FONTÃO, Henio [1], LOPES, Eloisa de Moura [2]
FONTÃO, Henio; LOPES, Eloisa de Moura. Planejamento Saturado de Plackett-Burman para Análise de Oportunidades e Melhorias em Supermercados Varejistas. Revista Científica Multidisciplinar Núcleo do Conhecimento. Ano 03, Ed. 05, Vol. 02, pp. 111-126, Maio de 2018. ISSN:2448-0959
Resumo
Objetivou-se neste estudo identificar oportunidades para melhoria dos negócios em supermercados varejistas de um município situado no Vale do Paraíba Paulista – Brasil. O Lean Seis Sigma propõe melhorar qualidade e velocidade dos processos, com auxílio de ferramentas estatísticas avançadas, tais como o Planejamento de Experimentos. Aplicou-se o método da pesquisa exploratória, por meio de uma matriz fatorial fracionada de Plackett-Burman, a qual serviu para direcionar a aplicação de uma pesquisa economicamente enxuta. Foram realizados testes de significância sobre fatores específicos para um processo estudado. Conclui-se que os fatores mais importantes para um processo de opinião de clientes quanto à qualidade de serviços prestados por varejistas locais e regionais são: faixa etária e local de residência. Finalmente, foram analisadas possíveis relações entre as informações registradas e algumas melhorias prometidas pelo Lean Seis Sigma.
Palavras-chave: Lean Seis Sigma, Design of Experiments, Plackett-Burman, Supermercados Varejistas.
1. Introdução
Observa-se que grande parte das publicações sobre os conceitos de Lean Manufacturing/ Enterprise e Six Sigma descrevem aplicações práticas desses conceitos e metodologias em empresas de transformação de produtos. Todavia, estes conceitos podem ser aplicados tanto em empresas prestadoras de serviços, como nos serviços existentes em empresas de produção seriada. George (2004) afirma ser comum em empresas de fabricação, o fato de cerca de 80% dos preços dos seus respectivos produtos serem formados por custos indiretos. Nesse sentido, as técnicas do Lean Seis Sigma podem resultar em melhorias e minimização de custos e dar as empresas importante vantagem competitiva.
Em um contexto de internacionalização de produção e alta competitividade, no qual os preços dos produtos e serviços são estabelecidos pelo mercado e os oligopólios podem estabelecer barreiras de mercado para entrada e/ou continuidade das pequenas e médias empresas, faz-se necessário que os pequenos e médios supermercados varejistas locais e regionais estejam envolvidos em processos de melhoria contínua (inovação incremental). Nestes tempos, talvez possa ser uma das maneiras de inovar, mitigar custos, manter a competitividade e a permanência em mercados, cada vez mais globalizados.
O conceito de Lean Seis Sigma surgiu com o objetivo de melhorar a velocidade e a qualidade nos negócios empresariais. O método propõe analisar e prever as variabilidades, melhorar a qualidade dos produtos e serviços, aumentar velocidade dos processos, minimizar custos e direcionar as organizações para o sucesso empresarial.
Considerando que a literatura, embora em menor número de publicações, também forneça casos de aplicações desses conceitos em várias empresas prestadoras de serviços, acredita-se, no sentido do desenvolvimento empresarial, ser relevante uma pesquisa que explore o assunto no ramo dos supermercados varejistas da região do Vale do Paraíba Paulista e possa servir como referência para posteriores estudos sobre o tema.
Esta pesquisa tem o intuito de investigar os efeitos e a significância de alguns fatores específicos para um processo de percepção de clientes sobre a qualidade dos serviços prestados por médios e pequenos supermercados varejistas, além de analisar possíveis relações entre essas informações e as propostas de melhorias prometidas pelo método Lean Seis Sigma. Para isso, foram aplicadas técnicas de Planejamento de Experimentos, que é uma das ferramentas avançadas utilizadas pelo método Lean Seis Sigma.
Foram investigados livros, artigos científicos e web site especializados, a fim de se estruturar a histórica do tema e os métodos científicos aplicados na pesquisa. Porém, como alicerce bibliográfico, utilizou-se entre outros artigos, o livro “Lean Seis Sima para serviços: como utilizar velocidade Lean e Qualidade Seis Sigma para melhorar serviços e transações”, de autoria de Michael L. George.
2. Objetivos
Este estudo tem o objetivo de identificar oportunidades para melhoria dos negócios em supermercados varejistas do município de Lorena, situado no Vale do Paraíba Paulista.
Para auxiliar o direcionamento e delineamento deste estudo, os objetivos específicos foram:
- Identificar os perfis de clientes comuns com a estrutura de uma matriz de Plackett-Burman N=20 e investigar como estes percebem (opinião dos clientes) a qualidade dos serviços prestados pelos pequenos e médios supermercados varejistas de um município do Vale do Paraíba Paulista.
- Levantar a significância dos fatores estudados e propor o melhor ajuste para o processo delimitado na pesquisa.
- Verificar se as informações levantadas podem auxiliar na sustentação de algumas melhorias propostas com a implantação do método Lean Seis Sigma, que neste estudo foram: controle sobre as variabilidades, melhora na qualidade dos serviços, aumento na velocidade dos processos e minimização de custos. Para isso, buscou-se identificar possíveis oportunidades de melhorias, com base na relação entre as informações levantadas na pesquisa e os conceitos estudados.
3. Fundamentação Teórica
3.1 Lean Manufacturing / Enterprise
Na Europa, entre os séculos XVI e XVIII, a produção artesanal já não atendia totalmente a demanda comercial. Com o objetivo de aumentar a produção e os lucros, os comerciantes contratavam artesãos para que trabalhassem reunidos em um mesmo local. Isso implicou na separação entre o capital e o trabalho e começavam a surgir as primeiras produções industriais capitalistas.
A produção artesanal utilizava-se de profissionais altamente qualificados e ferramentas flexíveis para produzir itens personalizados conforme a necessidade dos clientes, porém a altos custos. Enquanto a produção em massa, que surge por volta de 1760, usava de uma intensa divisão do trabalho, com vários profissionais com habilidades específicas para uma produção em larga escala de produtos padronizados e únicos e a custos reduzidos.
Durante quase dois séculos, vários modelos produtivos são aplicados nas organizações. Entretanto, por volta de 1949, começa a ser definido um modelo que mais tarde, nos anos 70 e em plena “Crise do Petróleo” e da economia mundial, consegue manter a Toyota Motor Company com lucros maiores que os de seus concorrentes – o Sistema Toyota de Produção, (OHNO,1997).
Contudo, no sentido de tentar evitar os altos custos da produção artesanal e a rigidez da produção em larga escala, surge no final dos anos 80 um termo genérico para o Sistema Toyota de Produção – Lean Manufacturing. Se intuito era definir um sistema de manufatura flexível, ágil, inovadora e eficiente, o qual utiliza-se de máquinas automatizadas e em menor número para produzir altos volumes de produtos em grandes variedades. Seu foco é a redução de estoques, a formação de empregados qualificados e versáteis, o trabalho em equipes, a prevenção de ocorrências de falhas e perdas e o relacionamento de cooperação no longo prazo com fornecedores, (SHINGO, 1996).
Com a finalidade de aplicação dos conceitos e ferramentas em todos os níveis da organização e a necessidade de estender o sistema para toda a corporação, surge o termo Lean Enterprise.
3.2 Gestão da Qualidade
Embora somente com a norma ISO em 2000 a qualidade tenha oficialmente evoluído de sistema para gestão, já era possível perceber em publicações clássicas de autores como Deming e Juran a preocupação com o gerenciamento da qualidade por toda a empresa.
Para se manter competitivas, todas as partes das empresas devem adotar uma abordagem sistemática para estabelecer e atingir metas de qualidade, (JURAN, 1990).
Deming, nos anos 1950, (apud Anjard, 1995) desenvolveu o PDCA (Planejar-Executar-Conferir (estudar) – Agir). Num sentido evolutivo e adaptativo às necessidades de mercado, novas siglas nomeando os sistemas, ferramentas, modelos e processos de gestão da qualidade surgiram. Segundo George (2004), o DMAIC – (Definir-Medir-Analisar-Melhorar-Controlar) ou DMEDI – (Definir-Medir-Explorar-Desenvolver-Implementar), são componentes de um projeto Seis Sigma ou Lean Seis Sigma.
3.3 Seis Sigma
Seis Sigma – 6 σ – é um sistema para alcançar, sustentar e maximizar o sucesso empresarial e utiliza-se da compreensão das necessidades dos clientes, aplicação de métodos estatísticos e com foco nos processos e na gestão do negócio. Neste caso, o sucesso empresarial pode ser traduzido pelos benefícios do sistema Six Sigma, como: redução de custos, melhoria de produtividade, crescimento da fatia de mercado, retenção de clientes, redução de defeitos, mudança cultural, desenvolvimento de novos produtos e serviços, conforme (PANDE, 2001).
O Seis Sigma estabelece um “loop fechado” com objetivo de controlar as variações do negócio e manter a organização no caminho do sucesso, por meio do gerenciamento do processo, da melhoria do processo e do projeto/reprojeto do processo. Para isso alinha o sistema por um modelo algébrico, no qual Y (representado pelas medidas de desempenho nos negócios, como: objetivo estratégico, lucros, satisfação de clientes) é uma função de X (representado por variáveis independentes, como: qualidade de entrada de processos ou variações em tecnologia, tempo de ciclo, pessoal), ou seja: Y = f(X), (PANDE, 2001).
Tabela 1 – Tabela simplificada de conversão em sigma.
Tabela Simplificada de Conversão em Sigma |
||
| Rendimento % | DPMO | Sigma |
| 30,9 | 690.000 | 1,0 |
| 69,2 | 308.000 | 2,0 |
| 93,3 | 66.800 | 3,0 |
| 99,4 | 6.210 | 4,0 |
| 99,98 | 320 | 5,0 |
| 99,9997 | 3,4 | 6,0 |
Fonte: Adaptado de Pande (2001).
A Tabela 1 traz uma apresentação simplificada de conversão em sigma, que mostra os valores relativos de defeitos por milhão de oportunidades e as taxas relativas de rendimento nos processos, conforme os níveis sigma.
A letra minúscula sigma do alfabeto grego – σ – representa o desvio-padrão, que por sua vez representa a variação, a inconsistência do processo. O nível seis do indica 99,9997 % de rendimento no processo do negócio, ou seja, 3,4 defeitos por milhão de oportunidades (DPMO). É por meio do auxílio de ferramentas estatísticas que o sistema Six Sigma propõe gerenciar a variabilidade e torna-se relevante, porque pode ajudar a responder automaticamente aos sinais advindos dos processos, dos fornecedores, dos funcionários e dos clientes e, com isso, alcançar novos níveis de força e desempenho, ainda (PANDE, 2001).
3.4 Lean Seis Sigma
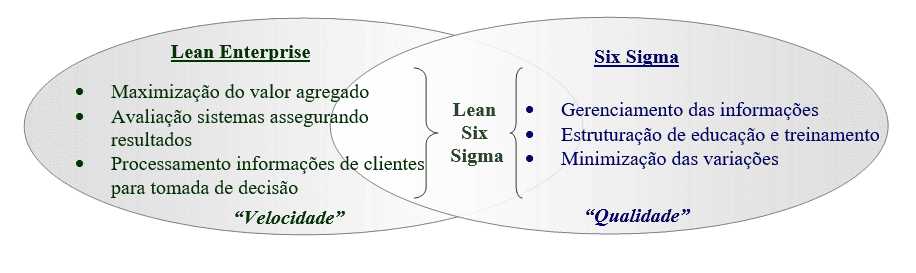
O Lean Seis Sigma é uma metodologia de melhoria contínua do negócio que maximiza o valor do acionista e busca com velocidade e qualidade a melhor taxa de satisfação dos clientes e no capital investido. É método amplo que utiliza a previsão da variabilidade, eliminação de desperdícios e planejamento estratégico sobre as oportunidades. Pode combinar várias ferramentas, conforme a necessidade e o nível empresarial em que se encontrar a organização, e tem como “chave” de diferenciação o apoio especializado por cada projeto necessário, conforme (GEORGE, 2002, 2003).
O Lean e o Seis Sigma se interagem e reforçam um ao outro. Ganhos são muito mais rápidos se o Lean e o Six Sigma forem executados juntos do negócio, George (2003). Percebe-se o conceito Lean Seis Sigma não somente como uma ferramenta de redução de desperdícios e custos, mas como um método de maximização de investimentos de capitais de longo prazo, com aplicações qualitativas e velozes em cada projeto empresarial.
Segundo os autores pesquisados, os conceitos de Design of Experiments (DOE) são amplamente aplicados nas organizações por meio de ferramentas estatísticas difundidas em metodologias como o Seis Sigma e Lean Seis Sigma.
3.5 Planejamentos de Experimentos – DOE (Design of Experiments)
Em um cenário altamente competitivo, as empresas que têm condições efetivas de escolher o melhor método de melhoria contínua podem ter um diferencial sobre seus concorrentes. As ferramentas de controle estatístico podem auxiliar na análise das diversas variáveis para a melhor tomada de decisão gerencial e, conseqüentemente, no direcionamento de esforços para os processos com maior chance de sucesso. O Planejamento Experimental (DOE) surge como uma forma inteligente de verificação de processos produtivos ou de prestação de serviços, ou ainda de projetos mais amplos e complexos.
O DOE é uma ferramenta para otimização de experimentos e refinamento, utilizada nos projetos Lean Seis Sigma na fase de “Desenvolver” em DMEDI, ou “Melhorar” em DMAIC. O Planejamento de experimentos é uma metodologia em que fatores de entrada são variados para compreender seu impacto sobre variáveis de saída. Num ambiente de serviços pode ser receita, tempo de ciclo, satisfação de clientes, conforme descreve (GEORGE, 2004).
3.6 Planejamentos Saturados de Plackett e Burman
O modelo Plackett-Burman, além de ser adequado para situações exploratórias, também pode ser utilizado em pesquisas economicamente enxutas, pois permite com “n” experimentos investigar “n-1” fatores e utiliza-se de fatores “fantasmas”, que servem para fazer a estimativa do erro experimental, Barros Neto; Scarmínio; Bruns, (2003). Estes projetos são úteis para, economicamente, detectar efeitos principais, considerando que todas as interações são insignificantes quando comparadas com poucos efeitos principais importantes, (ENGINEERING STATISTICS HANDBOOK, 2007).
4. Métodos e Técnicas da Pesquisa
Nesta pesquisa, aplicou-se o estudo exploratório, o qual é recomendável quando há pouco conhecimento sobre o problema a ser estudado, Rampazzo (2001). Basicamente, o método experimental resume-se em submeter os objetivos de estudo ao influxo de certas variáveis, em condições controladas pelo pesquisador, para observar os resultados e para tomada de decisão, (BONDUELLE, 2000).
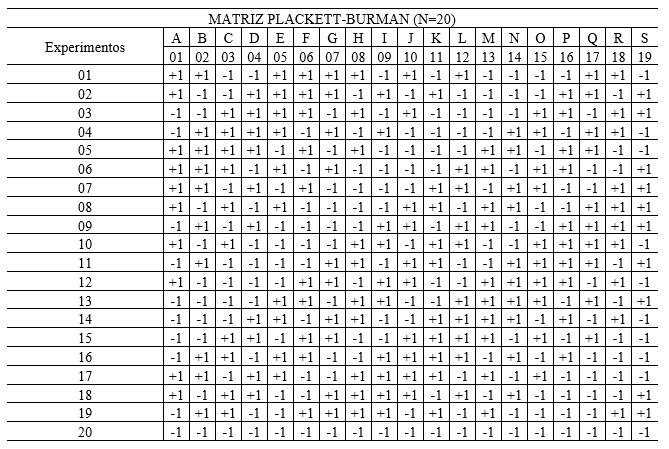
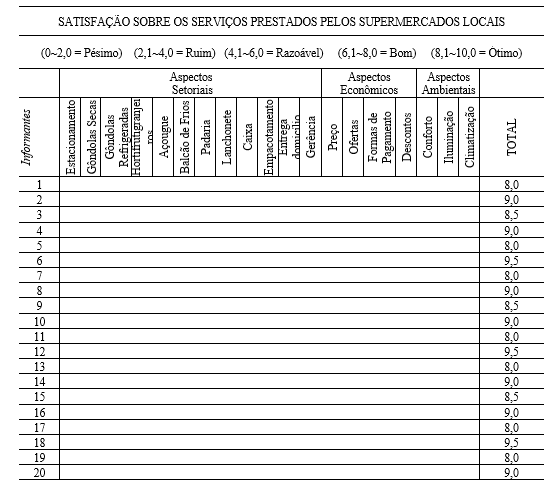
Para alinhar os fatores investigados e os objetivos à estrutura experimental e direcionar a aplicação de uma pesquisa exploratória e com baixos investimentos financeiros, técnicas de Planejamento de Experimentos – Design of Experiments (DOE) foram utilizadas – estruturadas por meio de uma matriz fatorial fracionada saturada Plackett-Burman N=20 (conforme Tabela 02), com um nível de significância de 5%. As análises estatísticas foram processadas por meio de uma planilha de cálculos Excel.
Por tratar-se de uma pesquisa exploratória aplicada num segmento local formado por empresas que no momento da realização do estudo não utilizavam o método Lean Seis Sigma, escolheu-se como fatores alguns perfis sócio-econômicos e hábitos de consumo de clientes dessas empresas. Segundo George (2004), num projeto Lean Seis Sigma os dados advindos de clientes devem ser embutidos no processo de melhoria e as informações devem ser incorporadas à tomada de decisão.
A percepção dos clientes sobre a qualidade dos serviços é mais complexa do que sobre produtos. Existe uma relação maior de exigência quanto ao processo de entrega desses, como envolvimento e sensibilidade do prestador de serviços, Quintella et, al. (2004). Entretanto, quando o cliente agrega valor a estes aspectos, as empresas parecem caminhar rumo ao sucesso empresarial. Dados da bolsa de valores revelam que empresas com relação mais elevada entre valor de mercado e valor contábil, mostravam grande crescimento de receita e do lucro econômico, (GEORGE, 2004).
No caso desta pesquisa, foram executados vinte experimentos, com dezenove variáveis, sendo treze fatores reais e seis colunas vazias ou fantasmas, atendendo à necessidade da matriz experimental, conforme Tabela 03.
Tabela 03 – Fatores investigados e seus respectivos níveis.
| Fatores | Nível | |||
| (+) | (-) | |||
| 1 | A | Gênero. | Masculino. | Feminino. |
| 2 | B | Faixa etária. | Acima 40 anos. | Até 40 anos. |
| 3 | C | Escolaridade. | Graduado. | Não graduado. |
| 4 | D | Trabalha? | Sim. | Não. |
| 5 | E | Nível de renda familiar. | Acima 05 salários. | Até 05 salários. |
| 6 | F | Estado civil. | Casado/ Amancebado. | Outros. |
| 7 | G | Tem filhos? | Sim. | Não. |
| 8 | H | Residência | Na cidade. | Outros. |
| 9 | I | Tem carro? | Sim. | Não. |
| 10 | J | Moradia. | Própria. | Alugada. |
| 11 | K | Com que freqüência utiliza o supermercado? | + de 01 vez por mês. | Até 01 vez por mês. |
| 12 | L | Quantas pessoas há na sua família? | + de 05 pessoas. | Até 05 pessoas. |
| 13 | M | Prefere freqüentar o supermercado. | Dias de semana. | Finais de Semana. |
| 14 | N | “Fantasma”. | ||
| 15 | O | “Fantasma”. | ||
| 16 | P | “Fantasma”. | ||
| 17 | Q | “Fantasma”. | ||
| 18 | R | “Fantasma”. | ||
| 19 | S | “Fantasma”. | ||
Fonte: Autores.
4.1 Perfil dos Informantes
Foram definidos vinte perfis específicos de clientes dos supermercados que atendessem à estrutura da matriz proposta (Tabela 04), os quais serviram como informantes na aplicação do questionário, para realização dos experimentos e obtenção das respostas ou variáveis dependentes.
Portanto, foram realizados vinte experimentos relacionados pela combinação de dois diferentes níveis dos fatores selecionados: alto (+) e baixo (-) e, assim definiu-se o perfil de cada informante, os quais posteriormente serviram como fonte de coleta de dados na aplicação de um questionário fechado e direcionado.
Os informantes selecionados foram questionados com relação à satisfação percebida sobre os serviços prestados por supermercados varejistas de médios e pequenos portes, localizados em uma cidade no Vale do Paraíba Paulista. Procurou-se manter o sigilo quanto à identidade das empresas envolvidas no processo experimental.
Tabela 04 – Perfil dos Informantes.
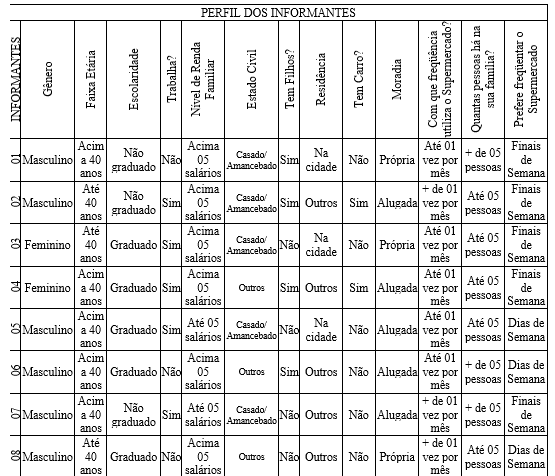
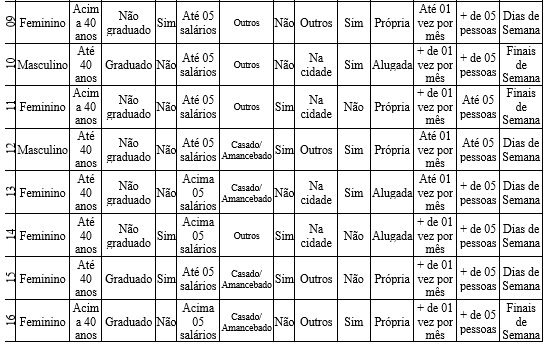
Fonte: autores.
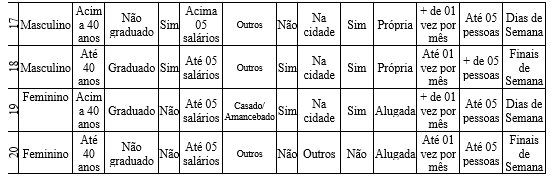
A mensuração da satisfação atendeu uma escala de zero até dez, atribuídas a aspectos específicos dos supermercados, sendo o resultado a média aritmética extraída do somatório de todos os valores. A Tabela 05 mostra os resultados e os aspectos considerados no questionário.
5. Espaço de Análise
5.1 Local de estudo: o município
O município, objeto deste estudo, está situado no Vale do Paraíba Paulista, no Sudeste do Brasil. Possui uma população estimada de 87.980 habitantes, distribuída numa área territorial correspondente a 414,160 Km2, segundo dados publicados no IBGE – Instituto Brasileiro de Geografia e Estatística (2017).
Tabela 06 – Tabela elaborada com informações dos últimos sensos do IBGE.
| Município | População Estimada – 2017 | Índice de Desenvolvimento Humano Municipal (IDHM) 2010 | PIB per capita – 2015 R$ |
| Município estudado | 87.980 | 0,766 | 24.456,18 |
| Guaratinguetá | 120.417 | 0,798 | 40.014,21 |
| Taubaté | 307.953 | 0,800 | 48.634,09 |
| São José dos Campos | 703.219 | 0,807 | 52.858,35 |
| São Paulo | 12.106.920 | 0,805 | 54.357,81 |
Fonte: Adaptada de IBGE – Instituto Brasileiro de Geografia e Estatística (2017).
No sentido de identificar relevâncias para a realização desta pesquisa, foram levantadas certas informações demográficas e de índice de desenvolvimento humano de alguns municípios do Vale do Paraíba Paulista e da capital do estado de São Paulo, como base comparativa.
Os pesquisadores levantaram também informações relacionadas aos produtos internos brutos desses municípios, conforme Tabela 06.
Tabela 07 – Tabela elaborada com informações dos últimos sensos do IBGE.
| Município | PIB a preço de mercado corrente – 2015 (x1.000) R$ | Valor Bruto adicionado na indústria – 2015 (x1.000) R$ | Percentual do valor adicionado na indústria sobre o PIB (%) | Valor adicionado no serviço – 2015 (x1.000) R$ | Percentual do valor adicionado no serviço sobre o PIB (%) |
| Município estudado | 2.132.041,11 | 601.447,30 | 28,20 | 1.019.373,13 | 47,81 |
| Guaratinguetá | 4.764.611,60 | 1.527.977,49 | 32,06 | 2.046.006,68 | 42,94 |
| Taubaté | 14.703.591,83 | 4.965.631,35 | 33,77 | 5.688.837,47 | 38,69 |
| São José dos Campos | 36.398.100,25 | 13.517.172,25 | 37,13 | 15.273.198,61 | 41,96 |
| São Paulo | 650.544.788,73 | 63.665.137,84 | 9,78 | 431.465.442,20 | 66,32 |
Fonte: Adaptada de IBGE – Instituto Brasileiro de Geografia e Estatística (2017).
Percebe-se, ao analisar as Tabelas 06 e 07 que o município estudado, mesmo com o menor PIB per capita, ou seja, R$24.456,18, ainda assim, possui a segunda melhor composição percentual do valor adicionado no serviço sobre o PIB, 47,81 % e, somente apresenta neste quesito, desempenho inferior ao da cidade de São Paulo – capital.
Acredita-se ser relevante estudar o segmento de serviços nesta cidade, pois, entre os sensos de 2004 e 2015, foi constatado um crescimento no valor adicionado no serviço do município de 405,79%, portanto, apresenta-se, a partir dessas circunscrições, um grande potencial de geração de riquezas e impacto sobre a economia e sociedade local.
O Lean Seis Sigma tem ajudado empresas prestadoras de serviço a minimizar custos, George (2004). Conseqüentemente, ocorre a maximização dos lucros e este fenômeno, que tem sua base conceitual na equação financeira e contábil, L(lucro) = P(preço) – C(custo), pode aumentar a competitividade empresarial, atrair novos investimentos e causar o aquecimento econômico.
5.2 Limitações do método
Várias limitações foram encontradas ao se estudar uma ferramenta aplicada no projeto Lean Seis Sigma em empresas que não utilizam este método:
- O método Plackett-Burman foi utilizado por ser um modelo indicado para economicamente detectar efeitos principais, porém a necessidade de cada empresa também deve ser analisada separadamente para selecionar o melhor método de Planejamento de Experimentos a ser aplicado em cada caso.
- A pesquisa foi realizada com clientes dos supermercados, fora dos espaços físicos das empresas e sem buscar levantar a identidade da empresa preferida pelos informantes. Desse modo, foi estudado o segmento na região e não as empresas em si.
Embora possa ter havido limitações quanto à pesquisa para uma análise ampla sobre o método Lean Seis Sigma, acredita-se que as conclusões levantadas por meio de um método experimental eficiente, que minimiza os impactos abstratos no desenvolvimento de projetos e maximiza a concretização da teoria, foram suficientes para atender às propostas e hipóteses desta pesquisa. Portanto, acredita-se que buscar conclusões ao examinar informações socioeconômicas e hábitos de consumo de clientes por meio de modelos estatísticos possa ter acrescentado confiabilidade à pesquisa e dado a base necessária para a pesquisa quantitativa e qualitativa.
6. Resultados
Por meio dos métodos e materiais utilizados, pode-se executar os cálculos necessários para o cálculo dos efeitos, os testes de significância e possíveis conclusões e ajustes para o processo estudado. A Tabela 08 demonstra as respectivas respostas dos experimentos realizados.
Foram calculados os efeitos dos fatores, a variância global e o erro experimental, obtido das colunas fantasmas, conforme Tabela 09.
Os efeitos foram calculados pela diferença entre as médias das respostas relativas aos fatores alto e baixo. Este cálculo é repetido em cada combinação de níveis, representadas pelas dezenove colunas da tabela 08.
Tabela 09 – Tabela para cálculo dos efeitos dos fatores, variância global e erro experimental.
| Efeito = R (+) – R (-) | (EFANTASMAS)2 | Variância Global | Erro Experimental | ||
| S2P = ∑(EFANTASMAS)2 no de Fantasmas | SP = √S2p | ||||
| EA | 0,20 | 0,035 | 0,1871 | ||
| EB | -0,50 | ||||
| EC | 0,30 | ||||
| ED | -0,10 | ||||
| EE | 0,10 | ||||
| EF | -0,40 | ||||
| EG | 0,30 | ||||
| EH | -0,50 | ||||
| EI | 0,20 | ||||
| EJ | 0,00 | ||||
| EK | 0,20 | ||||
| EL | 0,10 | ||||
| EM | -0,10 | ||||
| EN | 0,10 | Fantasma | 0,01 | ||
| EO | -0,10 | Fantasma | 0,01 | ||
| EP | 0,30 | Fantasma | 0,09 | ||
| EQ | -0,30 | Fantasma | 0,09 | ||
| ER | 0,00 | Fantasma | 0,00 | ||
| ES | -0,10 | Fantasma | 0,01 | ||
| ∑(EFANTASMAS)2 | 0,21 | ||||
Fonte: Autores.
Da somatória dos efeitos fantasma elevado à segunda potência e divididos pela quantidade destas colunas vazias, se extrai a variância global.
O erro experimental é calculado pela raiz quadrática da variância global.
A posse desses valores possibilitou calcular os valores de “t” e compará-los ao valor do “t crítico”, obtido por meio da tabela Critical Values of “t” e, conseqüentemente, definir a significância dos fatores estudados, conforme demonstra a Tabela 11. O modelo da Tabela 10 delimita o teste de significância.
Tabela 10 – Delimitação do teste de significância.
| tcalc (≥) tcrítico = SIGNIFICANTE | |
| tcalc (<) tcrítico = NÃO SIGNIFICANTE | |
Fonte: Autores.
Tabela 11 – Tabela para teste de significância dos efeitos estudados.
| t Calculado | t Crítico | Resultados dos Testes de Significância | |||
| |Efeito| SP |
Critical Values of t | ||||
| tcalc A | 1,07 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc B | 2,67 | > | 2,447 | SIGNIFICANTE | |
| tcalc C | 1,60 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc D | 0,53 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc E | 0,53 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc F | 2,14 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc G | 1,60 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc H | 2,67 | > | 2,447 | SIGNIFICANTE | |
| tcalc I | 1,07 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc J | 0,00 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc K | 1,07 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc L | 0,53 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc M | 0,53 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc N | 0,53 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc O | 0,53 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc P | 1,60 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc Q | 1,60 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc R | 0,00 | < | 2,447 | NÃO SIGNIFICANTE | |
| tcalc S | 0,53 | < | 2,447 | NÃO SIGNIFICANTE | |
Fonte: Autores.
Os experimentos realizados revelaram a significância dos efeitos sobre o processo estudado, conforme ilustrado na Tabela 12. Os pontilhados na tabela demonstram os efeitos significantes.
Tabela 12 – Ilustração do processo estudado conforme as significâncias reveladas na pesquisa
| A |
B |
C | D | E | F | G |
H |
I | J | K | L | M | N | O | P | Q | R | S | T |
| 0 | – | 0 | 0 | 0 | 0 | 0 | – | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Até 40 anos | Outros |
Fonte: Autores.
7. Discussão
Esperou-se nesta pesquisa, sobretudo, levantar respostas que atendessem ao objetivo proposto, ou seja, identificar oportunidades para melhoria dos negócios em supermercados varejistas em uma cidade situada no Vale do Paraíba Paulista, tendo como base a relação entre as informações levantadas na pesquisa e os conceitos estudados.
Os efeitos significantes foram identificados e a possibilidade de direcionar as melhorias para os processos que mais agregam valor, evitando desperdícios com variáveis não significantes ao processo, pode estar relacionada diretamente a um melhor controle sobre as variabilidades, melhora na qualidade dos serviços, aumento na velocidade dos processos e minimização de custos. Estas relações serão discutidas a seguir.
7.1 Controle sobre as Variabilidades
Os conceitos de Seis Sigma estabelecem um “loop fechado” com objetivo de controlar a variabilidade, e utilizam-se de dados de processo e informações de clientes, Pande (2001).
Nesta pesquisa, utilizaram-se perfis de clientes que representaram os dados necessários para o cálculo dos efeitos sobre o processo, ou seja, a percepção da qualidade dos serviços prestados. Os dados levantados com a aplicação do questionário representaram as informações de clientes, tão valorizadas num projeto Lean Seis Sigma.
Percebeu-se na pesquisa que a aplicação do DOE permite direcionar o controle das variáveis independentes por meio dos testes de significância e pode auxiliar na diminuição de desperdícios existentes. Conforme os conceitos estudados, o nível seis do sigma indica 99,9997 % de rendimento nos processo do negócio, ou seja, 3,4 (três virgula quatro) defeitos por milhão de oportunidades.
Saber o nível “sigma” do processo estudado requer a aplicação de outras ferramentas. Futuramente, explorar ferramentas estatísticas na fase medir de um projeto Lean Seis Sigma pode ser relevante no sentido de tentar experimentar com poucos recursos os conceitos estudados, até que se complete o ciclo DMEDI.
7.2 Melhora na qualidade dos serviços
Sendo a qualidade dos serviços um diferencial competitivo, é importante que as médias e pequenas empresas varejistas detenham meios econômicos de melhoria contínua e consigam manter-se no mercado. Contudo, a qualidade alcançada pelos serviços deve se percebida pelos clientes para agregar valor ao negócio. Segundo George (2004), as empresas que obtiveram melhores resultados de receita e lucro econômico na bolsa de valores foram as que mantiveram uma relação elevada entre valor de mercado e valor contábil. Neste estudo, o DOE auxiliou a identificação dos perfis de clientes que percebem a qualidade dos supermercados locais.
7.3 Aumento na velocidade dos processos e minimização de custos
Pode-se identificar na literatura que o Planejamento de Experimentos é uma ferramenta aplicada originalmente na metodologia Seis Sigma, a qual está associada a defeitos em qualidade e à eliminação de desperdício, Pande (2001); George (2004). O método aplicado nesta pesquisa se mostrou eficiente para identificar os efeitos com maior significância nos processos, podendo ser utilizada antes da aplicação de ferramentas Lean, o que pode acrescentar maior velocidade aos projetos ou processos, uma vez que o DOE apóia a decisão sobre o direcionamento dos esforços. Segundo George (2004), a meta Lean é acelerar a velocidade de qualquer processo. O direcionamento para os efeitos significantes ao processo, conseqüentemente, agiliza o processo de melhoria contínua, reduz desperdícios e minimiza os custos.
Portanto, percebe-se que na integração dos conceitos Lean e Seis Sigma, uma metodologia pode acrescentar valor à outra metodologia.
O método econômico aplicado nesta pesquisa possibilitou uma pesquisa com custos minimizados e com velocidade, pois a quantidade de experimentos pode ser reduzida.
8. Conclusão
Embora os autores estudados considerem financeiramente alta a implementação de um projeto Lean Seis Sigma, esta pesquisa possibilitou experimentar a aplicação de uma das mais poderosas ferramentas do Lean Six Sigma – o DOE, com baixo custo e, portanto, acessível financeiramente aos pequenos e médios supermercados varejistas.
O segmento dos supermercados varejistas no Brasil, sobretudo nas capitais e nas grandes cidades, encontra-se dominado pelas grandes empresas oligopolizadas. Entretanto, algumas cidades interioranas ainda não sofreram o impacto dessa economia neoliberalista. Os mecanismos estudados neste trabalho revelaram uma ferramenta que pode auxiliar os pequenos e médios supermercados a se prepararem e serem mais competitivos.
Nesta pesquisa, a fase com maior custo e despesas foi a de identificação dos perfis de clientes que atendessem à estrutura do experimento. Entretanto, os custos de aplicação do DOE nestes supermercados pode ser minimizada, uma vez que todas as empresas envolvidas na pesquisa possuem sistemas informatizados, capazes de identificar com rapidez e confiabilidade as informações necessárias para este tipo de pesquisa. Estes softwares fornecem informações sobre os perfis sócio-econômicos e hábitos de consumo de clientes, o que agiliza o processo de identificação de informantes, conforme a necessidade das estruturas experimentais, que neste caso foi uma matriz fatorial fracionada saturada.
8.1 Ajuste do processo
No sentido da competitividade, a intenção das empresas é aumentar os resultados sobre a percepção (segundo a opinião) dos clientes sobre os serviços prestados pelos supermercados varejistas da cidade estudada. Conclui-se que o processo deve ser ajustado conforme mostrado na Tabela 13.
Tabela 13 – Proposta de ajuste de processo.
| A |
B |
C | D | E | F | G |
H |
I | J | K | L | M | N | O | P | Q | R | S | T |
| 0 | – | 0 | 0 | 0 | 0 | 0 | – | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Acima 40 anos | Na Cidade |
Fonte: Autores
Os resultados obtidos indicam que os clientes com significância para melhorar o processo de percepção da qualidade dos serviços prestados pelos supermercados são pessoas acima de 40 anos e moradores na cidade estudada.
8.2 Oportunidades de Melhorias
Não somente foram levantadas as significâncias dos fatores no processo de avaliação da satisfação sobre os serviços prestados pelos supermercados varejistas, como também buscou-se identificar possíveis oportunidades de melhoria nos negócios empresariais.
As estratégias para melhorias nos processos e negócios podem depender de inúmeras variáveis. Entretanto, no caso deste trabalho, percebeu-se que os supermercados varejistas estudados poderiam estar concentrando os esforços em Marketing ou investindo em melhorias nos setores internos, focando clientes acima de 40 anos, moradores na cidade.
Os efeitos não significantes também levaram o pesquisador a questionar-se sobre a possibilidade destes efeitos terem significância sobre outros processos, os quais podem auxiliar a identificar os atrativos que levam clientes com esses perfis a freqüentar esses supermercados.
Finalmente, explorou-se a aplicação de ferramentas estatísticas e parte da metodologia Lean Seis Sigma sobre os processos de prestação de serviços na região do Vale do Paraíba Paulista.
Acredita-se que esta pesquisa possa servir futuramente como base para outras experiências, pois embora as limitações tenham sido grandes, o pesquisador buscou a aplicação na prática de conceitos, os quais até então foram pouco explorados, sobretudo, na área administrativa.
8.3 Sugestões para trabalhos futuros
Por meio dos problemas identificados e limitações do método aplicado, pode-se levantar possíveis oportunidades de trabalhos para continuidade desta pesquisa, ou seja:
- Experimentar a aplicação de outras ferramentas Lean ou Seis Sigma em outros processos e com baixos custos, focando as médias e pequenas empresas.
- Buscar atuar em parcerias com os médios e pequenos supermercados, visando acrescentar valor aos trabalhos futuros, sobretudo no sentido de pesquisar no ambiente interno das empresas e, portanto, com maior riqueza de informações e possibilitando um alinhamento entre as necessidades estratégicas das organizações e os objetivos da pesquisa.
Ainda, pode-se ressaltar que os resultados obtidos nesta pesquisa também revelam prováveis problemas para outros trabalhos, como:
- Estudar isoladamente os setores ou departamentos internos dos médios e pequenos supermercados varejistas.
- Ou ainda, levantar quais são os fatores que podem atrair os clientes com os perfis que foram “não significantes” no processo estudado nesta pesquisa. Os conceitos tratam o DMEDI com o modelo de melhoria mais indicado para situações exploratórias e o DOE se aplica em uma dessas fases. Com isso, cria-se a oportunidade de pesquisas futuras para explorar com baixos custos outras fases do projeto neste segmento econômico e local.
Referências
ANJARD, RONALDO, P. Management and Planning tools. Training for Quality, V.3. N.2. 1995. Pp. 34-37.
BARROS NETO, BENÍCIO DE; SCARMÍNIO S. IEDA; BRUNS, E ROY. Planejamento e Otimização de Experimentos. Unicamp, 2003. 299 p.
BONDUELLE, GHISLAINE, M. Aplicação do Planejamento de Experimentos no controle da fabricação de chapas de fibras de madeira. UFPR. 2000.
DEMING, W. Edwards. Out of the crisis. Boston, Ma: Mit Press, 1986.
ENGINEERING STATISTICS HANDBOOK. Disponível em: <http://www.itl.nist.gov/div898/handbook/pri/section3/pri335.htm>. Acesso em: 07 jan. 2007.
GEORGE, M.L. Lean Six Sigma: combining six sigma with lean speed. Mcgraw Hill, 2002, 323 p.
________, M.L.; KASTLE, B.; ROWLANDS, D. T.; What is a Lean Six Sigma?. Mcgraw Hill, 2003, 96 p.
________, M.L. Lean seis sigma para serviços: como utilizar velocidade Lean e Qualidade Seis Sigma para melhorar serviços e transações. Mcgraw Hill, 2003, 436 p.
IBGE – INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA. Disponível em: <https://cidades.ibge.gov.br/brasil/sp/lorena/panorama>. Acesso em: 01 dez. 2017.
JURAN, J. M. A Qualidade desde o projeto: novos passos para o Planejamento da Qualidade em produtos e serviços. São Paulo: Pioneira, 1992.
JURAN, J. M. Planejando para a qualidade. São Paulo: Pioneira, 1990.
OHNO, Taiichi. O sistema Toyota de Produção, além da produção em larga escala. Porte Alegre: Bookman, 1997.
PANDE, P. S.; NEUMAN, R. P.; CAVANAGH, R. R. Estratégia Seis Sigma: como a GE, a Motorola e outras grandes empresas estão aguçando seu desempenho. Rio de Janeiro: Qualitymark, 2001.
RAMPAZZO, L. Metodologia Científica para alunos dos cursos de graduação e pós-graduação. 2 ed. São Paulo: Loyola, 2004, 141 p.
SHINGO, Shingeo. O Sistema Toyota de Produção. Porto Alegre: Artes Médicas, 1996.
[1] Faculdade de Tecnologia de Pindamonhangaba; Centro de Investigação em Sociologia Económica e das Organizações, Lisboa, Portugal
[2] Faculdade de Tecnologia de Pindamonhangaba