ROCHA, Augusto Magalhães [1], PIMENTA, Leonardo Wilson Gomes [2], ROCHA, Guilherme Magalhães [3], CERQUEIRA, Thiago Gomes de [4]
ROCHA, Augusto Magalhães. Análise de Soldagem por Eletrodo Revestido do Tipo Rutílico, Básico e Celulósico. Revista Científica Multidisciplinar Núcleo do Conhecimento. Ano 02, Vol. 01. pp 684-690, Abril de 2017. ISSN:2448-0959
RESUMO
Este artigo foi desenvolvido de forma a observar comparativamente a soldagem por eletrodo revestido de três diferentes tipos: rutílico, celulósico e básico. O trabalho tem por finalidade comparar os tipos de eletrodos quanto à projeção de respingos de solda, geração de gases, destacabilidade da escória formada e o aspecto visual do cordão de solda.
Palavras-Chave: Eletrodo, Rutílico, Básico, Celulósico.
1. INTRODUÇÃO
Segundo BARBOSA (2015), soldagem é um processo de junção ou união de partes metálicas através de fusão, contudo hoje em dia usualmente se utiliza do processo de soldagem também para realizar deposição de material sobre uma peça, equipamento ou componente, tendendo a recuperar e reparar partes desgastadas com o uso e com o tempo, a fim de aumentar a vida útil da peça, agregando novas características sobre a superfície da peça soldada.
Como impacto econômico, a soldagem é uma ferramenta muito importante para um engenheiro na tentativa de reduzir custos de fabricação e produção. Muitos produtos contidos no mercado não poderiam ser produzidos sem a utilização das técnicas de soldagem, como por exemplo, automóveis, equipamentos industriais, componentes estruturais, produtos de usina nuclear, hidrelétricas, etc.
2. FUNDAMENTAÇÃO TEÓRICA
A soldagem com eletrodo revestido (Shielded Metal Arc Welding – SMAW) é determinada como sendo um processo de soldagem manual a arco, onde a junção dos metais ocorre com o aquecimento proveniente de um arco elétrico colocado entre um eletrodo revestido e o metal base, na junta a ser soldada. O metal do eletrodo se funde com o metal base, e é transferido através do arco elétrico. A escória é formada do revestimento do eletrodo e das impurezas do metal base, e serve como uma proteção para cobrir a solda, protegendo-a da contaminação atmosférica e também auxiliando no controle do resfriamento. Para melhor visualização do processo, veja a ilustração abaixo:
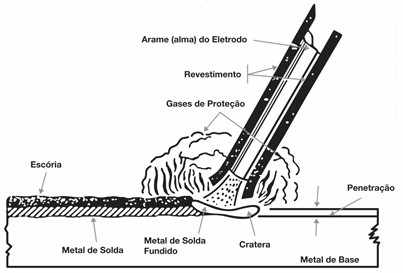
Figura 1 – Esquema processo eletrodo revestido
2.1. CLASSIFICAÇÃO DOS ELETRODOS
Na Classificação dos eletrodos de baixo carbono e baixa liga, podemos identificar segundo a AWS (American Welding Society) a seguinte nomenclatura:
E XXX P C – Q
Onde temos que:
E → significa eletrodo de soldagem a arco.
XXX→ indica um conjunto de dois ou tês dígitos, onde representa o limite de resistência por tração na unidade de libras por polegas quadrada.
P → indica as posições em que o elétrodo será utilizado, sendo que:
“1” representa todas a posições;
“2” representa posição plana e horizontal.
“4” indica posição plana, horizontal, sobre cabeça e vertical descendente.
C → este varia de 0 a 8, em que indica a corrente a ser empregada, penetração da solda e o tipo de revestimento do eletrodo, conforme tabela abaixo:
Tabela 1 – Significado do quarto algarismo da classificação AWS
| Revestimento | Tipo de Corrente | Penetração | |
| 0 | Celulósico com Silicato de sódio (*)ou
óxido de ferro (**) |
CC+ | Grande |
| 1 | Celulósico com silicato de potássio | CC+ e CA | Grande |
| 2 | Rutilo com silicato de sódio | CC- e CA | Media |
| 3 | Rutilo com silicato de potássio | CC-. CC+ e CA | Fraca |
| 4 | Rutilo com silicato de pó de ferro (20%) | CC-. CC+ e CA | Média |
| 5 | Calcário com silicato de sódio (baixo ) | CC+ | Média |
| 6 | Rutilo (), calcário e silicato de sódio
(baixo ) |
CC+ e CA | Média |
| 7 | Óxido de ferro (FeO), pó de ferro e silicato de
sódio |
CC- e CA | Média |
| 8 | Calcário, rutilo, silicato e pó de ferro (25 a
40%) (baixo ) |
CC+ e CA | Média |
(*) quando o algarismo anterior for 1
(**) quando o algarismo anterior for 2
Fonte: Apostila. Processos de Fabricação: Soldagem e Fundição. Coronel Fabriciano, 2015. p,62.
Q → é utilizado somente para os aços de baixa liga, composto de letras e algarismos que indicam a composição química do metal de solda.
3. MATERIAIS UTILIZADOS
Na análise foram utilizados os eletrodos:
- E3018L do tipo rutílico;
- E7018 do tipo básico;
- E6010 do tipo celulósico.
3.1 PROCEDIMENTOS
Utilizando o eletrodo E308L do tipo rutílico no porta eletrodo, foi realizada a deposição de um cordão de solda sobre o centro de uma chapa de espessura 6mm, utilizando os parâmetros de soldagem com corrente de 90A, tensão de aproximadamente 20 volts com uma velocidade de soldagem de aproximada de 2 mm\s, formando um cordão de aproximadamente 80mm de comprimento, altura de 3mm e largura uniforme.
Utilizando o eletrodo E7018 do tipo básico no porta eletrodo, regulo-se a intensidade da corrente até obter 85A e a tensão de até 23 volts, foi depositado um novo cordão no centro de outra chapa de modo geometricamente semelhante ao primeiro, objetivando a mesma velocidade de soldagem adotada anteriormente.
Utilizando o eletrodo E6010 do tipo celulósico no porta eletrodo, a corrente foi regulada até se obter 88A e a tensão de até 23 volts, foi depositado um terceiro cordão central sobre outra chapa com geometria semelhante aos dois anteriores, objetivando a mesma velocidade adotada nos casos anteriores.
Foi examinado cada um dos cordões, observando-se a geometria e aspecto geral dos mesmos.
4. RESULTADOS
4.1 ELETRODO E3018L (RUTÍLICO)
Observações consideradas:
- No processo de soldagem com o eletrodo E3018L do tipo rutílico observou-se uma nuvem de gás protetora muito pouco intensa.
- O eletrodo se funde muito rapidamente levando ao seu desgaste com muita rapidez.
- O processo com o eletrodo rutílico gera poucos respingos de solda.
- A escória formada sobre o cordão de solda é de fácil remoção e o aspecto da solda é de boa aparência.
4.2 ELETRODO E7018 (BÁSICO)
Observações consideradas:
- A primeira observação a ser feita sobre o processo de soldagem com o eletrodo E7013 do tipo básico foi a dificuldade para abrir o arco de soldagem.
- Observou-se uma nuvem de gás protetora intensa, mais intensa do que a formada pelo processo anterior.
- Libera muitos respingos de solda durante o processo de soldagem.
- Com a intensa liberação de gases, observou-se que a visibilidade do arco é dificultada, prejudicando e tornando mais difícil controlar o processo.
- A escória formada é de difícil remoção.
- O aspecto do cordão de solda formado não apresenta uma aparência muito boa.
4.3 ELETRODO 6010 (CELULÓSICO)
Observações consideradas:
- Observou-se mais geração de gases durante o processo com o eletrodo do tipo celulósico do que no processo anterior.
- O processo gerou muitos respingos de solda, ainda mais que o processo anterior.
- Observou-se que não há formação de escória.
- O processo, contudo, tem um penetração maior sobre o metal base, aquecendo então demais a chapa.
- O aspecto do cordão de solda se apresentou muito ruim e aparentemente de má qualidade.
A imagem a seguir nos mostra o resultado da análise realizada. As três chapas soldadas com seus respectivos tipos de eletrodos (rutílico, básico, e celulósico) respectivamente e seus aspectos aparentes resultantes.

CONCLUSÃO
Com a realização da análise e com os resultados obtidos, utilizando os parâmetros de soldagem citados, logo concluí-se que o processo de soldagem com o eletrodo E3018L do tipo rutílico apresentou melhor aparência do cordão de solda, e mais facilidade para se soldar a chapa. O eletrodo E7018 do tipo básico apresentou muita dificuldade apenas no ponto de início do arco elétrico e a aparência do cordão de solda não foi de muito boa qualidade. O eletrodo E6010 do tipo celulósico foi o que apresentou a pior aparência do cordão de solda, gerou muitos respingos e aparentou ser uma solda de pior qualidade do que os demais. Contudo para se realizar a solda com o eletrodo E6010 do tipo celulósico deve se ajustar bem os parâmetros de soldagem, e contar com as habilidades de um soldador experiente, já que a soldagem com este tipo de eletrodo não se dá de forma simples.
REFERÊNCIAS
BARBOSA, Reginaldo. Processos de Fabricação: Soldagem e Fundição. Coronel Fabriciano, 2015. (Apostila).
Portal Metallica, Processos de Soldagem, Disponível em: <http://wwwo.metalica.com.br/processos-de-soldagem>. Acesso em: 02 de dezembro de 2015
Centro de Conhecimento ESAB, Processo de Soldagem: Eletrodo Revestido (MMA/SMAW), Disponível em: <http://www.esab.com.br/br/pt/education/blog/
processo_soldagem_eletrodo_revestido_mma_smaw.cfm>. Acesso em: 02 de dezembro de 2015
[1] Graduando do curso de Engenharia Mecânica na instituição Centro Universitário do Leste de Minas Gerais – UNILESTE.
[2] Graduando do curso de Engenharia Mecânica na instituição Centro Universitário do Leste de Minas Gerais – UNILESTE.
[3] Graduando do curso de Engenharia Metalúrgica na instituição Centro Universitário do Leste de Minas Gerais – UNILESTE.
[4] Graduando do curso de Engenharia Mecânica na instituição Centro Universitário do Leste de Minas Gerais – UNILESTE.


Uma resposta
Gostaria de reproduzir estes testes do artigo, porém surge algumas dúvidas, na parte que fala sobre “…velocidade de soldagem de aproximada de 2 mms…” com o eletrodo E3018L, não conheço essa unidade de velocidade “mms” e também desconheço esse eletrodo utilizado, talvez queria dizer eletrodo para inox E308L, pois não encontrei referencias sobre “E3018L”.
Sobre os aspectos visuais, claramente não ouve uma boa regulagem da máquina, o que levou nesses péssimos (pra não dizer horrendos) cordões de soldagem. Ainda sobre os cordões, basicamente, quem soldou não tinha treinamento nenhum em soldagem. Enfim, vou reproduzir os testes.
Observação, o eletrodo “E3018L” (que seria o 308L) é equivalente à utilizar os E6013 para aço de baixo carbono. Sei que é o de inox pela coloração do cordão.
Referencias muito fracas também, provavelmente já são engenheiros, falta referencias de livros, por mais que o site da esab seja ótimo, tudo que tem lá tem em livros. O “Portal Metálica” já nem exite mais. Volto a dizer, usem referencias de Livros!
É isso, valeu.
Vou reproduzir com meus alunos do TÉCNICO.