FONTÃO, Henio [1], LOPES, Eloisa de Moura [2]
FONTÃO, Henio; LOPES, Eloisa de Moura. Plackett-Burman saturée de planification pour l’analyse des opportunités et des améliorations dans les épiceries. Revue scientifique pluridisciplinaire de la base de connaissances. 03 ans, Ed. 05, vol. 02, pp. 111-126, mai 2018. ISSN:2448-0959
Résumé
L’objectif de cette étude afin d’identifier les possibilités d’amélioration des détaillants d’affaires supermarché une commune située dans la Vale do Paraíba Paulista-Brésil. Lean Six Sigma propose d’améliorer la qualité et la rapidité des processus, avec l’aide d’outils statistiques avancées, telles que la conception d’expériences. Appliqué la méthode de recherche exploratoire, à travers un éventail factoriel fractionnaire Plackett-Burman, qui a servi à orienter la demande vers une recherche économiquement plus maigre. Tests de signification ont été réalisées sur des facteurs spécifiques à un processus étudié. Il est conclu que les facteurs les plus importants d’un processus d’avis des clients sur la qualité des services fournis par les détaillants les et régionaux sont : groupe d’âge et lieu de résidence. Enfin, nous avons analysé les relations possibles entre les données enregistrées et quelques améliorations promises par le Lean Six Sigma.
Mots clés: Lean Six Sigma, Design of Experiments, Plackett-Burman, épiciers.
1. Introduction
On a observé que la plupart des publications sur les concepts d’entreprise/de fabrication Lean et Six Sigma décrive des applications pratiques de ces concepts et méthodologies dans les entreprises de transformation. Cependant, ces concepts peuvent être appliquées dans les deux entrepreneurs, comme les services existants dans la production en série. George (2004) prétend être fréquente chez les entreprises de fabrication, le fait qu’environ 80 % du prix de leurs produits respectifs sont formés par des coûts indirects. En ce sens, les techniques de Lean Six Sigma peuvent entraîner des améliorations et de réduire les coûts et donner aux entreprises un avantage concurrentiel important.
Dans un contexte de mondialisation de la production et la compétitivité élevée, dans laquelle le prix des biens et services est fixés par le marché et les oligopoles peuvent établir marché obstacles à l’entrée et la continuité des petites et moyennes entreprises entreprises, rend nécessaire pour les petites et moyennes supermarchés, détaillants locaux et régionaux sont impliqués dans le processus d’amélioration continue (innovation incrémentale). En ces temps, peut-être que vous pouvez être un des moyens d’innover, réduire le coût, rester compétitif et rester sur les marchés de plus en plus mondialisés.
Le concept de Lean Six Sigma est apparu dans le but d’améliorer la vitesse et la qualité dans l’entreprise. La méthode propose d’analyser et prédire la variabilité, amélioration de la qualité des produits et services, augmenter la vitesse des processus, minimiser les coûts et obligé les organisations pour réussir en affaires.
Considérant que la littérature, mais dans un plus petit nombre de publications fournissent également des cas d’applications de ces notions dans les divers prestataires de services, on croit, dans le sens du développement des affaires, des recherches pertinentes qui Explorez le sujet dans la direction du supermarché détaillants dans la région de Vale Paraíba Paulista et peuvent servir de référence pour des études sur le sujet.
Cette recherche vise à étudier les effets et l’importance de certains facteurs propres à un processus de la perception des clients sur la qualité des services fournis par medium et petits supermarchés, détaillants en outre d’analyser possible les relations entre ces informations et propositions d’améliorations promises par le Lean Six Sigma. Pour ce faire, appliqué les techniques de conception d’expériences, qui est l’un des outils de pointe utilisés par Lean Six Sigma.
Ont été étudiés de livres, articles scientifiques et site web spécialisé, afin de structurer l’histoire du sujet et les méthodes scientifiques appliquées dans la recherche. Toutefois, comme la Fondation bibliographique, entre autres, le livre « Sima Lean Six services : comment utiliser vitesse Lean et Six Sigma qualité afin d’améliorer les services et les transactions », co-écrit par Michael l. George.
2. Objectifs
Cette étude vise à identifier les possibilités d’amélioration des détaillants entreprise supermarché dans la ville de Lorena, située à Vale do Paraíba.
Afin d’aider la direction et la conception de cette étude, les objectifs spécifiques sont :
- Identifier les profils client commun avec le Plackett-Burman, N = 20 et étudier comment ils se rendent compte (l’opinion de) la qualité des services fournis par les détaillants supermarchés de petites et moyennes d’une ville dans la vallée de Paraíba.
- Sensibiliser à l’importance des facteurs étudiés et proposer le meilleur ajustement à la procédure définie dans la recherche.
- Vérifier que l’information recueillie peut aider à l’appui de quelques améliorations proposées avec le déploiement de la méthode Lean Six Sigma, qui, dans cette étude étaient : contrôle des variabilités, amélioration de la qualité des services, une augmentation de la vitesse les processus et réduire les coûts. Pour cela, nous avons cherché à identifier les possibilités d’amélioration, basée sur la relation entre l’information recueillie à l’enquête et les concepts étudiés.
3. Fondements théoriques
3.1 Lean Manufacturing / Entreprise
En Europe, entre les 16ème et 18ème siècles, la production de l’artisan n’est plus a répondu entièrement commerciale demande. Afin d’accroître la production et les profits, commerçants embauché artisans à travailler ensemble dans un seul endroit. Ce qu’implique la séparation entre le capital et le travail et ont commencé à surgir les premières productions industrielles capitalistes.
Fabrication artisanale utilisée des professionnels hautement qualifiés et des outils flexibles pour produire des éléments personnalisés selon les besoins des clients, cependant les coûts élevés. Tandis que la production de masse, vers 1760, portait une intense Division du travail, avec divers professionnels ayant des compétences spécifiques pour une production à grande échelle de produits standardisés et uniques et peu coûteuse.
Pendant près de deux siècles, plusieurs modèles de production sont appliquées dans les organisations. Cependant, en 1949, commence à définir un modèle que, plus tard, dans les années 70 et en pleine « crise du pétrole » et dans le monde, économie, parvient à garder la Toyota Motor Company avec des bénéfices supérieurs à ceux de ses concurrents, le système de Production Toyota (OHNO.1997.
Toutefois, afin de tenter d’éviter les coûts élevés de production à petite échelle et la rigidité de la production à grande échelle, à la fin 1 80 générique terme pour le Toyota Production System-Lean Manufacturing. Si l’intention était de définir un système de fabrication flexible, réactif, innovant et efficace, qui utilise automatiques et en infériorité numérique pour produire des volumes élevés de produits en larges variétés. Son objectif est la réduction des stocks, formation des employés qualifiés et polyvalents, travail en équipe, la prévention des accidents des pannes et des pertes et la relation de coopération à long terme avec les fournisseurs (SHINGO, 1996).
Aux fins de l’application des concepts et des outils à tous les niveaux de l’organisation et la nécessité d’étendre le système à la société entière, le terme Lean Enterprise.
Gestion de la qualité 3.2
Seulement avec l’ISO en 2000 la qualité a évolué officiellement de système de gestion, mais il est possible de percevoir dans les publications des auteurs classiques comme Deming et de Juran le souci avec la gestion de la qualité dans l’ensemble de la société.
Pour rester concurrentiel, toutes les pièces des compagnies devraient adopter systématiquement aborder à l’établissement et la réalisation des objectifs de qualité, (JURAN, 1990).
Deming, dans les années 1950, (apud Anjard, 1995) a développé le PDCA (Plan-implémenter-Check (étude)-Loi). Dans un sens évolutif et adaptation aux besoins du marché, nouveaux acronymes nommant systèmes, outils, modèles et processus de gestion de qualité ont émergé. Selon George (2004), le DMAIC (Define-mesurer-analyser-améliorer-Control) ou DMEDI-(Define-Measure-Explore-Develop-Implement), sont des éléments d’un projet Six Sigma ou Lean Six Sigma.
3.3 Six Sigma
Six Sigma-σ-6 est a besoin d’un système de réaliser, maintenir et maximiser les affaires succès et utilisations de compréhension du client, application de méthodes statistiques ainsi que des processus et se concentrer sur la gestion de l’entreprise. Dans ce cas, le succès de l’entreprise peut se traduire par des avantages du système Six Sigma, tels que : coût réduction, amélioration de la productivité, la croissance de la part de marché, fidéliser la clientèle, changer défauts réduites, culturel, développement de nouveaux produits et services (PANDE, 2001).
Le Six Sigma établit une « boucle fermée » afin de suivre les changements dans l’entreprise et l’organisation sur la voie du succès, grâce à une gestion de processus, amélioration des procédés et processus de conception et de consultation. Pour qui aligne le système par un modèle algébrique dans laquelle Y (représentés par les mesures de performance de l’entreprise, tels que : objectif stratégique, profit, satisfaction client) est une fonction de X (représentés par les variables indépendantes, telles que : processus d’entrée ou les variations dans la technologie, temps de cycle, personnel), c’est : Y = f (X), (PANDE, 2001).
Tableau – Simplifié 1 tableau de conversion en sigma.
Tableau simplifié des Conversion Sigma |
||
| % De rendement | DPMO | Sigma |
| 30.9 | 690 000 | 1.0 |
| 69,2 | 308 000 | 2.0 |
| 93.3 | 66 800 | 3.0 |
| 99,4 | 6 210 | 4.0 |
| 99,98 | 320 | 5.0 |
| 99.9997 | 3.4 | 6.0 |
Source : adapté de Pande (2001).
Tableau 1 apporte une présentation simplifiée de conversion Sigma, indiquant les valeurs relatives de défauts par million de possibilités et de frais pour les procédés de production, comme les niveaux de sigma.
La petite lettre grecque sigma alphabet-σ-représente l’écart-type, qui, dans votre temps, représente la variation, l’incompatibilité du processus. Le niveau de six indique 99.9997 % rendement dans le processus de l’entreprise, soit 3,4 défauts par million d’opportunités (DPMO). C’est grâce à l’utilisation des outils statistiques que le système de Six Sigma propose de gérer la variabilité et devient pertinent parce qu’elle peut aider à répondre automatiquement aux signaux de processus, fournisseurs, employés et clients, et avec cela, atteindre de nouveaux niveaux de puissance et de performance, mais (PANDE, 2001).
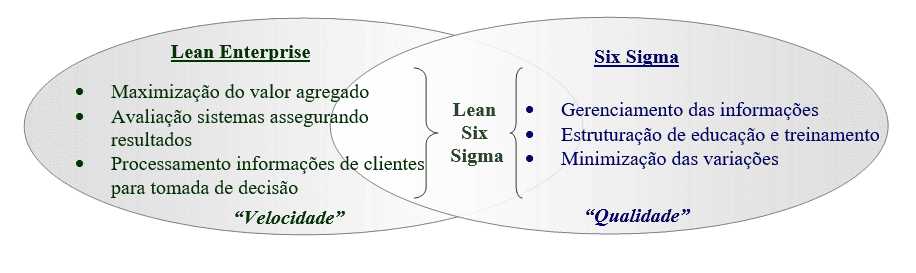
3.4 Lean Six Sigma
Lean Six Sigma est une méthodologie d’amélioration continue de l’entreprise qui maximise la valeur actionnariale et Rechercher avec la rapidité et la qualité, le meilleur taux de satisfaction de client et le capital investis. Est la méthode qui utilise la prédiction de la variabilité du climat, d’élimination des déchets et de la planification stratégique sur les opportunités. Pouvez combiner plusieurs outils selon les besoins et le niveau de l’entreprise pour répondre à l’organisation, et « clé » pour différencier l’appui spécialisé pour chaque projet il faut, comme (GEORGE, 2002, 2003).
Lean et Six Sigma interagissent et renforcent mutuellement. Les revenus sont beaucoup plus rapides si le Lean et Six Sigma cheminent ensemble, George (2003). Vous pouvez voir le concept de Lean Six Sigma, non seulement comme un outil pour réduire les déchets et les coûts, mais comme un moyen de maximiser les investissements de capitaux à long terme, avec des applications rapides et qualitatives dans chaque projet.
Selon les auteurs étudiés, les concepts de conception d’expériences (DOE) sont largement appliqués dans les organisations au moyen d’outils statistiques diffusées en méthodologies telles que Six Sigma et Lean Six Sigma.
3.5 La planification d’expériences – DOE (Design of Experiments)
Dans un scénario très concurrentiel, les entreprises qui ont des conditions effectives de choisir la meilleure méthode d’amélioration continue peuvent avoir un avantage sur vos concurrents. Les outils de contrôle statistique peuvent aider dans l’analyse de plusieurs variables pour la meilleure prise de décision managériale et, par conséquent, dans les efforts pour les processus avec plus de chance de succès. La planification expérimentale (DOE) apparaît comme une façon intelligente de la vérification de procédés de production, de services ou de projets encore plus vastes et complexes.
Le DOE est un outil d’optimisation d’expériences et de raffinement, utilisées dans des projets Lean Six Sigma dans le « développer » dans DMEDI, ou « Améliorer » en DMAIC. Les plans d’expériences sont une méthode dans laquelle les facteurs d’entrée sont variées pour comprendre votre impact sur les variables de sortie. Dans un service environnement peut être prescrits, temps de cycle, satisfaction de la clientèle, comme le décrit (GEORGE, 2004).
3.6 La planification Plackett et Burman saturé
Le modèle de Plackett-Burman, en plus d’être adaptés pour des situations exploratoires, utilisable aussi en économiquement maigre parce qu’il permet des recherches avec des expériences de « n » enquêter sur des facteurs « n-1"et utilisations « fantômes », qui servent à faire le estimation de l’erreur expérimentale, Barros Neto ; Scarmínio ; Bruns, (2003). Ces projets sont utiles pour, sur le plan économique, détecter des effets principaux, alors que toutes les interactions sont négligeables en comparaison avec peu d’effets significatifs principaux (statistiques ENGINEERING HANDBOOK, 2007).
4. Méthodes et techniques de recherche
Dans cette recherche, l’étude exploratoire, ce qui est recommandé lorsqu’il y a peu de connaissances sur le problème à étudier, Rampazzo (2001). Fondamentalement, la méthode expérimentale se résume pour présenter l’étude à l’afflux de certaines variables, sous des conditions par le chercheur, d’observer les résultats et pour prendre des décisions (BONDUELLE S.A., 2000) contrôlées.
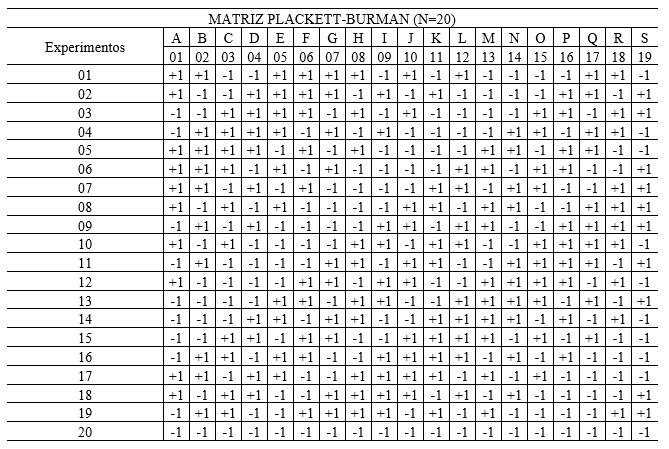
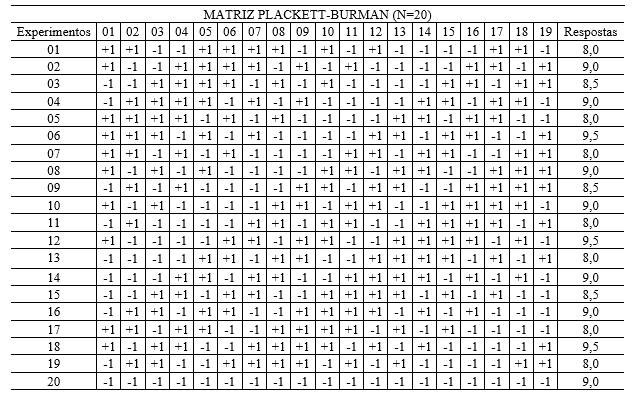
Pour aligner les facteurs étudiés et les objectifs de la structure expérimentale et ordonner l’application d’une recherche exploratoire et avec faibles investissements, conception d’expériences techniques-conception d’expériences (DOE) ont été utilisés- structurées via un tableau de factoriels fractionnaire Plackett-Burman saturé N = 20 (en tant que tableau 02), avec un seuil de signification de 5 %. Les analyses statistiques ont été traitées par une feuille de calcul Excel.
Comme une recherche exploratoire appliquée à un segment local formé par les entreprises au moment de l’achèvement de l’étude n’a pas utilisé la méthode Lean Six Sigma, choisie comme certains profils socio-économiques des facteurs et des habitudes de consommation des clients de ces entreprises. Selon George (2004), une données de projet Lean Six Sigma des clients doivent être incluses dans le processus d’amélioration et les informations doivent être incorporées dans le processus décisionnel.
La perception des clients sur la qualité des services est plus complexe que sur les produits. Il y a une plus grande demande sur la procédure pour la livraison de ceux-ci, comme l’implication et la sensibilité du prestataire de services, Rama et al. (2004). Toutefois, lorsque le client ajoute la valeur à ces aspects, les entreprises semblent marcher vers la réussite des entreprises. Données boursières montrent que les entreprises ayant un rapport plus élevé entre la valeur marchande et la valeur comptable, a montré grande croissance de revenus et de profits, (GEORGE, 2004).
Dans le cas de cette enquête, ont été exécuté vingt expérimente, dix-neuf variables, soit treize facteurs réels et six colonnes vides ou fantômes, compte tenu de la nécessité du tableau de l’expérimental, comme tableau 03.
Tableau 03-facteurs étudiés ainsi que leurs montants respectifs.
| Facteurs | Niveau | |||
| (+) | (-) | |||
| 1 | Le | Genre. | Mâle. | Femelle. |
| 2 | (B) | Groupe d’âge. | Plus de 40 ans. | Jusqu'à 40 ans. |
| 3 | (C) | Scolarité. | A obtenu son diplôme. | Ne maîtrise pas. |
| 4 | (D) | Fonctionne ? | Oui. | Ne pas. |
| 5 | Et | Niveau de revenu. | 05 au-dessus des salaires. | Jusqu’au 05 salaires. |
| 6 | (F) | État matrimonial. | Marié/Amancebado. | D’autres. |
| 7 | G | Avoir des enfants ? | Oui. | Ne pas. |
| 8 | H | Résidence | Dans la ville. | D’autres. |
| 9 | (I) | Vous avez une voiture ? | Oui. | Ne pas. |
| 10 | J | Villa. | Propre. | Location. |
| 11 | K | À quelle fréquence utilisez-vous le supermarché ? | + 01 heure par mois. | Jusqu'à 01 heure par mois. |
| 12 | L | Combien de personnes y a-t-il dans votre famille ? | + 05 personnes. | Jusqu'à 05 personnes. |
| 13 | M | Préférez le supermarché fréquent. | Jours de la semaine. | Fins de semaine. |
| 14 | N | « Ghost ». | ||
| 15 | Le | « Ghost ». | ||
| 16 | P | « Ghost ». | ||
| 17 | Q | « Ghost ». | ||
| 18 | R | « Ghost ». | ||
| 19 | S | « Ghost ». | ||
Source : auteurs.
4.1 Profil des répondants
Vingt des profils spécifiques ont été définies pour les clients des supermarchés qui répondait à la structure de la proposition de tableau (tableau 04), qui a servi d’informateurs dans l’application du questionnaire, pour l’achèvement des expériences et obtenir des réponses ou variables dépendantes.
Par conséquent, 20 associés des expériences en combinant deux niveaux différents de certains facteurs : haute (+) vers le bas (-) et ainsi défini le profil de chaque informateur, qui servit plus tard comme une source de collecte de données sur application d’un questionnaire fermé et dirigée.
Certains informateurs ont été interrogés sur la satisfaction perçue sur les services fournis par les détaillants supermarchés de moyenne et petite taille, situé dans une ville du Vale Paraíba. A cherché à préserver la confidentialité relative à l’identité des sociétés impliquées dans le déroulement du procès.
Table 04-profil des répondants.
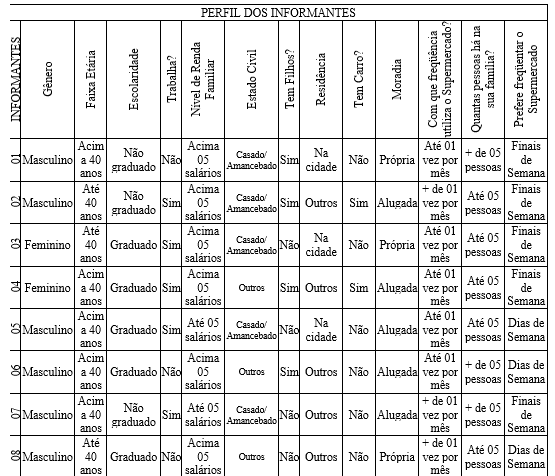
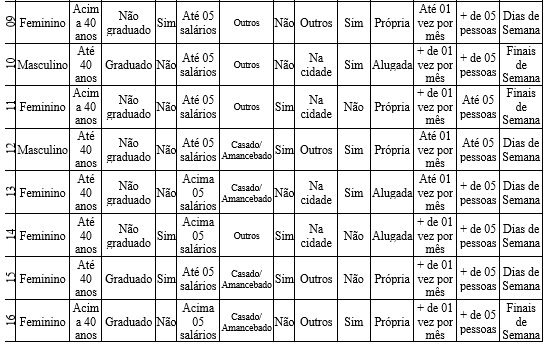
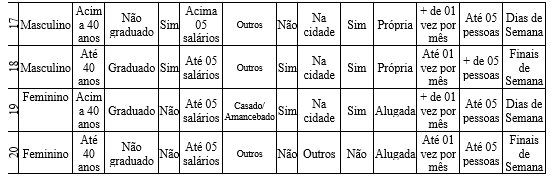
Source : auteurs.
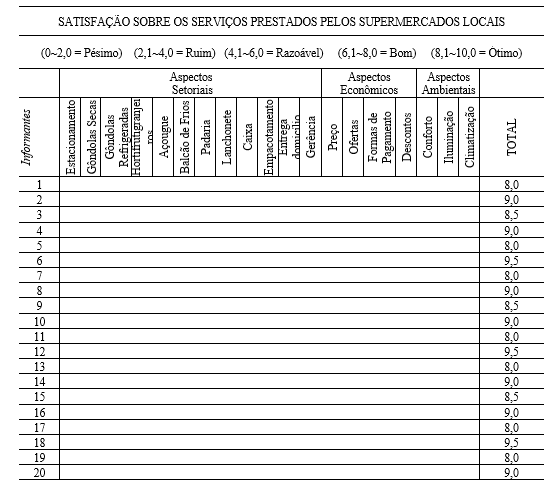
La mesure de la satisfaction a répondu à une échelle de zéro à dix, assignés à des aspects spécifiques des supermarchés, comme résultat la moyenne arithmétique de la somme de toutes les valeurs. 05 table montre les aspects pris en compte dans le questionnaire et les résultats.
5. Analyse de l’espace
site de l’étude 5.1 :
La commune, objet de cette étude est située dans la vallée de Paraíba, dans le sud-est du Brésil. Il a une population estimée à 87 980 habitants, répartis dans une superficie égale à 414,160 milles carrés, selon les données publiées dans l’IBGE-Institut brésilien de géographie et statistiques (2017).
06 – tableau basé sur les informations des derniers sens IBGE.
| Commune de | Population estimée à 2017 | Indice de développement humain municipal (IDHM) 2010 | PIB par habitant-2015 R$ |
| Municipalité a étudié | 87 980 | 0,766 | 24,456.18 |
| Guaratinguetá | 120 417 | 0,798 | 40,014.21 |
| Taubaté | 307 953 | 0,800 | 48,634.09 |
| São José dos Campos | 703 219 | 0,807 | 52,858.35 |
| São Paulo | 12,106,920 | 0,805 | 54,357.81 |
Source : adapté de l’IBGE-Institut brésilien de géographie et statistiques (2017).
Afin d’identifier les plus pertinents à la réalisation de cette recherche, a soulevé certains renseignements démographiques et l’indice de développement humain de quelques municipalités de Vale do Paraíba Paulista et la capitale de l’état de São Paulo, comme base comparative.
Les chercheurs ont déclenché également information relie aux produits nationaux de ces municipalités, comme Table 06.
07 – tableau basé sur les informations des derniers sens IBGE.
| Commune de | PIB au cours de bourse-2015 (x 1,000) R$ | Valeur ajoutée dans l’industrie – 2015 (x 1.000) R$ brute | Pourcentage de la valeur ajoutée dans l’industrie du PIB (%) | Valeur ajoutée de service-2015 (x 1,000) R$ | Pourcentage de la valeur ajoutée en service sur le PIB (%) |
| Municipalité a étudié | 2,132,041.11 | 601,447.30 | 28.20 | 1,019,373.13 | 47,81 |
| Guaratinguetá | 4,764,611.60 | 1,527,977.49 | 32.06 | 2,046,006.68 | 42,94 |
| Taubaté | 14,703,591.83 | 4,965,631.35 | 33.77 | 5,688,837.47 | 38.69 |
| São José dos Campos | 36,398,100.25 | 13,517,172.25 | 37.13 | 15,273,198.61 | 41.96 |
| São Paulo | 650,544,788.73 | 63,665,137.84 | 9.78 | 431,465,442.20 | 66,32 |
Source : adapté de l’IBGE-Institut brésilien de géographie et statistiques (2017).
Vous pouvez dire, en analysant les 06 et 07 tableaux que la municipalité a étudié, même avec la plus faible PIB par habitant, c'est-à-dire 24 456.18 R$ a encore de la composition en pourcentage de la valeur ajoutée en service sur le PIB, 47,81 % et seulement dans ce deuxième meilleur point, en dessous de la performance de la capitale de la ville de São Paulo.
Censé pour être pertinent d’étudier le segment services dans cette ville, parce que, entre les sens de 2004 et 2015, on a constaté qu'une augmentation de la valeur ajoutée au service de la municipalité de 405.79 % se présente donc dans ces circonscriptions, un grand potentiel pour générer des richesses et l’impact sur l’économie locale et de la société.
Lean Six Sigma a aidé des entreprises de fournisseur de services pour minimiser les coûts, George (2004). Par conséquent, la maximisation des profits et ce phénomène, qui a une base conceptuelle dans vos finances et comptabilité équation, L (profit) = P (prix)-C (coût), peuvent augmenter la compétitivité des entreprises, attirer de nouveaux investissements et causer le chauffage économique.
limites de méthode 5,2
Plusieurs limitations ont été rencontrées lors de l’étudiant un outil appliqué au projet Lean Six Sigma dans les entreprises qui n’utilisent pas cette méthode :
- La méthode de Plackett-Burman a été utilisée pour être un modèle adapté aux économiquement détecter les principaux effets, cependant les besoins de chaque entreprise aussi doivent être analysés séparément pour choisir la meilleure méthode de conception d’expériences d’être appliqué dans chaque cas.
- Le sondage a été réalisé avec les clients des supermarchés, en dehors des espaces physiques et les entreprises sans chercher à obtenir l’identité de la société préférée par les informateurs. Ainsi, il a été étudié le segment dans la région et pas les compagnies elles-mêmes.
Bien qu’il n’ait pu être aucune limitation quant à la recherche d’une analyse complète sur la méthode Lean Six Sigma, on croit que les constatations soulevées au moyen d’une méthode expérimentale efficace, qui réduit au minimum les impacts des projets de développement et de l’abrégé maximise la réalisation de la théorie, étaient suffisants pour répondre aux propositions et aux hypothèses de cette recherche. Par conséquent, on croit qu’en examinant de socio-économique consommation informations et conclusions habitudes des clients grâce à des modèles statistiques peuvent d’ajouter des recherche et la fiabilité, compte tenu de la base de la recherche quantitative et qualitative.
6. Résultats
Par les méthodes et les matériaux utilisés, on peut effectuer les calculs requis pour calculer les effets, les tests de signification et les éventuelles conclusions et les adaptations du processus étudié. 08 table montre leurs réponses d’expériences réalisées.
On a calculé les effets des facteurs, la variance globale et l’erreur expérimentale, obtenus des fantômes, comme des colonnes de Table 09.
Les effets ont été calculés par la différence entre les moyennes des réponses relatives aux hautes et basses des facteurs. Ce calcul est répété pour chaque combinaison de niveaux, représentés par les colonnes de la table 19 08.
Tableau 09 – Table de calcul des effets des facteurs, écart global et des erreurs expérimentales.
| Effet = R (+)-R (-) | (EFANTASMAS) 2 | Variance globale | Erreurs expérimentales | ||
| S2P = 8 (EFANTASMAS) 2 dans des fantômes | SP = √ S2p | ||||
| Et | 0.20 | 0,035 | 0.1871 | ||
| EB | -0.50 | ||||
| EC | 0.30 | ||||
| ED | -0,10 | ||||
| EE | 0,10 | ||||
| EF | -0,40 | ||||
| PAR EXEMPLE | 0.30 | ||||
| HEIN | -0.50 | ||||
| HÉ | 0.20 | ||||
| EJ | 0.00 | ||||
| EK | 0.20 | ||||
| EL | 0,10 | ||||
| Dans | -0,10 | ||||
| FR | 0,10 | Fantôme | 0,01 | ||
| Et le | -0,10 | Fantôme | 0,01 | ||
| EP | 0.30 | Fantôme | 0,09 | ||
| EQ | -0,30 | Fantôme | 0,09 | ||
| ER | 0.00 | Fantôme | 0.00 | ||
| ES | -0,10 | Fantôme | 0,01 | ||
| Projecteur (EFANTASMAS) 2 | 0,21 | ||||
Source : auteurs.
La somme du fantôme effets élevé à la puissance deuxième et divisé par le montant de ces colonnes vides, la variance est extraite.
L’erreur expérimentale est calculée par racine quadratique de la variance.
La possession de ces valeurs a permis de calculer les valeurs de « t » et les comparer à la valeur du « t critique », obtenu à travers les valeurs critiques de table « t » et, donc, de définir l’importance des facteurs étudiés, comme indiqué dans le tableau 11. La modèle 10 table délimite le test de signification.
Tableau 10 – délimitation de l’essai de signification.
| Tcalc (≥) = tcrítico significative | |
| tcrítico = tcalc (<) n’est pas significatif | |
Source : auteurs.
Tableau 11 – test Table d’importance des effets étudié.
| t calculé | t critique | Résultats des tests de signification | |||
| | Effet | SP |
Valeurs critiques de t | ||||
| Tcalc le | 1.07 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc B | 2,67 | > | 2.447 | IMPORTANT | |
| Tcalc C | 1.60 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc D | 0,53 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc et | 0,53 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc F | 2.14 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc G | 1.60 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc H | 2,67 | > | 2.447 | IMPORTANT | |
| Tcalc j’ai | 1.07 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc J | 0.00 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc K | 1.07 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc L | 0,53 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc M | 0,53 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc N | 0,53 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc le | 0,53 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc P | 1.60 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc Q | 1.60 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc R | 0.00 | < | 2.447 | NON SIGNIFICATIF | |
| Tcalc S | 0,53 | < | 2.447 | NON SIGNIFICATIF | |
Source : auteurs.
Les expériences ont révélé l’importance des effets sur le processus étudié, comme illustré dans le tableau 12. Les lignes en pointillés dans le tableau montrent des effets significatifs.
Tableau 12 – Illustration du processus étudié comme la signification a révélé dans la recherche
| Le |
(B) |
(C) | (D) | Et | (F) | G |
H |
(I) | J | K | L | M | N | Le | P | Q | R | S | T |
| 0 | – | 0 | 0 | 0 | 0 | 0 | – | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Jusqu'à 40 ans | Autres |
Source : auteurs.
7. Discussion
Censés dans cette recherche, surtout, soulever les réponses que l’objectif proposé, c'est-à-dire, d’identifier les possibilités d’amélioration des détaillants entreprise supermarché dans une ville située dans la vallée de Paraíba, sur la base de la relation Parmi les informations recueillies dans l’enquête et les concepts étudiés.
Des effets significatifs ont été identifiés et la possibilité d’une amélioration directe des processus plus à valeur ajoutée, en évitant les déchets avec non significatifs, les variables de processus peuvent être reliées directement à un meilleur contrôle sur variabilités, amélioration de la qualité des services, augmentent la vitesse de processus et de réduire les coûts. Ces relations seront discutées ci-dessous.
7.1 Contrôle de variabilités
Six Sigma concepts établissent une « boucle fermée » afin de contrôler la variabilité et sont utilisés pour traiter les informations données et client, Pande (2001).
Dans cette recherche, profils de client ont été utilisés pour représenter les données nécessaires au calcul des effets sur le processus, c'est-à-dire la perception de la qualité des services fournis. Les données recueillies par l’application du questionnaire représentant les informations du client, donc de valeur dans un projet Lean Six Sigma.
Il a été réalisé dans la recherche que l’application du DOE permet un contrôle direct des variables indépendantes au moyen de tests de signification et peut contribuer à la réduction des déchets existants. Comme les concepts étudiés, le niveau de six sigma indique 99.9997 % rendement dans les processus d’affaires, soit 3,4 (trois virgule quatre) défauts par million d’opportunités.
Connaître le processus de niveau « sigma » étudié exige l’utilisation d’autres outils. À l’avenir, explorer des outils statistiques pour mesurer la phase d’un Lean Six Sigma projet peut être utile pour essayer d’expérimenter les concepts étudiés, jusqu'à ce qu’ils terminent le cycle DMEDI peu de ressources.
7.2 Amélioration de la qualité des services
La qualité des services un différentiel concurrentiel, il est important que les détaillants de petites et moyennes entreprises arrêter les moyens économiques de l’amélioration continue et peuvent rester sur le marché. Cependant, la qualité obtenue par les services doit être perçue par les clients à valeur ajoutée à l’entreprise. Selon George (2004), les entreprises qui ont obtient les meilleurs résultats dans les recettes et les bénéfices économiques dans le marché boursier ont été ceux qui ont gardé un rapport élevé entre la valeur marchande et la valeur comptable. Dans cette étude, le DOE a aidé à l’identification des profils de clients qui perçoivent la qualité des supermarchés locaux.
7.3 Augmenter la vitesse de processus et de réduire les coûts
Peuvent être identifiés dans la littérature que les plans d’expériences sont un outil initialement appliqué à la méthode Six Sigma, qui est liée à des défauts de qualité et de l’élimination des déchets, Pande (2001) ; George (2004). La méthode appliquée dans cette recherche s’est avérée efficace pour identifier les effets avec une plus grande importance dans les processus et peut être utilisée avant l’application d’outils Lean, ce qui peut représenter une plus grande vitesse de projets ou des processus, depuis la DOE soutient la décision sur l’orientation des efforts. Selon George (2004), le maigre vise à accélérer la vitesse de n’importe quel processus. Ciblage d’effets significatifs au processus, par conséquent, rationalise le processus d’amélioration continue, réduire le gaspillage et réduire les coûts.
Par conséquent, dans l’intégration de concepts Lean et Six Sigma, une démarche peut valoriser une autre méthodologie.
La méthode économique appliquée dans cette recherche a permis une recherche avec des coûts réduits au minimum et la vitesse, car la quantité d’expériences peut être réduite.
8. Conclusion
Alors que les auteurs ont étudié jugent financièrement forte mise en œuvre d’un projet Lean Six Sigma, cette étude a permis de faire l’expérience de l’application de l’un des outils plus puissants de Lean Six Sigma-DOE, et à faible coût et, par conséquent, accessible détaillants supermarchés financièrement les petites et moyennes entreprises.
Le segment des détaillants supermarchés au Brésil, notamment dans la capitale et dans les grandes villes, est dominé par les grandes entreprises oligopolizadas. Cependant, certaines villes intérieures n’ont pas encore subi l’impact de cette économie néolibéral. Les mécanismes étudiés dans ces travaux ont révélé un outil qui peut aider les petites et moyennes entreprises des supermarchés de préparer et d’être plus compétitifs.
Dans cette recherche, la phase avec le coût et les dépenses plus élevé a été l’identification des profils de clients qui ont participé à la structure de l’expérience. Cependant, les coûts d’application du DOE dans ces supermarchés peuvent être minimisées, puisque toutes les sociétés impliquées dans la recherche ont informatisé systèmes, capables d’identifier rapidement et la fiabilité des informations nécessaires à cette type de recherche. Ces logiciels fournissent des informations sur les profils socio-économiques et les habitudes de consommation des clients, qui simplifie le processus d’identification des informateurs, comme la nécessité de structures expérimentales, qui était dans ce cas un tableau factoriels saturés fractionnaire.
8.1 Le processus de réglage
En termes de compétitivité, l’intention est d’accroître les résultats sur la perception (avis) de clients sur les services fournis par les supermarchés a étudié les détaillants de la ville. On en conclut que le processus doit être réglé comme indiqué dans le tableau 13.
Tableau 13 – proposition pour l’ajustement du processus.
| Le |
(B) |
(C) | (D) | Et | (F) | G |
H |
(I) | J | K | L | M | N | Le | P | Q | R | S | T |
| 0 | – | 0 | 0 | 0 | 0 | 0 | – | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Plus de 40 ans | Dans la ville |
Source : auteurs
Les résultats obtenus indiquent que les clients ayant une importance pour améliorer le processus de la perception de la qualité des services fournis par les supermarchés sont personnes de plus de 40 ans et les résidents dans la ville.
8.2 Possibilités d’amélioration
Non seulement ont soulevé l’importance des facteurs en train d’évaluer la satisfaction concernant les services fournis par les supermarchés, mais aussi des détaillants a cherché à identifier les possibilités d’amélioration dans l’entreprise.
Stratégies pour l’amélioration des processus et des entreprises peuvent dépendre de beaucoup de variables. Toutefois, dans le cas de ce travail, on a remarqué que les détaillants supermarchés étudiée pourrait être concentre ses efforts sur la commercialisation ou à investir dans des améliorations dans les secteurs internes, en se concentrant sur les visiteurs de plus de 40 ans, résidents de la ville.
Les effets non significative a également conduit au chercheur de s’interroger sur la possibilité de ces effets ont portée sur d’autres processus, ce qui peuvent aider à identifier des attractions qui apportent des clients avec ces profils d’assister à ces supermarchés.
Enfin, a exploré l’application d’outils statistiques et une partie des processus Lean Six Sigma pour fournir des services dans la Vale do Paraíba région.
On croit que cette recherche peut servir à l’avenir la base pour d’autres expériences, parce que même si les limites ont été formidable, le chercheur a demandé l’application pratique des concepts, qui, jusque-là, étaient peu exploitées, notamment dans le domaine administrative.
8.3 des suggestions concernant les travaux futurs
À travers les problèmes identifiés et les limites de la méthode appliquée, vous pouvez augmenter les possibilités d’assurer la continuité des travaux de recherche, à savoir :
- L’expérience de l’application du Lean ou des six outils Sigma dans d’autres processus et à faible coût, en se concentrant sur les petites et moyennes entreprises.
- Se rendre au travail en partenariat avec les médiums et les petits supermarchés, afin de valoriser les travaux futurs, notamment afin de Rechercher l’environnement interne des entreprises et, par conséquent, avec une plus grande richesse d’informations et d’en faire un alignement entre les besoins stratégiques des organisations et des objectifs de la recherche.
Pourtant, on peut souligner que les résultats obtenus dans cette recherche révèlent également des problèmes susceptibles à d’autres œuvres, telles que :
- Étudier isolément les secteurs ou les départements internes de moyennes et petites épiceries.
- Ou, quels sont les facteurs qui peuvent attirer les clients avec des profils qui n’étaient « pas significatifs » dans le processus étudié dans cette recherche. Les concepts traitant de la DMEDI avec le modèle amélioré et mieux adaptés aux situations exploratoires et le DOE s’applique dans l’une de ces phases. Avec elle, la possibilité de futures recherches d’explorer à faible coût autres phases du projet dans ce secteur économique et de la place.
Références
ANJARD, RONALDO, P. gestion et planification des outils. Formation de qualité, v. 3. N. 2. 1995. Pp. 34-37.
BARROS NETO, BENÍCIO MAGALI S. SCARMÍNIO ; BRUNS ET ROY. Planification et optimisation d’expériences. UNICAMP, 2003. p 299.
BONDUELLE S.A., GHISLAINE, m. application de plans d’expériences pour contrôler la fabrication de fibres de bois. UFPR. 2000.
DEMING, W. Edwards. Sortir de la crise. Boston, Ma : Mit Press, 1986.
MANUEL DE STATISTIQUES DE GÉNIE. Disponible à : <http: www.itl.nist.gov/div898/handbook/pri/section3/pri335.htm="">.</http:> Accès au : 07 jan. 2007.
GEORGE, M.L. Lean Six Sigma : combinant six sigma avec vitesse maigre. McGraw Hill, 2002, 323 p.
_ _ _ _ _ _ _ _, M.L. ; KASTLE, B. ; ROWLANDS, T. D. ; Ce qui est un Lean Six Sigma ? McGraw Hill, 2003, 96 p.
_ _ _ _ _ _ _ _, M.L. Lean Six sigma pour les services : comment utiliser vitesse Lean et Six Sigma qualité afin d’améliorer les services et les transactions. McGraw Hill, 2003, 436 p.
IBGE-INSTITUT BRÉSILIEN DE GÉOGRAPHIE ET DE STATISTIQUES. Disponible à : <https: cidades.ibge.gov.br/brasil/sp/lorena/panorama="">.</https:> Accès au : 01 10. 2017.
JURAN, J. M. La qualité du projet : nouvelles mesures pour la planification de qualité en biens et services. São Paulo : Pionnier, 1992.
JURAN, m. j. planification de la qualité. São Paulo : Pionnier, 1990.
OHNO, Taiichi. Le système de production Toyota, en plus de la production à grande échelle. Porte Alegre : Bookman, 1997.
PANDE, P. S. ; NEUMAN, R. P. ; CAVANAGH, r. r. Six Sigma stratégie : comme GE, Motorola et autres grandes entreprises sont votre performance d’affûtage. Rio de Janeiro : Thorsons, 2001.
RAMPAZZO, l. méthodologie scientifique aux étudiants de premier cycle et de cycles. 2 ed. São Paulo : Loyola, 2004, 141 p.
SHINGO, Shigeo. Le système de Production Toyota. Porto Alegre : medical arts, 1996.
[1] Faculté de technologie de Pindamonhangaba ; Centre de recherche économique et de la sociologie des organisations, Lisbonne, Portugal
[2] Faculté de technologie de Pindamonhangaba