FONTÃO, Henio [1], LOPES, Eloisa de Moura [2]
FONTÃO, Henio; LOPES, Eloisa de Moura. Plackett-Burman saturados de planificación para el análisis de oportunidades y mejoras en tiendas de abarrotes. Revista científica multidisciplinaria base de conocimiento. año 03, Ed. 05, vol. 02, pp. 111-126, mayo de 2018. ISSN:2448-0959
Resumen
El objetivo de este estudio para identificar oportunidades de mejora de los comerciantes de negocios de supermercado un municipio situado en el Valle do Paraíba Paulista-Brasil. Lean Six Sigma propone mejorar la calidad y velocidad de los procesos, con la ayuda de herramientas estadísticas avanzadas, tales como el diseño de experimentos. Aplicar el método de investigación exploratoria, a través de un arreglo factorial fraccional Plackett-Burman, que sirve para dirigir la aplicación a una investigación más económicamente. Se realizaron pruebas de significación de factores específicos de un proceso estudiado. Se concluye que los factores más importantes para un proceso de la opinión de los clientes sobre la calidad de los servicios prestados por los comercializadores locales y regionales son: edad y lugar de residencia. Por último, se analizaron posibles relaciones entre la información registrada y algunas mejoras prometidas por el Lean Six Sigma.
Palabras clave: Lean Six Sigma, diseño de experimentos, Plackett-Burman, tiendas de abarrotes.
1. Introducción
Se observa que la mayoría de las publicaciones sobre los conceptos de empresa de fabricación de Lean y Six Sigma describe aplicaciones prácticas de estos conceptos y metodologías en el proceso de las empresas. Sin embargo, estos conceptos pueden aplicarse en tanto contratistas, como los servicios existentes en la producción en serie. George (2004) pretende ser común en empresas manufactureras, el hecho de que alrededor del 80% del precio de sus respectivos productos son formado por los costos indirectos. En este sentido, las técnicas de Lean Six Sigma pueden provocar mejoras y minimizando los costos y dar a las empresas una ventaja competitiva importante.
En un contexto de globalización de la producción y alta competitividad, en que los precios de bienes y servicios serán determinados por el mercado y oligopolios pueden establecer mercado barreras a la entrada o continuidad de pequeñas y medianas empresas, hace necesario para pequeños y medianos supermercados, los minoristas locales y regionales participan en procesos de mejoramiento continuo (innovación incremental). En estos tiempos, tal vez usted puede ser una de las maneras de innovar, reducir costos, siga siendo competitiva y permanecer en mercados cada vez más globalizados.
El concepto de Lean Six Sigma surgió con el objetivo de mejorar la calidad y velocidad en el negocio. El método propone analizar y predecir la variabilidad, mejorar la calidad de productos y servicios, aumentar la velocidad de los procesos, minimizar costos y organizaciones directas al éxito del negocio.
Mientras que la literatura, aunque en un menor número de publicaciones también proporcionan casos de aplicaciones de estos conceptos en diferentes proveedores de servicios, se cree, en el sentido de desarrollo de negocios, investigación que explorar al tema en la sucursal de los supermercados minoristas en la región de Vale Paraíba Paulista y pueden servir como referencia para futuros estudios sobre el tema.
Esta investigación tiene como objetivo investigar los efectos y la importancia de algunos factores específicos de un proceso de percepción de los clientes sobre la calidad de los servicios proporcionados por medianos y pequeños supermercados, los minoristas además de analizar la posible las relaciones entre dicha información y propuestas de mejoras prometieron por el Lean Six Sigma. Para ello, aplica técnicas de diseño de experimentos, que es una de las avanzadas herramientas usadas por Lean Six Sigma.
Fueron investigados los libros, artículos científicos y sitio web especializado, con el fin de la historia del tema y los métodos científicos aplicados en la investigación de la estructura. Sin embargo, como base bibliográfica, entre otros, el libro "Lean seis Sima servicios: Cómo utilizar la velocidad de Lean y seis Sigma calidad para mejorar los servicios y las transacciones", escrito por Michael l. George.
2. Objetivos
Este estudio pretende identificar oportunidades de mejora de puntos de venta de negocios supermercado en la ciudad de Lorena, situada en el Vale do Paraíba.
Para ayudar a la dirección y el diseño de este estudio, los objetivos específicos fueron:
- Identificar los perfiles de cliente común con Plackett-Burman, N = 20 e investigar cómo se dan cuenta (la opinión de) la calidad de los servicios prestados por los comercializadores de pequeños y medianos supermercados de una ciudad en el valle de Paraíba.
- Elevar la importancia de los factores estudiados y proponer el mejor ajuste para el proceso definido en la investigación.
- Verificar que la información recogida puede ayudar a favor de algunas propuestas de mejora con la implementación del método de Lean Six Sigma, que en este estudio fueron: control de variabilidades, mejora en la calidad de los servicios, aumento de velocidad procesos y minimizando los costos. Para ello, se procuró identificar posibles oportunidades de mejora, basadas en la relación entre la información recogida en la encuesta y los conceptos estudiados.
3. Fundamentación teórica
3.1 empresa de fabricación magra de
En Europa, entre los siglos 16 y 18, la producción artesanal ya no contestó demanda totalmente comercial. Para aumentar la producción y las ganancias, comerciantes contrataron a artesanos a trabajar juntos en un solo lugar. Esto implica la separación entre el capital y el trabajo y comenzaron a surgir las primeras producciones industriales capitalistas.
Handcrafting utiliza profesionales altamente cualificados y las herramientas flexibles para producir artículos personalizados según las necesidades de los clientes, sin embargo los altos costos. Mientras que producción en masa, alrededor de 1760, llevaba una intensa división del trabajo, con varios profesionales con competencias específicas para una producción a gran escala de productos estandarizados y únicos y de bajo costo.
Durante casi dos siglos, varios modelos de producción se aplican en las organizaciones. Sin embargo, alrededor de 1949, empieza a configurar una plantilla que más tarde, en los años 70 y en plena "crisis del petróleo" y el mundo economía, logra mantener la Toyota Motor Company con ganancias superiores a las de sus competidores, el sistema de producción Toyota ( OHNO . 1997).
Sin embargo, para tratar de evitar los altos costos de producción en pequeña escala y la rigidez de la producción a gran escala, en el último 1 de 80 genéricos del término para la fabricación de sistema Lean de producción Toyota. Si la intención es definir un sistema de fabricación flexible, receptivo, innovadora y eficiente, que utiliza automatizado máquinas y superados en número para producir altos volúmenes de productos en la gama de variedades. Su objetivo es la reducción de inventarios, capacitación de empleados cualificados y versátiles, trabajo en equipo, la prevención de ocurrencias de fallas y pérdidas y la relación de cooperación a largo plazo con los proveedores (SHINGO, 1996).
A efectos de aplicación de los conceptos y herramientas en todos los niveles de la organización y la necesidad de extender el sistema a la sociedad toda, el término Lean Enterprise.
gestión de la calidad 3.2
Aunque sólo con ISO en el año 2000 la calidad ha evolucionado oficialmente sistema de gestión, fue posible percibir en las publicaciones de autores clásicos como Deming y Juran el interés por la gestión de la calidad en toda la empresa.
Para permanecer competitivo, todas las partes de las empresas deberían adoptar una sistemática aproximación a establecer y alcanzar objetivos de calidad (JURAN, 1990).
Deming, en los años 1950, (apud Anjard, 1995) desarrolló el PDCA (Plan-implementar-Check (estudio)-ley). En un sentido evolutivo y adaptable a las necesidades del mercado, han surgido nuevos acrónimos nombres de sistemas, herramientas, modelos y procesos de gestión de calidad. Según George (2004), el DMAIC (definir-medir-analizar-mejorar-controlar) o DMEDI-(Define-Measure-Explore-Develop-Implement), son componentes de un proyecto Six Sigma o Lean Six Sigma.
3.3 seis Sigma
Seis Sigma-σ-6 es un sistema para lograr, mantener y maximizar la comprensión de éxito y usos de negocio del cliente, aplicación de métodos estadísticos, procesos y enfoque en gestión empresarial. En este caso, el éxito del negocio se puede traducir por los beneficios del sistema Six Sigma, tales como: coste de reducción, mejora de la productividad, el crecimiento de la cuota de mercado, fidelización de clientes, cambiar defectos reducidos, cultural, desarrollo de nuevos productos y servicios como (PANDE, 2001).
El Six Sigma establece un "circuito cerrado" con el fin de seguir los cambios en el negocio y mantener la organización en el camino del éxito, a través de la gestión de procesos, mejora de procesos y proceso de diseño y asesoramiento. Para que alinea el sistema por un modelo algebraico en que Y (representado por las medidas de rendimiento del negocio, tales como: objetivo estratégico, ganancias, satisfacción del cliente) es una función de X (representados por variables independientes, tales como: proceso de entrada o variaciones en la tecnología, tiempo, personal), es decir: Y = f (X), (PANDE, 2001).
Español 1 tabla de conversión de sigma.
Tabla simplificada de conversión de Sigma |
||
| % De rendimiento | DPMO | Sigma |
| 30.9 | 690.000 | 1.0 |
| 69.2 | 308.000 | 2.0 |
| 93.3 | 66.800 | 3.0 |
| 99.4 | 6.210 | 4.0 |
| 99,98 | 320 | 5.0 |
| 99,9997 | 3.4 | 6.0 |
Fuente: adaptado de Pande (2001).
Tabla 1 trae una presentación simplificada de conversión de sigma, que muestra los valores relativos de defectos por millón de oportunidades y tasas para los procesos de producción, como niveles de sigma.
La pequeña letra sigma griega alfabeto-σ-representa la desviación estándar, que en su tiempo representa la variación, la inconsistencia del proceso. El nivel seis indica 99,9997% de rendimiento en el proceso de negocio, es decir, 3,4 defectos por millón de oportunidades (DPMO). Es mediante el uso de herramientas estadísticas que el sistema Six Sigma propone gestionar la variabilidad y adquiere relevancia porque puede ayudar a responder automáticamente a las señales de los procesos, proveedores, empleados y clientes, y con esto, alcanzar nuevos niveles de potencia y rendimiento, con todo (PANDE, 2001).
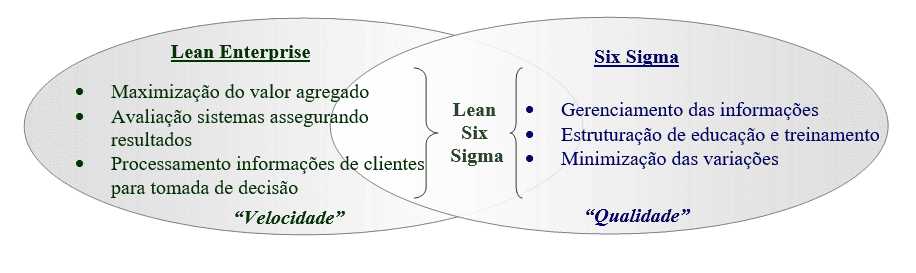
3.4 Lean Seis Sigma
Lean Six Sigma es una metodología de mejora continua de la empresa que maximiza el valor para los accionistas y buscar con rapidez y calidad la mejor tasa de satisfacción del cliente y el capital invertidos. Es el método que utiliza la predicción de la variabilidad climática, eliminación de residuos y planificación estratégica de las oportunidades. Puede combinar múltiples herramientas según sea necesario y el nivel de negocios para satisfacer la organización, y es "clave" para distinguir el soporte especializado para cada proyecto requiere, como (GEORGE, 2002, 2003).
Lean y Six Sigma interactuaran y refuercen mutuamente. Las ganancias son mucho más rápidas si la Lean y Six Sigma se ejecutan juntos, George (2003). Puedes ver el concepto de Lean Six Sigma no sólo como una herramienta para reducir los residuos y el coste, sino como un método de maximización de las inversiones de capital a largo plazo, con aplicaciones rápidas y cualitativas de cada proyecto.
Según los autores estudiados, los conceptos de diseño de experimentos (DOE) se aplican ampliamente en las organizaciones por medio de herramientas estadísticas que se difunden en metodologías como Six Sigma y Lean Six Sigma.
3.5 planificación de experimentos-DOE (diseño de experimentos)
En un escenario altamente competitivo, empresas que tienen condiciones eficaces para elegir el mejor método de mejora continua pueden tener una ventaja sobre sus competidores. Herramientas de control estadístico pueden ayudar en el análisis de múltiples variables para la toma de decisiones gerencial mejor y, por tanto, en esfuerzos a procesos con mayor probabilidad de éxito. El Experimental planificación (DOE) es una manera inteligente de verificación de procesos de producción o servicios o proyectos aún más amplio y complejo.
El DOE es una herramienta para la optimización de experimentos y refinamiento, utilizado en proyectos Lean Six Sigma en el "desarrollo" en DMEDI, o "Mejorar" en DMAIC. El diseño de experimentos es una metodología en la que son variados los factores de entrada para comprender su impacto en variables de salida. En un servicio de medio ambiente puede ser receta, tiempo de ciclo, satisfacción del cliente, como describe (GEORGE, 2004).
3.6 planificación Plackett y Burman saturado
El modelo de Plackett-Burman, además de ser conveniente para las situaciones exploratorias, también puede ser utilizado en económicamente magra ya que permite búsquedas con experimentos de "n" investigar factores de "n-1" y utiliza "fantasmas", que sirve para realizar la estimación del error experimental, Barros Neto; Scarmínio; Bruns, (2003). Estos proyectos son útiles para, económicamente, detectar efectos principales, mientras que todas las interacciones son insignificantes en comparación con algunos efectos principales significativos (manual de ingeniería estadística, 2007).
4. Métodos y técnicas de investigación
En esta investigación, el estudio exploratorio, que se recomienda cuando hay poco conocimiento sobre el problema a ser estudiado, Rampazzo (2001). Básicamente, el método experimental se reduce presentar el estudio a la llegada de ciertas variables, bajo control las condiciones por el investigador, para observar los resultados y toma de decisiones (BONDUELLE S.A., 2000).
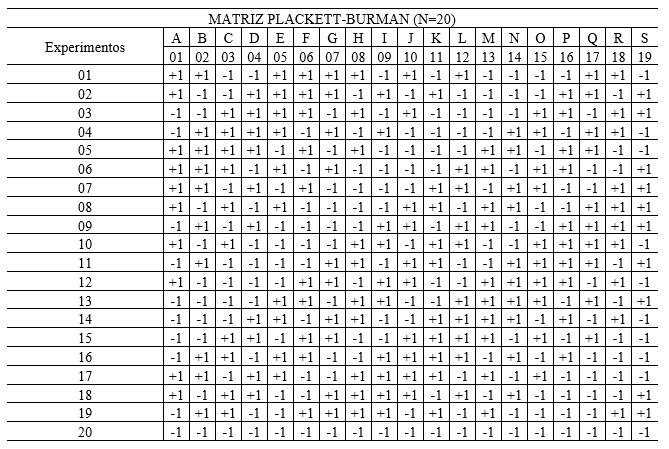
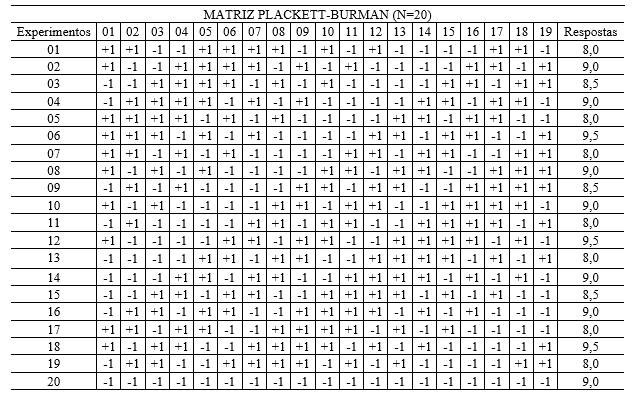
Para alinear los factores investigados y objetivos a la estructura experimental y dirigir la aplicación de una investigación exploratoria y con bajas inversiones, diseño de experimentos de técnicas de diseño de experimentos (DOE) fueron usa- estructurado a través de un arreglo factorial fraccionado saturado de Plackett-Burman N = 20 (como tabla 02), con un nivel de significancia del 5%. Los análisis estadísticos fueron procesados a través de una hoja de cálculo de Excel.
Como una investigación aplicada en un segmento local formado por las empresas en el momento de realización del estudio no utilizó el método de Lean Six Sigma, como algunos perfiles socio-económicos de factores y hábitos de consumo de los clientes de estas empresas. Según George (2004), unas datos del proyecto Lean Six Sigma de clientes deben empotrarse en el proceso de mejora y debe incorporarse la información en la toma de decisiones.
La percepción de los clientes sobre la calidad de los servicios es más compleja que en los productos. Hay una mayor demanda en el procedimiento para la entrega de éstos, como implicación y sensibilidad del proveedor del servicio, Quintella et al. (2004). Sin embargo, cuando el cliente agrega valor a estos aspectos, las empresas parecen caminar hacia el éxito empresarial. Bolsa de valores los datos muestra que las empresas con mayor ratio entre valor de mercado y valor contable, mostró gran crecimiento de los ingresos y ganancias, (Jorge, 2004).
En el caso de esta encuesta, fueron ejecutados veinte experimentos, con diecinueve variables, siendo trece factores reales y seis columnas vacías o fantasmas, teniendo en cuenta la necesidad del arreglo experimental, como tabla 03.
Tabla 03-factores investigados y sus respectivos niveles.
| Factores | Nivel | |||
| (+) | (-) | |||
| 1 | El | Género. | Hombre. | Hembra. |
| 2 | (B) | Grupo de edad. | Más de 40 años. | Hasta 40 años. |
| 3 | (C) | Escolaridad. | Se graduó. | No se gradúan. |
| 4 | (D) | ¿Obras? | Sí. | No. |
| 5 | Y | Nivel de ingreso familiar. | 05 por encima de los salarios. | Hasta 05 salarios. |
| 6 | (F) | Estado civil. | Casado/Amancebado. | Otros. |
| 7 | G | ¿Tener hijos? | Sí. | No. |
| 8 | H | Residencia | En la ciudad. | Otros. |
| 9 | (I) | ¿Tienes un coche? | Sí. | No. |
| 10 | J | Villa. | Propia. | Alquiler. |
| 11 | K | ¿Con qué frecuencia utilizas el supermercado? | + 01 hora por mes. | Hasta 01 vez al mes. |
| 12 | L | ¿Cuántas personas existen en su familia? | + 05 personas. | Hasta 05 personas. |
| 13 | M | Prefieren el supermercado frecuentes. | Días de la semana. | Fines de semana. |
| 14 | N | "Ghost". | ||
| 15 | El | "Ghost". | ||
| 16 | P | "Ghost". | ||
| 17 | Q | "Ghost". | ||
| 18 | R | "Ghost". | ||
| 19 | S | "Ghost". | ||
Fuente: autores.
4.1 Perfil de informantes
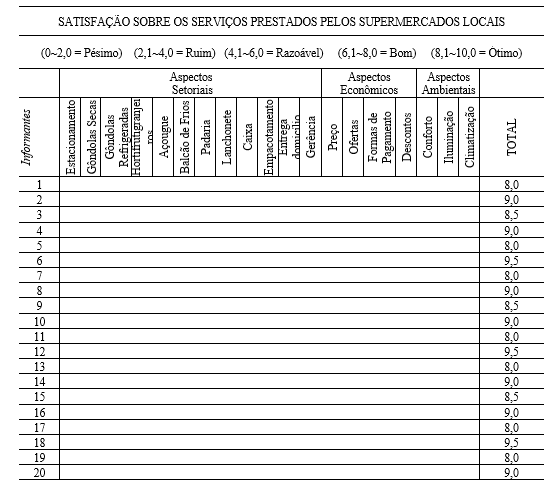
Veinte perfiles específicos se han definido para los clientes de supermercados que conformó a la estructura de la matriz propuesta (tabla 04), que sirvió como informantes en la aplicación del cuestionario, para la realización de los experimentos y obtener las respuestas o variables dependientes.
Por lo tanto, 20 relacionados con experimentos combinando dos niveles diferentes de determinados factores: alta (+) y abajo (-) y así definió el perfil de cada informante, que más tarde sirvió como fuente de recolección de datos en aplicación de un cuestionario cerrado y dirigido.
Informantes seleccionados se les preguntó sobre la satisfacción percibida sobre los servicios prestados por los minoristas supermercados del medio y tamaño pequeño, situado en una ciudad de Vale Paraíba. Tratado de mantener la confidencialidad sobre la identidad de las empresas involucradas en el proceso de ensayo.
Tabla 04 – Perfil de informantes.
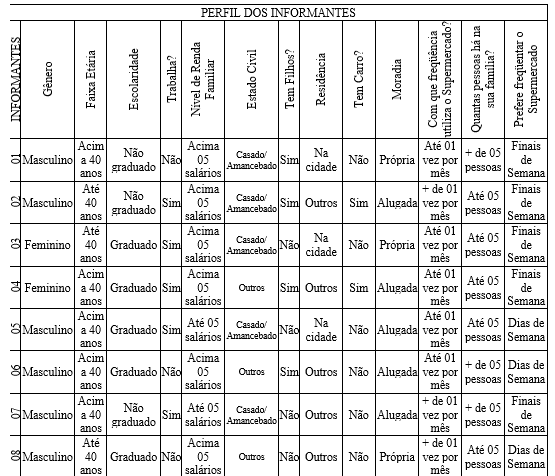
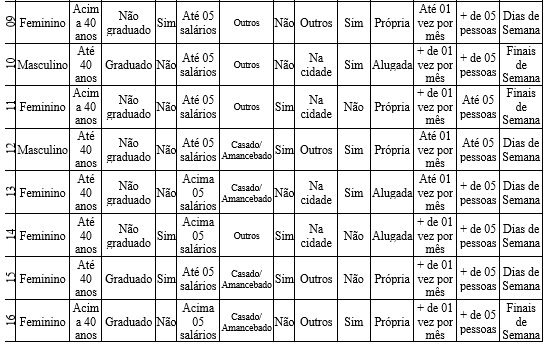
Fuente: Autores.
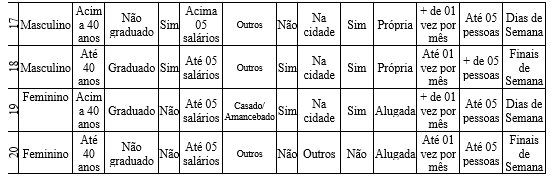
La medición de satisfacción respondió una escala del cero al diez, asignado a aspectos específicos de los supermercados, como resultado la media aritmética de la suma de todos los valores. tabla 05 muestra resultados y aspectos considerados en el cuestionario.
5. Análisis de espacio
5.1 estudio de sitio:
El municipio, objeto de este estudio está situado en el valle de Paraíba, en el sudeste de Brasil. Tiene una población estimada de 87.980 habitantes, distribuidos en una superficie igual a 414,160 millas cuadradas, según los datos publicados en el IBGE – Instituto Brasileño de geografía y estadística (2017).
06 – tabla basada en la información de los últimos sentidos IBGE.
| Municipio | Población estimada-2017 | Índice de desarrollo humano Municipal (IDHM) 2010 | PIB per cápita-2015 R$ |
| Municipio estudiado | 87.980 | 0.766 | 24,456.18 |
| Guaratinguetá | 120.417 | 0.798 | 40,014.21 |
| Taubaté | 307.953 | 0.800 | 48,634.09 |
| São José dos Campos | 703.219 | 0.807 | 52,858.35 |
| São Paulo | 12,106,920 | 0.805 | 54,357.81 |
Fuente: adaptado de IBGE – Instituto Brasileño de geografía y estadística (2017).
Para identificar más pertinentes para el logro de esta investigación, levantó cierta información demográfica y el índice de desarrollo humano de algunos municipios de Vale do Paraíba Paulista y la capital del estado de São Paulo, como base comparativa.
Los investigadores plantearon también información relacionada con los productos nacionales de estos municipios, como tabla 06.
07 – tabla basada en la información de los últimos sentidos IBGE.
| Municipio | PIB en el actual precio de mercado-2015 (x 1,000) R$ | Valor agregado en la industria – r$ 2015 (x 1.000) | Porcentaje de valor agregado en la industria PIB (%) | Valor agregado servicios-2015 (x 1,000) R$ | Porcentaje de valor agregado en servicio en el PIB (%) |
| Municipio estudiado | 2,132,041.11 | 601,447.30 | 28.20 | 1,019,373.13 | 47.81 |
| Guaratinguetá | 4,764,611.60 | 1,527,977.49 | 32.06 | 2,046,006.68 | 42.94 |
| Taubaté | 14,703,591.83 | 4,965,631.35 | 33.77 | 5,688,837.47 | 38.69 |
| São José dos Campos | 36,398,100.25 | 13,517,172.25 | 37.13 | 15,273,198.61 | 41.96 |
| São Paulo | 650,544,788.73 | 63,665,137.84 | 9.78 | 431,465,442.20 | 66.32 |
Fuente: adaptado de IBGE – Instituto Brasileño de geografía y estadística (2017).
Se puede saber, mediante el análisis de las tablas 06 y 07 el municipio estudiado, incluso con el menor PIB per cápita, es decir, 24.456.18 R$ todavía tiene el segundo mejor porcentaje composición del valor agregado en servicio en el PIB, 47.81% y sólo en este artículo, abajo el rendimiento de la capital de la ciudad de São Paulo.
Cree que es relevante para estudiar el segmento de servicios en esta ciudad, porque entre los sentidos del 2004 y 2015, encuentra que un crecimiento en valor agregado en el servicio del municipio de 405.79% por lo tanto se presenta, de estos grupos, una gran potencial para la generación de riqueza y el impacto en la economía local y la sociedad.
Lean Six Sigma ha ayudado a empresas de proveedor de servicios para minimizar los costos, George (2004). Por lo tanto, la maximización de beneficios y este fenómeno, que tiene base conceptual en su financiero y ecuación de la contabilidad, L (ganancia) = P (precio)-C (costo), puede aumentar la competitividad de las empresas, atraer nuevas inversiones y causar la calefacción económico.
limitaciones método 5,2
Se encontraron varias limitaciones al estudiar una herramienta aplicada en proyecto de Lean Six Sigma en las empresas que no utilizan este método:
- Se utilizó el método de Plackett-Burman para ser económicamente un modelo adecuado para detectar los efectos principales, sin embargo las necesidades de cada empresa también deben ser analizadas por separado para seleccionar el mejor método de diseño de experimentos que aplicar en cada caso.
- La encuesta fue realizada con los clientes de supermercados, fuera de los espacios físicos y empresas sin buscar la identidad de la empresa preferida por los informantes. Así, se estudió el segmento en la región y no las propias empresas.
Aunque no puede haber sido limitaciones en cuanto a la búsqueda de un análisis comprensivo en el método de Lean Six Sigma, se cree que las conclusiones planteadas por medio de un método experimental eficiente, que reduce al mínimo los impactos de proyectos de desarrollo y Resumen maximiza el logro de la teoría, eran suficientes para satisfacer las propuestas y las hipótesis de esta investigación. Por lo tanto, se cree que en el examen de consumo de información y conclusiones socio-económico hábitos de clientes a través de modelos estadísticos pueden han añadido investigación y fiabilidad dado la base para la investigación cuantitativa y cualitativa.
6. Resultados
Por medio de los métodos y materiales utilizados, uno puede realizar los cálculos necesarios para el cálculo de los efectos, las pruebas de significación y posibles conclusiones y ajustes al proceso estudiado. tabla 08 demuestra sus respuestas de experimentos llevados a cabo.
Se calcularon los efectos de los factores, la varianza total y el error experimental, Obtenido de los fantasmas, como columnas de la tabla 09.
Los efectos fueron calculados por la diferencia entre los promedios de las respuestas relacionadas con altos y bajos factores. Este cálculo se repite en cada combinación de niveles, representados por columnas de la tabla 19 08.
tabla 09 – tabla para el cálculo de los efectos de factores, global varianza y error experimental.
| Efecto = R (+)-R (-) | (EFANTASMAS) 2 | Variación global | Error experimental | ||
| S2P = 8 (EFANTASMAS) 2 en de fantasmas | SP = √ S2p | ||||
| Y | 0.20 | 0.035 | 0.1871 | ||
| EB | -0.50 | ||||
| CE | 0.30 | ||||
| ED | -0,10 | ||||
| EE | 0.10 | ||||
| EF | -0.40 | ||||
| POR EJEMPLO | 0.30 | ||||
| EH | -0.50 | ||||
| HEY | 0.20 | ||||
| EJ | 0.00 | ||||
| EK | 0.20 | ||||
| EL | 0.10 | ||||
| En | -0,10 | ||||
| EN | 0.10 | Fantasma | 0.01 | ||
| Y de la | -0,10 | Fantasma | 0.01 | ||
| EP | 0.30 | Fantasma | 0.09 | ||
| EQ | -0.30 | Fantasma | 0.09 | ||
| ER | 0.00 | Fantasma | 0.00 | ||
| ES | -0,10 | Fantasma | 0.01 | ||
| Proyector (EFANTASMAS) 2 | 0.21 | ||||
Fuente: autores.
La suma del fantasma de efectos elevado a la potencia segunda y dividido por la cantidad de estas columnas de vacías, se extrae la varianza.
El error experimental se calcula raíz cuadrática de la varianza.
La posesión de estos valores permite calcular los valores de "t" y compararlos con el valor de la "t crítico", obtenida a través de los valores críticos de la tabla "t" y, por lo tanto, definir la importancia de los factores estudiados, como se muestra en la tabla 11. La tabla modelo 10 delinea la prueba de significación.
Tabla 10 – Delimitación de la prueba de significación.
| tcalc (≥) = tcrítico significativa | |
| tcrítico = tcalc (<) no significativo | |
Fuente: autores.
Tabla 11 – prueba tabla de significación de los efectos estudiado.
| t calculado | t crítico | Resultados de las pruebas de significación | |||
| | Efecto | SP |
Valores críticos de t | ||||
| tcalc el | 1.07 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc B | 2.67 | > | 2.447 | SIGNIFICATIVA | |
| tcalc C | 1.60 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc D | 0.53 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc y | 0.53 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc F | 2.14 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc G | 1.60 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc H | 2.67 | > | 2.447 | SIGNIFICATIVA | |
| tcalc I | 1.07 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc J | 0.00 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc K | 1.07 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc L | 0.53 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc M | 0.53 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc N | 0.53 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc el | 0.53 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc P | 1.60 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc Q | 1.60 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc R | 0.00 | < | 2.447 | NO SIGNIFICATIVO | |
| tcalc S | 0.53 | < | 2.447 | NO SIGNIFICATIVO | |
Fuente: autores.
Los experimentos revelaron la importancia de los efectos sobre el proceso estudiado, como se ilustra en la tabla 12. Las líneas de puntos en la tabla demuestran efectos significativos.
Tabla 12 – Ilustración del proceso estudiado como el significado revelado en la investigación
| El |
(B) |
(C) | (D) | Y | (F) | G |
H |
(I) | J | K | L | M | N | El | P | Q | R | S | T |
| 0 | – | 0 | 0 | 0 | 0 | 0 | – | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Hasta 40 años | Otros |
Fuente: autores.
7. Discusión
Espera que en esta investigación, sobre todo, plantear respuestas que la meta propuesta, es decir, identificar oportunidades de mejora de puntos de venta de negocios supermercado en una ciudad situada en el valle de Paraíba, sobre la base de la relación entre los datos recogidos en la encuesta y los conceptos estudiaron.
Se identificaron efectos significativos y la posibilidad de mejoras directas para los procesos de más valor añadidos, evitando residuos con no significativa, las variables de proceso pueden ser directamente relacionadas con un mejor control sobre variabilidades, mejora en la calidad de los servicios, aumentan la velocidad de los procesos y minimizando los costos. Estas relaciones se discutirá a continuación.
7.1 control de variabilidades
Seis Sigma conceptos establecen un "circuito cerrado" en orden al control de la variabilidad y se utilizan para procesar la información de datos y el cliente, Pande (2001).
En esta investigación, se utilizaron perfiles de clientes para representar los datos necesarios para el cálculo de los efectos sobre el proceso, es decir, la percepción de la calidad de los servicios prestados. Los datos obtenidos con la aplicación del cuestionario representan la información del cliente, tan valorada en un proyecto Lean Six Sigma.
Se realizó en la investigación que la aplicación del DOE permite el control directo de las variables independientes por medio de pruebas de significancia y puede ayudar en la reducción de los residuos existentes. Como los conceptos estudiaron, el nivel de seis sigma indica 99,9997% de rendimiento en procesos de negocio, es decir, 3.4 (tres punto cuatro) defectos por millón de oportunidades.
Conocer el proceso de nivel "sigma" estudiado requiere la aplicación de otras herramientas. En el futuro, explorar instrumentos estadísticos en la medición de fase de un Lean Six Sigma project puede ser relevante para intentar experimentar con pocos recursos los conceptos estudiados, hasta completar el ciclo DMEDI.
7.2 mejora en la calidad de los servicios de
Siendo la calidad de los servicios de un diferencial competitivo, es importante que los comerciantes de pequeñas y medianas empresas dejen de medios económicos de la mejora continua y pueden permanecer en el mercado. Sin embargo, la calidad lograda por los servicios debe ser percibida por los clientes para agregar valor al negocio. Según George (2004), las empresas que obtienen mejores resultados en ingresos y beneficios económicos en el mercado de valores fueron los que mantuvieron una alta relación entre el valor de mercado y valor contable. En este estudio, el DOE ayudó a la identificación de los perfiles de los clientes que perciben la calidad de los supermercados locales.
7.3 aumento de velocidad de los procesos y minimizando los costos
Pueden ser identificados en la literatura que el diseño de experimentos es una herramienta originalmente aplicada en la metodología Six Sigma, que está ligada a defectos en la calidad y la eliminación de residuos, Pande (2001); George (2004). El método aplicado en esta investigación resultó eficiente para la identificación de los efectos con mayor importancia en los procesos y puede ser utilizado antes de la aplicación de herramientas de Lean, que pueden agregar mayor velocidad a proyectos o procesos, desde la Pérez apoya la decisión acerca de la dirección de los esfuerzos. Según George (2004), el objetivo de Lean es acelerar la velocidad de cualquier proceso. Para efectos significativos en el proceso, por lo tanto, optimiza el proceso de mejora continua, reducir los residuos y minimizar los costos.
Por lo tanto, en la integración de los conceptos de Lean y Six Sigma, un enfoque puede agregar valor a otra metodología.
El método económico aplicado en esta investigación permitió una búsqueda con un costo mínimo y velocidad, porque puede reducir la cantidad de experimentos.
8. Conclusión
Mientras que los autores estudiados consideran económicamente altos ejecución de un proyecto Lean Six Sigma, este estudio hace posible experimentar la aplicación de una de las más poderosas herramientas de Lean Seis Sigma-DOE, con bajo costo y, por tanto, accesibles minoristas de supermercados financieramente pequeñas y medianas empresas.
El segmento de tiendas de supermercado en Brasil, especialmente en la capital y en las principales ciudades, está dominado por grandes empresas oligopolizadas. Sin embargo, algunas ciudades del interior no han sufrido aún el impacto de esta economía neolibrecambista. Los mecanismos estudiados en este trabajo revelaron una herramienta que puede ayudar a los pequeños y medianos supermercados para preparar y ser más competitivos.
En esta investigación, la fase de mayor costo y gastos fue la identificación de los perfiles de los clientes que asistieron a la estructura del experimento. Sin embargo, pueden minimizarse los costos de la aplicación del DOE en estos supermercados, puesto que todas las empresas involucradas en la investigación han automatizado sistemas, capaces de identificar rápidamente y confiabilidad la información necesaria para esto tipo de investigación. Estos programas proporcionan información sobre los perfiles socio-económicas y hábitos de consumo de los clientes, que agiliza el proceso de identificación de los informantes, como la necesidad de estructuras experimentales, que en este caso fue un arreglo factorial saturación fraccional.
8.1 el proceso de ajuste
En términos de competitividad, se pretende incrementar los resultados en la opinión (opinión) de los clientes sobre los servicios ofrecidos por los supermercados estudiaron de los minoristas de la ciudad. Se concluye que el proceso debe ajustarse como se indica en la tabla 13.
Tabla 13 – Propuesta para el ajuste de proceso.
| El |
(B) |
(C) | (D) | Y | (F) | G |
H |
(I) | J | K | L | M | N | El | P | Q | R | S | T |
| 0 | – | 0 | 0 | 0 | 0 | 0 | – | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Más de 40 años | En la ciudad |
Fuente: autores
Los resultados obtenidos indican que los clientes con significado para mejorar el proceso de percepción de la calidad de los servicios ofrecidos por los supermercados son personas por encima de 40 años y residentes en la ciudad.
8.2 oportunidades de mejora
No sólo se plantearon la importancia de los factores en el proceso de evaluación de la satisfacción sobre los servicios de supermercados, así como los minoristas procuró identificar posibles oportunidades de mejora en el negocio.
Estrategias para la mejora de procesos y negocios pueden depender de muchas variables. Sin embargo, en el caso de este trabajo, se observó que los minoristas supermercados estudiaron podría ser centra sus esfuerzos en Marketing o invertir en mejoras en los sectores internos, centrándose en los clientes más de 40 años, residentes en la ciudad.
Los efectos no significativos también condujeron al investigador a interrogarse sobre la posibilidad de estos efectos tienen importancia en otros procesos, que pueden ayudar a identificar los lugares que traen los clientes con estos perfiles para asistir a estos supermercados.
Finalmente, explora la aplicación de herramientas estadísticas y de parte de los procesos Lean Six Sigma para prestar servicios en el Vale do Paraíba región.
Se cree que esta investigación puede servir en el futuro como base para otros experimentos, porque aunque las limitaciones han sido grandes, el investigador busca la aplicación práctica de conceptos, que hasta entonces eran poco explotadas, especialmente en el área administrativas.
8.3 propuestas para el trabajo futuro
A través de los problemas identificados y limitaciones del método aplicado, puede elevar oportunidades potenciales para la continuidad del trabajo de investigación, a saber:
- Experiencia de la aplicación de Lean o seis herramientas Sigma en otros procesos y con bajos costos, enfocándose en medianas y pequeñas empresas.
- Manos a la obra en colaboración con los medios y pequeños supermercados, con el fin de agregar valor a la labor futura, sobre todo para buscar el ambiente interno de las empresas y, por tanto, una mayor riqueza de información y lo que es una alineación entre las necesidades estratégicas de las organizaciones y objetivos de la investigación.
Aún así, se puede señalar que los resultados obtenidos en esta investigación también revelan problemas probablemente a otras obras, tales como:
- Estudio en el aislamiento de los sectores o departamentos internos de los minoristas de comestibles pequeñas y medianas.
- O, cuáles son los factores que pueden atraer a clientes con perfiles que fueron "no significativos" en el proceso estudiado en esta investigación. Los conceptos con la DMEDI con el modelo mejorado mejor adecuadas para situaciones exploratorias y la coneja se aplica en una de esas fases. Con él, la oportunidad de futuras investigaciones para explorar bajo costo otras fases del proyecto en este segmento económico y lugar.
Referencias
Herramientas ANJARD, RONALDO, P. gestión y planificación. Formación de calidad, v. 3. N. 2. 1995. PP. 34-37.
BARROS NETO, BENÍCIO IEDA S. SCARMÍNIO; BRUNS Y ROY. Planificación y optimización de experimentos. UNICAMP, 2003. 299 p.
BONDUELLE S.A., GHISLAINE, m. la aplicación del diseño de experimentos para el control de la fabricación de fibras de madera. UFPR. 2000.
DEMING, W. Edwards. Salir de la crisis. Boston, Ma: Mit Press, 1986.
MANUAL DE ESTADÍSTICAS DE INGENIERÍA. Disponible en: <http: www.itl.nist.gov/div898/handbook/pri/section3/pri335.htm="">.</http:> Acceso en: Enero 07. 2007.
GEORGE, M.L. Lean Six Sigma: combinando seis sigma con la pobre velocidad. McGraw Hill, 2002, p 323.
_ _ _ _ _ _ _ _, M.L.; KASTLE, B.; ROWLANDS, T. D.; ¿Qué es un Lean Seis Sigma? McGraw Hill, 2003, 96 p.
_ _ _ _ _ _ _ _, M.L. Lean seis sigma para servicios: Cómo utilizar la velocidad de Lean y seis Sigma calidad para mejorar los servicios y las transacciones. McGraw Hill, 2003, p 436.
IBGE – INSTITUTO BRASILEÑO DE GEOGRAFÍA Y ESTADÍSTICA. Disponible en: <https: cidades.ibge.gov.br/brasil/sp/lorena/panorama="">.</https:> Acceso en: 01 10. 2017.
JURAN, J. M. La calidad del proyecto: nuevos pasos para la planificación de calidad en bienes y servicios. São Paulo: Pionero, 1992.
JURAN, j. m. planificación de calidad. São Paulo: Pionero, 1990.
OHNO, Taiichi. El sistema de producción Toyota, además de la producción a gran escala. Porto Alegre: Bookman, 1997.
PANDE, S. P.; NEUMAN, P. R.; CAVANAGH, r. r. Seis Sigma estrategia: como GE, Motorola y otras empresas importantes son afilar su rendimiento. Rio de Janeiro: Thorsons, 2001.
RAMPAZZO, l. metodología científica a los estudiantes de pregrado y posgrado. ed 2. São Paulo: Loyola, 2004, p 141.
SHINGO, Shingeo. El sistema de producción Toyota. Porto Alegre: Artes médicas, 1996.
[1] Facultad de tecnología de Pindamonhangaba; Centro de investigación en economía y Sociología de las organizaciones, Lisboa, Portugal
[2] Facultad de tecnología de Pindamonhangaba