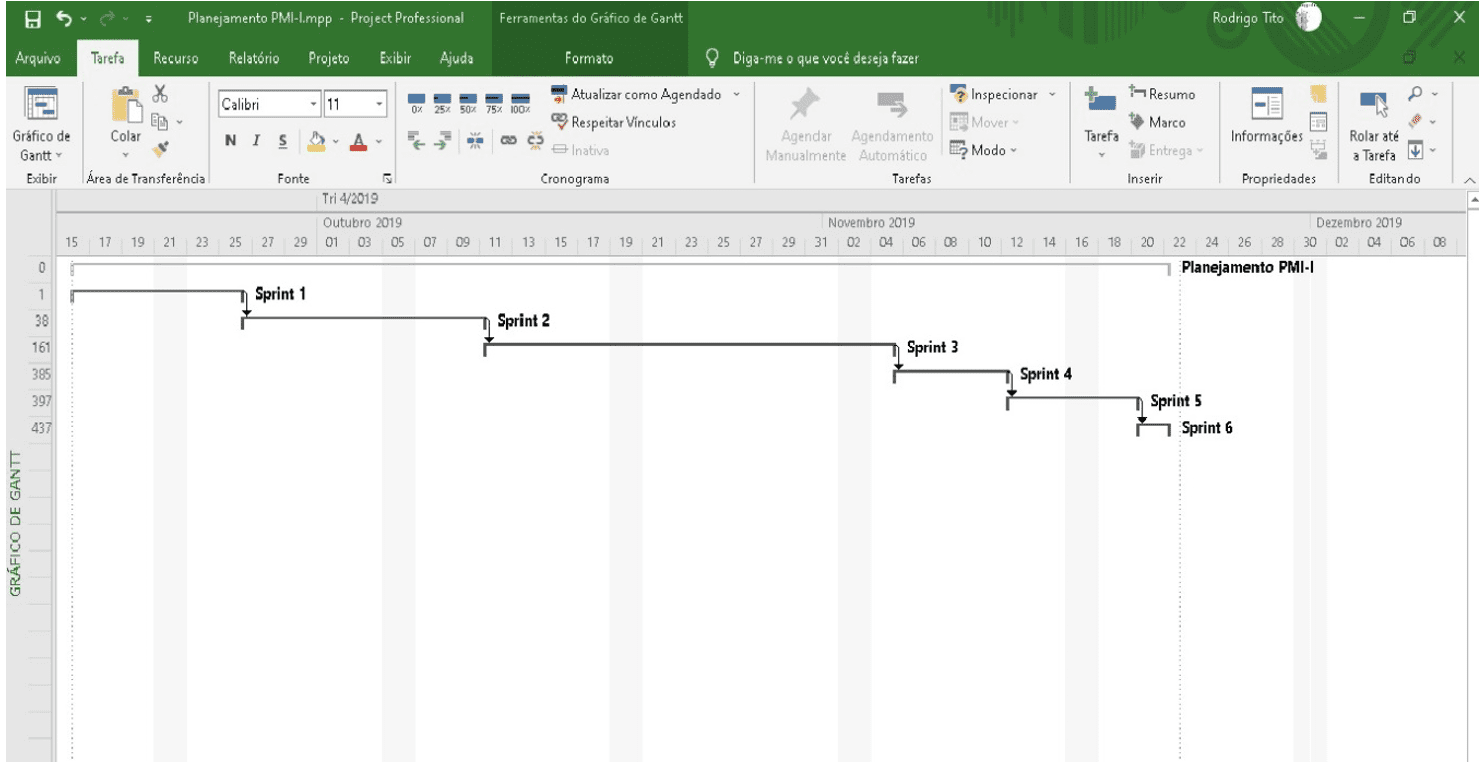
The figures below demonstrate the structuring of the inspection planning developed in its analytical form, Figure 2, and in Gantt’s graph, Figure 3. Maintenance activities have been intelligently sequenced to ensure a constant flow between a task and its predecessor, reducing execution time and conflicts with each other.
Figure 2: Software structuring model
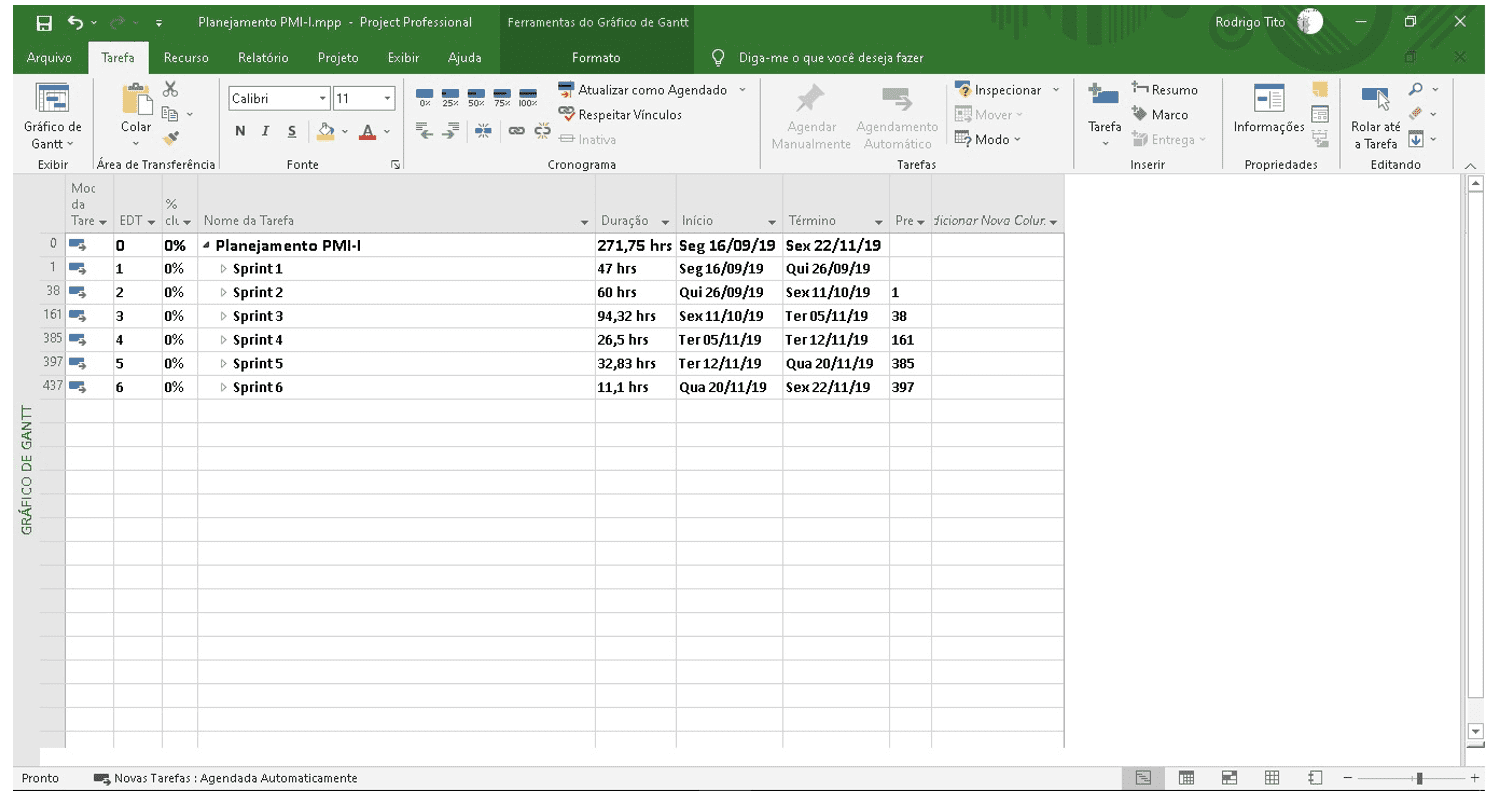
Figure 3: Software Structuring Model in Gantt Graph
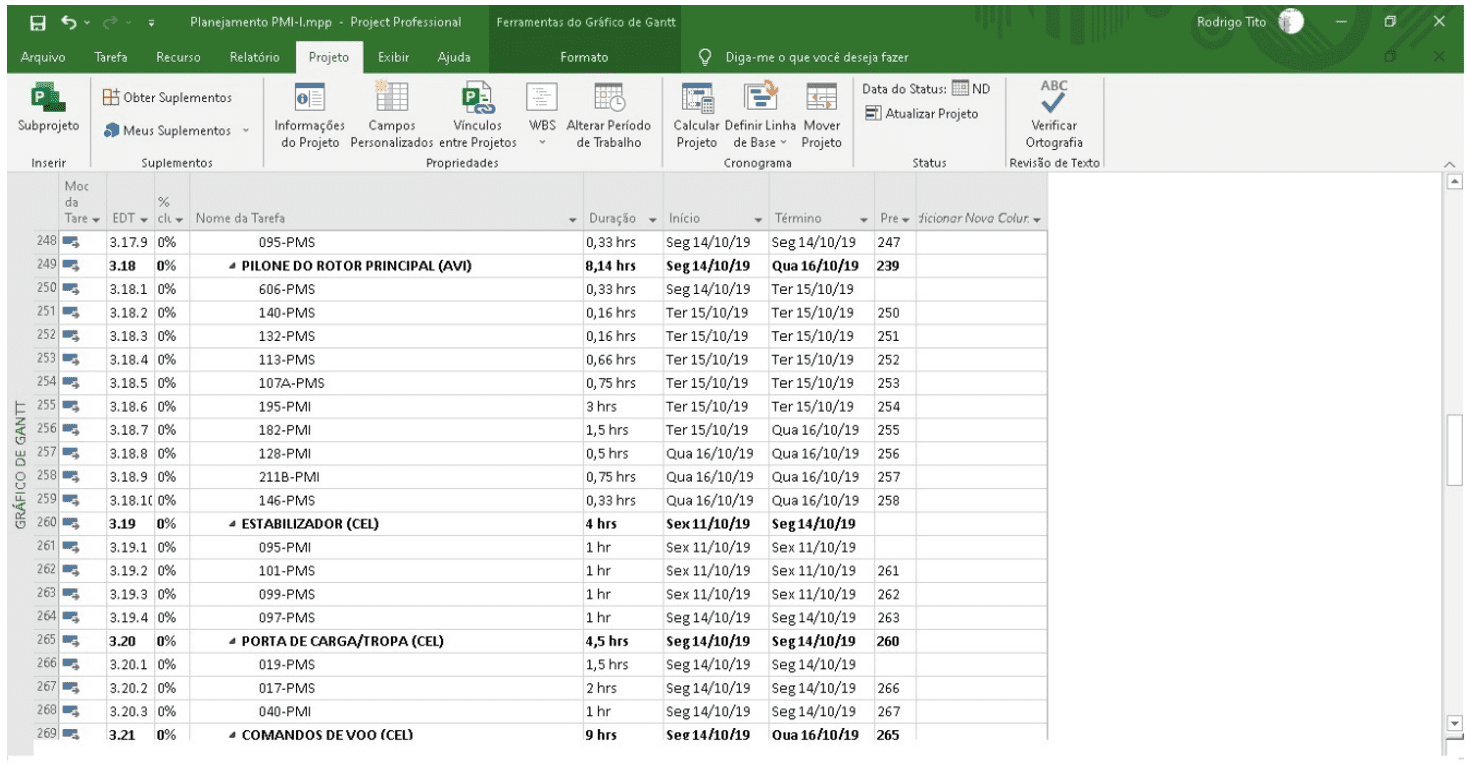
The tasks were sequenced in such a way that gave an efficient flow to the activities, uncasating those tasks that would create a bottleneck, either by sharing commonly used equipment, such as hoisting hoists, or by calibrated tools. Larger tasks were divided into smaller tasks, called sub-tasks, giving greater fluidity in actions and better measurement of inspection progress, as shown in the figure below.
Figure 4: Software Structuring Model – Analytical Form
A briefing was carried out with the workshop spotters to start the project and standardized that every Thursday there would be a brief meeting to compare the planned and executed, proposing necessary adjustments and reading of the activities of the following week. The first action taken was the implementation of the methodology of “B.O.M (Bill of Materials)” in all workshops, in order to mitigate the bottleneck of logistics flow, giving more predictability and anticipation of the materials used in maintenance tasks. This provided knowledge with anticipation and accuracy of all the necessary materials and when they would be needed in inspection activities.
Figure 5: B.O.M – Adaptation

As can be seen in Figure 5, all the need for material from the workshops necessary to perform all maintenance activities without interruption of services was contemplated. The project was tested on two aircraft in sequence, being carried out on the aircraft registration S-70 8903 and S-70 8914.
3.1 AIRCRAFT S-70 8903
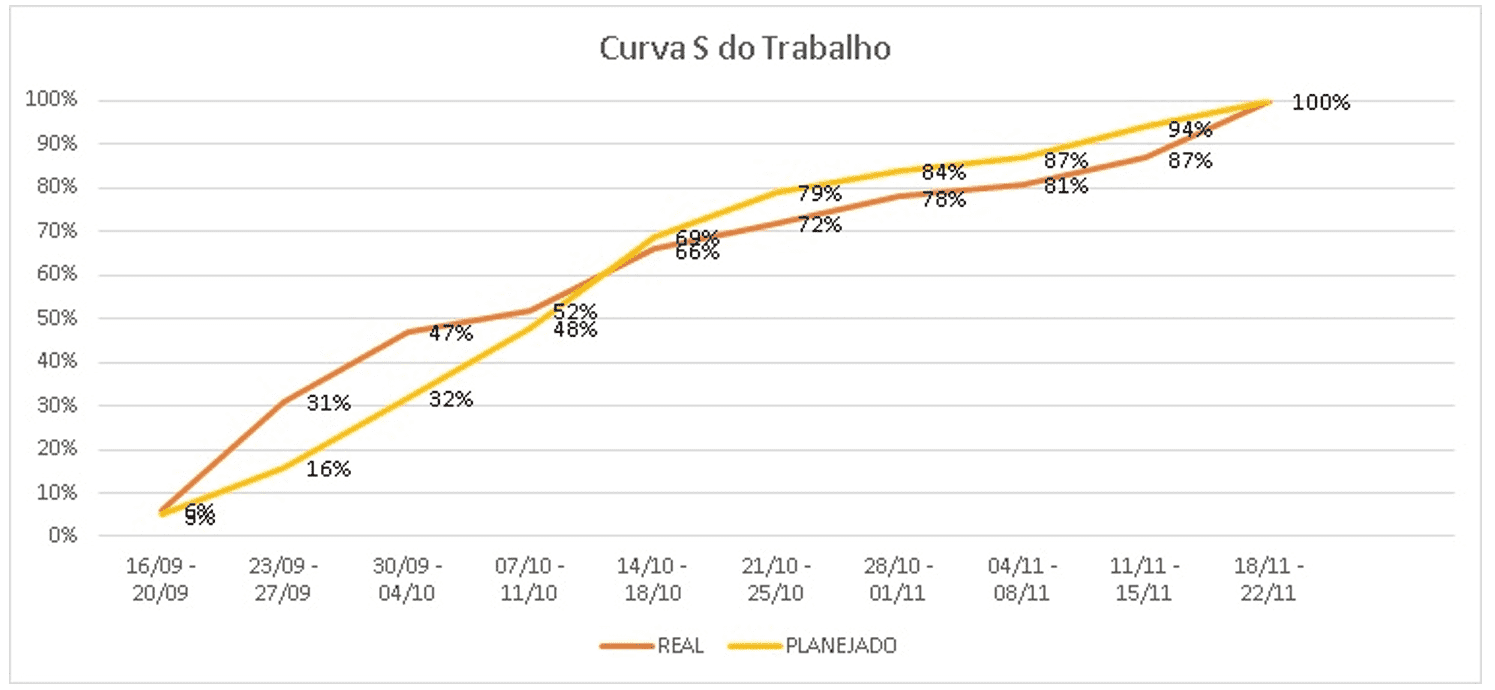
The inspection of the S-70, numbering 8903, was planned to last ten weeks, from 16/09/19 to 22/11/19, where the evolution was updated weekly according to the table below. Table 1 provides a summary of the events during the ten weeks planned for the activities.
Table 1: Abstract
| WEEK | DESCRIPTION |
| ONE | No schedule delays. Finished early at 1p.p. |
| TWO | There was an acceleration in the performance of the activities. It ended early at 15p.p. |
| THREE | Production well above planned, but detected a reversal trend of the Curve S. Finished early at 15p.p. |
| FOUR | Delay in the delivery of new equipment, which created a domino effect on sub tasks that required its predecessors to be performed with the addition of an increase in the demand for labor on other maintenance fronts. It ended early at 4p.p. and with a strong reversal trend in the curve. |
| FIVE | It was impacted by logistical problems and low available labor, being mitigated by the production of workshops that did not suffer delays in the delivery of material. First week below plan, ended late at 3p.p. |
| SIX | Some equipment started coming in. A night shift was created to give flow to the materials that arrived and extend the working hours so as to minimize the unavailability of human resources. Ended with a delay of 7p.p. |
| SEVEN | Night shift proved to be efficient, so the delay stabilized. There were no significant changes in relation to logistics. Ended with a delay of 6p.p. |
| EIGHT | There was redevelopment of workshop staff without delays for delayed workshops, so that the critical path would be maintained without obstacles. Ended with a delay of 6p.p. |
| NINE | Material flow improved, as well as the arrival of the equipment needed to conduct the test of the fuel system that powers the engines. Such a test should have been performed in week two and caused the most impactful domino effect. However, the rate of unavailability of labor increased due to the start of an inspection of another aircraft in parallel with this aircraft. Ended with a delay of 7p.p. |
| TEN | Arrival of the remaining material for completion. A task force was planned with punctual paralyzation and all the extra demands in order to apply all available human resources capacity, along with the night shift. It’s over on schedule. |
Source: Archive of the head of the maintenance line. p.p. = Percentage Points.
According to Figure 6, we can follow, translated by curve S, all the development of activities grouped by week during the planned period. It is possible to clearly observe the summary of Table 1 and how the obstacles impacted the services over the weeks, as well as the difficulty in performing the delayed activities concomitantly with those scheduled for that given week.
Figure 6: Curve S
After the inspection, an analysis of the data obtained was performed in order to understand the obstacles and improve the processes. It was found that there was an oversizing of the execution time of the tasks of weeks two and three, while there was an undersizing of the tasks of weeks five and six. The necessary adjustments were made in the duration aspect. There were also some specific conflicts following some tasks, and their critical path was adjusted. After adjustments, the planning was again tested on the aircraft registration S-70 8914.
3.2 S-70 8914
Due to the start of the inspection being on a Thursday, the first week had only two days of inspection and the last four week, which, added to the paralyzation of two weeks due to the year-end recess, lasted fourteen weeks.
Table 1 provides an abstract of the events during the fourteen weeks planned for the activities.
Table 2: Abstract
| WEEK | DESCRIPTION |
| ONE | As planned, no obstacles. |
| TWO | It went according to plan, and ended with an advance of 1p.p. |
| THREE | There were punctual unforeseen events, but without affecting the critical path. Kept the advance of 1p.p. |
| FOUR | With no major evolutions, it ended as planned. |
| FIVE | Slightly accelerated and without new unforeseen events. Ended with 3p.p. advance. |
| SIX | Again with punctual unforeseen events, managed to keep planned for the week. |
| SEVEN | With half the capacity due to the Christmas recess, activities evolved more slowly. It ended with a delay of 1p.p. |
| EIGHT | There were no maintenance activities due to the New Year’s recess. |
| NINE | Week after recess, there was an acceleration of activities in order to compensate for the shutdown of the previous week. Ended with 3p.p. advance. |
| TEN | He followed in a slow pace, without obstacles. Ended with an advance of 1p.p. |
| ELEVEN | According to the pace of previous weeks and without problems of material and human aspect, it ended with an advance of 2p.p. |
| TWELVE | It went as planned, ending with an advance of 3p.p. |
| THIRTEEN | Impacted by a breakdown in a component of the engine fuel supply system, activities continued slower, however, the week ended without schedule delays. |
| FOURTEEN | With the inspection practically finished and without obstacles, it was completed according to the planning. |
Source: Archive of the head of the maintenance line. p.p. = Percentage Points.
In Table 7, we can observe that the changes made after the data collected with the inspection of the S-70 8903 were accurate with the REAL work line almost coincident with the planned work line.
Figure 7: Curve S
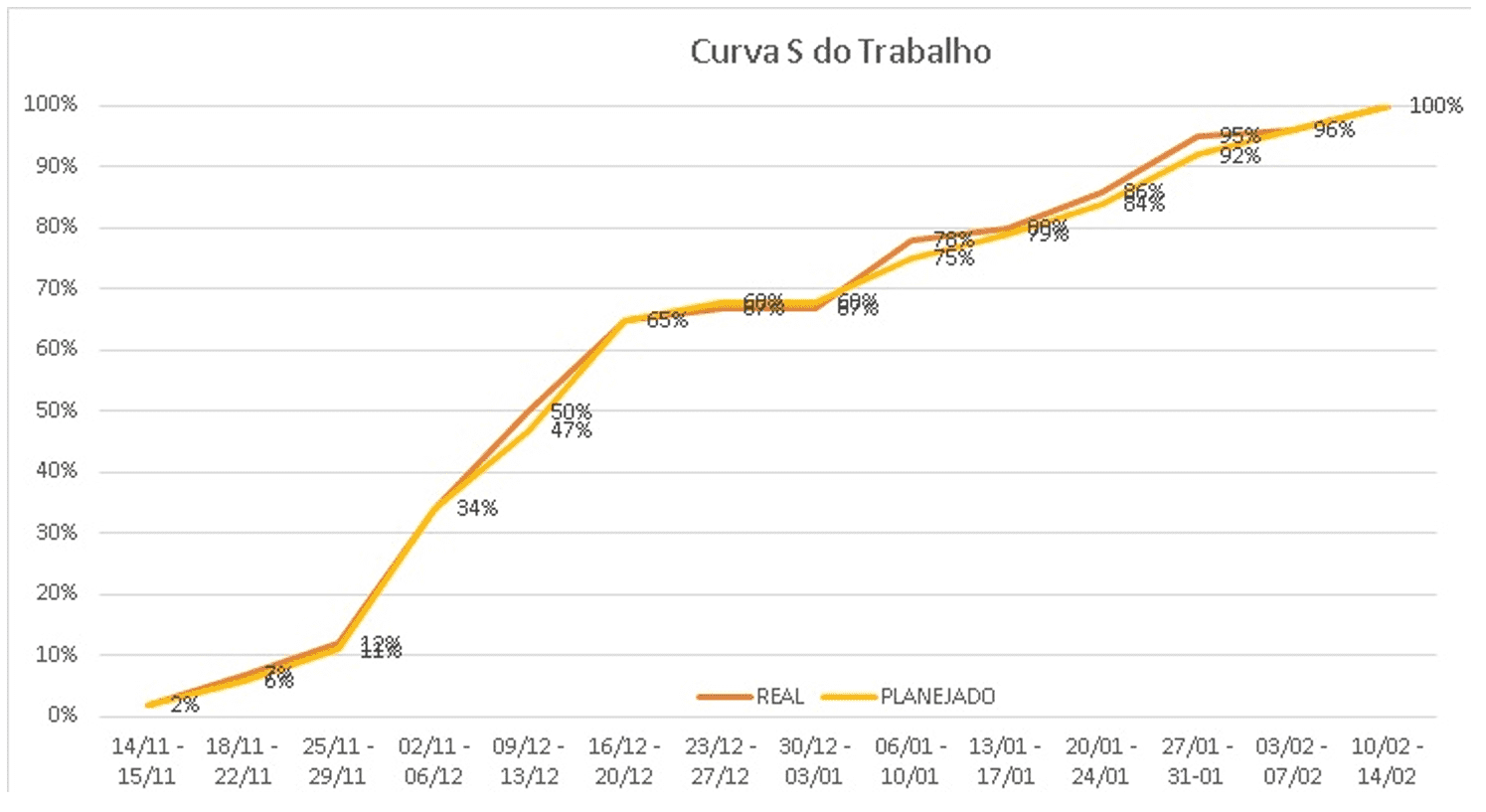
Inspections of the S-70 8903 and S-70 8914 aircraft were planned for 50 working days and 59 working days respectively, while the old planning accounted for the inspection in 70 working days. The historical average of this airline was seven months per PMI-I inspection, while with this planning, the two inspections, together, lasted six months.
In Figure 8 we can observe the construction of the critical path (in pink) by the timeline. It is called critical because it is the “backbone” of planning corresponding to those tasks that do not have a margin of delay, that is, delay or advance the deadline for the entire inspection.
Figure 8: Critical Path
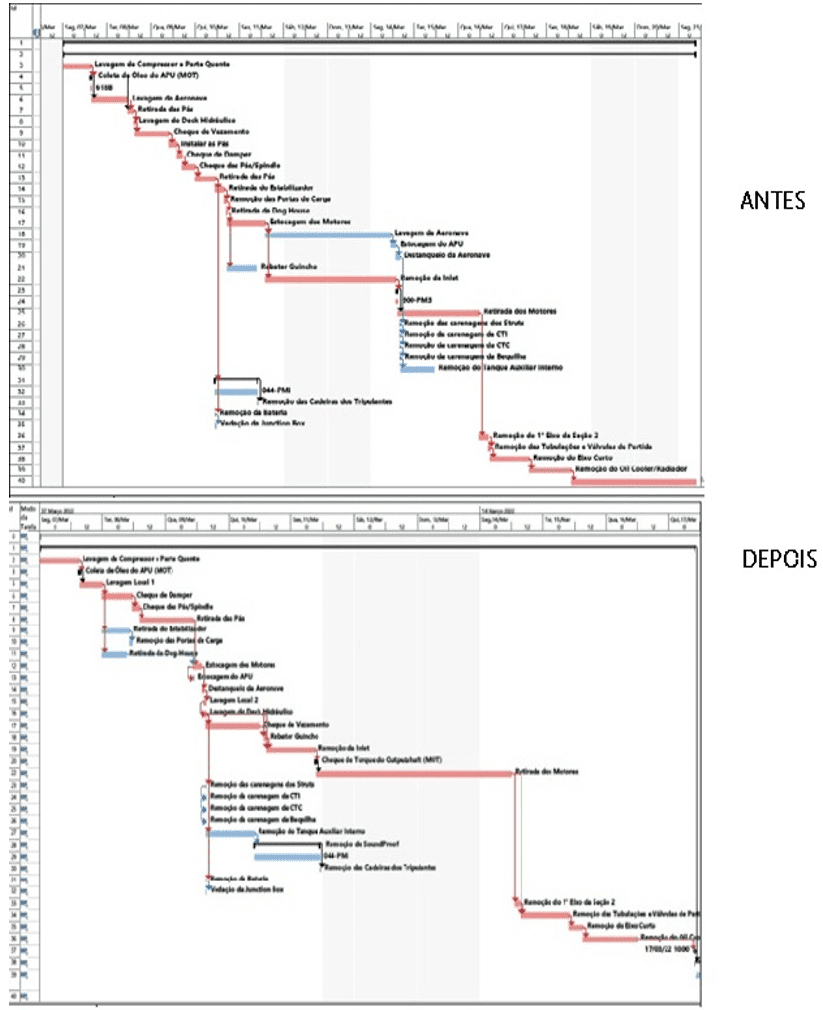
Despite the obstacles found in the inspections of both aircraft, there was a huge effort to make the performance of critical tasks remain up to time, where even with the delays observed, they did not allow there to be a delay in the planned overall schedule.
Savings above 60% of the overall inspection cost were observed in relation to the inspection model prior to the study with an efficiency increase (time reduction) by more than 100%.
4. FINAL CONSIDERATIONS
The Project clearly achieved its goal, reducing inspection costs, translated into reducing the execution time of tasks by more than 50%, optimizing the sequencing of activities with efficient use of material and human resources. A new organizational culture was added in the management of processes in the maintenance line where all those involved in the process were submitted to a new dynamics of control and execution.
In line with the presented, similar studies with application of lean methodology follow the same line of implementation and execution of the methodology, as is the case of Bernard (2017), whose research brought a clear view of the benefits of the implementation of lean methodology in hospital environments. The benefits involve operational improvements in process optimization, increased patient satisfaction, reduced waiting time, increased employee motivation, cost reduction, hospital team engagement, etc. In Lindgren (2001), the study analyzes the implementation of lean methodology, especially at EMBRAER, a Brazilian aircraft manufacturing company. The research shows a robust and consistent result in terms of rationalization of processes, resources and bureaucracy.
REFERENCES
BERNARDO, Vítor Zanetti. Melhorias Na Gestão Estratégica Hospitalar Com A Utilização Do Lean Six Sigma: Uma Contribuição Teórica, São Carlos, 2017.
FERREIRA, Renata. Sistemas Lean. Volume 1, Belo Horizonte, 2018.
KNAPP, Jake.; ZERATSKY, John.; KOWITZ, Braden. Sprint – o método usado no google para testar e aplicar novas ideias em apenas cinco dias, Rio de Janeiro, 2017.
LINDGREN, Paulo Cesar Corrêa. Implementação Do Sistema De Manufatura Enxuta (Lean Manufacturing) Na Embraer, Taubaté, 2001.
MARTINS, Gabriel Kazuo Kimura. Implementação De Uma Sistemática Para Resolução De Problemas Na Origem: Um Estudo De Caso Em Uma Empresa Do Segmento De Duas Rodas Do Polo Industrial De Manaus, Manaus, 2020.
MACHADO, Márcio Cardoso.; URBINA, Lígia Maria Soto.; ELLER, Michelle Aparecida Gomes. Planejamento de uma linha de manutenção de aeronaves. Aplicação dos conceitos de balanceamento, São Carlos, 2010.
OLIVEIRA, Guilherme Bueno De. Ms Project & Gestão De Projetos, São Paulo, 2005.
[1] Bachelor of Mechanical Engineering. ORCID: 0003-4807-8555.
[2] Bachelor of Mechanical Engineering. ORCID: 0002-5572-8221.
[3] Bachelor of Mechanical Engineering. ORCID: 0001-5322-4735.
[4] Advisor. ORCID: 002-8897-9166.
Submitted: June, 2021.
Approved: December, 2021.