ARTIGO ORIGINAL
SILVA, Tiago Ghiggi Caetano da [1], PIUCCO, Robson Olímpio [2], PIRES, Waldiberto de Lima [3]
SILVA, Tiago Ghiggi Caetano da. PIUCCO, Robson Olímpio. PIRES, Waldiberto de Lima. Testes de vida acelerados quantitativos aplicados à redução dos tempos de ensaios de inspeção e liberação de fios circulares. Revista Científica Multidisciplinar Núcleo do Conhecimento. Ano 05, Ed. 10, Vol. 23, pp. 97-113. Outubro de 2020. ISSN: 2448-0959, Link de acesso: https://www.nucleodoconhecimento.com.br/engenharia-eletrica/testes-de-vida
RESUMO
Este trabalho apresenta um estudo de caso em que testes de vida, com o propósito de inspeção e liberação de lotes de produção, foram acelerados através de testes de vida quantitativos (QALT´s). Partindo de uma especificação de teste existente de 19,5 horas de ensaio com os fatores de estresse temperatura e tensão, foi possível uma redução de 7,07 horas ou 36,25% no tempo total de liberação dos carretéis para as montadoras com base nas novas configurações de teste desenvolvidas. Para a análise dos dados de falha, foram utilizadas distribuições de Weibull bi-paramétricas onde os parâmetros de forma (β) e de posição (α) dos dados foram analisados para diferentes configurações de ensaios através de um software estatístico de análise de dados.
Palavras-chave: Fios circulares, testes de vida, Weibull, qualidade, confiabilidade.
1. INTRODUÇÃO
Os testes de conformidade de componentes e produtos têm fundamental importância em indústrias de bens de consumo. Somente através destes procedimentos pode-se assegurar que as necessidades dos clientes estão sendo atendidas e que produtos irão desempenhar adequadamente as funções as quais foram projetados. Entretanto, os recursos humanos e de equipamentos destinados à execução destes testes são, na maioria das vezes, escassos. Testes demasiadamente longos oneram a infraestrutura existente em laboratórios gerando desperdícios de recursos preciosos que poderiam ser usados para finalidades mais nobres.
Com este propósito, o desenvolvimento de testes acelerados é uma forma eficiente de otimização destes recursos. Obter respostas prematuras sobre a conformidade de itens testados, além de aumentar a cadência de testes nos laboratórios disponíveis para esta finalidade, pode reduzir as quantidades de refugo em processos de manufatura.
Em segmentos da indústria de alta competitividade tais como a manufatura de motores elétricos, desonerar recursos de laboratórios significa liberar com velocidade os componentes necessários para a montagem de produtos, atendendo sem atrasos aos prazos para o recebimento de mercadorias e garantindo a fidelidade de clientes.
Outra vantagem do desenvolvimento de testes acelerados é a redução de investimentos em bancadas de testes, uma vez que com uma mesma quantidade de recursos disponíveis (humanos e de equipamentos), uma maior quantidade de ensaios pode ser executada.
Com base na necessidade de se desenvolver testes acelerados no processo de fabricação de fios circulares, foram utilizados conceitos fundamentais de Design for Six Sigma, confiabilidade e análise de dados. Após uma revisão bibliográfica sobre diversos conceitos, uma proposta de aceleração dos ensaios foi desenvolvida e aplicada nas unidades da WEG motores.
2. OBJETIVOS
O objetivo deste trabalho foi o de acelerar o teste de vida de fios circulares com bitolas de 1,32mm. Este ensaio é utilizado como forma de inspeção e liberação dos carretéis de fios para as montadoras de motores elétricos. Embora seja executado em condições aceleradas, os tempos de liberação dos carretéis com bitolas de 1,32mm eram considerados longos (aproximadamente 19,5 horas). Com intuito de reduzir os tempos de teste de vida, foram feitos aumentos gradativos dos fatores de estresse tensão e temperatura de ensaio e os dados de falha das amostras coletados e analisados.
3. FUNDAMENTAÇÃO TEÓRICA
3.1 MODELOS DE WEIBULL BI-PARAMÉTRICOS
Dentre os métodos mais difundidos na literatura para a redução de tempos de ensaios estão os testes de vida altamente acelerados (HALT´s). De acordo com O´CONNOR (2005), quando aplicados nas áreas de manufatura, os HALT´s tornam possível segregar produtos e componentes através de respostas prematuras em relação à qualidade destes.
Partindo de uma condição pré-existente de ensaio, os níveis de estresse devem ser aumentados de maneira a reduzir o tempo de vida das amostras, porém, sem alterar a natureza do modo de falha da condição original de ensaio. Para garantir que os mesmos modos de falha estão sendo gerados tanto na condição pré-existente de teste quanto nas propostas de aceleração, realizam-se análises estatísticas dos dados experimentais baseadas nas distribuições de Weibull bi-paramétricas.
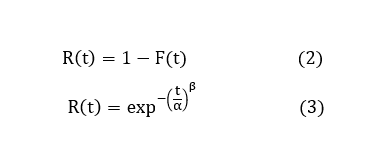
A função de probabilidade de falha de uma distribuição de Weibull bi-paramétrica F(t) pode ser descrita pela equação 1 a seguir onde t é o tempo até a falha das amostras, α é o parâmetro de posição, também chamado de vida característica de Weibull, que descreve o tempo no qual a probabilidade de falha das amostras é de 0,632 (63,2%), e o parâmetro β é o parâmetro de forma ou dispersão de Weibull (McPHERSON, 2010).

De acordo com PALLEROSI at al, (2011), para a determinação dos níveis de confiabilidade R(t) de uma determinada população, pode-se considerar a equação (2) onde F(t) é a probabilidade de falha determinada pela equação (1). Adicionando-se a equação (1) na equação (2), tem-se a equação (3) onde a confiabilidade R(t) das amostras pode ser estimada em função do tempo até a falha (t) e dos parâmetros de forma (β) e de posição (α) da distribuição estatística dos dados de falha.
Os parâmetros de forma e posição das distribuições de Weibull bi-paramétricas são de fundamental importância no desenvolvimento de testes acelerados. Se for considerada uma condição pré-existente de teste de vida, espera-se que a proposta de teste acelerado reduza o tempo de vida das amostras ou produtos testados desde que seja mantida a natureza do modo de falha da condição original de teste. Neste sentido, o parâmetro de posição α deve ser deslocado para a esquerda em relação à condição original de teste enquanto que o parâmetro de forma deve ser mantido constante. A Figura 1 mostra uma representação deste princípio para duas propostas de aceleração de um teste de vida: 1 e 2.
Figura 1 – Princípio fundamental de testes de vida acelerados quantitativos: Redução do parâmetro de posição (α) e constância do parâmetro de forma (β).
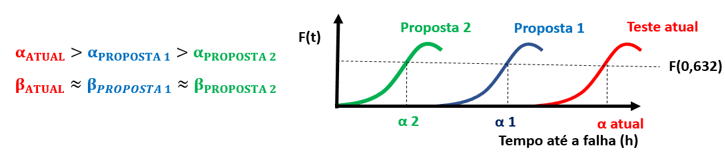
É importante observar que os parâmetros de posição das duas propostas ( e são menores que o parâmetro da proposta atual (). Já os parâmetros de forma (β) são mantidos constantes em relação a condição existente de ensaio. De acordo com Vassiliou (2008), esta é uma indicação numérica de que a natureza do modo de falha foi mantida com as propostas de aceleração do ensaio.
3.2 OS TIPOS DE DESPERDÍCIOS EM PROCESSOS DE MANUFATURA
De acordo com Morgan (2006), os tipos de desperdícios abordados nos conceitos de manufatura enxuta de acordo com as classificações desenvolvidas por Taiichi Ohno estão mencionados na tabela 1. A definição de desperdício é qualquer atividade que seja executada no processo que não adiciona valor para o cliente final do produto ou processo de manufatura.
Tabela 1 – Os tipos de desperdícios do Lean Manufacturing.
| Tipos de desperdícios | O que são? | Exemplos no desenvolvimento de produtos e processos |
| 1.Excesso de produção | Produzir em excesso ou mais cedo que a etapa subsequente no processo necessita. | Produção em lotes, falta de sincronia entre etapas de processos. |
| 2.Espera | Espera de materiais, informações ou decisões. | Decisões demoradas, resultados de testes longos, distribuição de informações. |
| 3.Transporte | Mover materiais ou informações de um lugar para o outro. | Falta de planejamento logístico, decisões concentradas em muitas pessoas. |
| 4.Inventario | Excesso de materiais ou informações que não estão sendo usados. | Produção em grandes lotes, variação de prazos de entrega de mercadorias. |
| 5.Correção | Inspeção de componentes ou retrabalho em consequência de erros cometidos. | Retrabalhos por falta de conformidade em processos, chamados de campo. |
| 6.Movimento | Excesso de movimentação ou atividade durante a execução de tarefas. | Reuniões redundantes, distâncias longas entre etapas do processo. |
Fonte: Adaptado de (MORGAN, 2006).
Neste sentido, o desenvolvimento de testes acelerados com o intuito de eliminar estes desperdícios torna-se benéfico, principalmente, para eliminar o desperdício de “espera” segundo os conceitos propostos por Taiichi Ohno.
3.3 EXPERIMENTOS FATORIAIS COMPLETOS
Os experimentos fatoriais completos permitem o aprendizado sobre os efeitos de determinados fatores em uma ou mais variáveis de resposta e também sobre os efeitos das interações destes fatores.
De acordo com Montgomery (2000), as quantidades de experimentos podem ser quantificadas através da equação 4 a seguir, onde N representa o número de níveis dos fatores testados e o expoente k representa o número de fatores a serem testados. O resultado desta equação é o número de experimentos necessários de forma que sejam testadas todas as combinações de fatores possíveis.

Tal estratégia de execução é viável quando a quantidade de fatores é pequena (até 4 fatores). Quando a quantidade de fatores é maior do que 5, experimentos fatoriais fracionados passam a ser uma estratégia mais interessante do ponto de vista da relação entre os recursos necessários para a execução dos experimentos versus aprendizados obtidos. No trabalho em questão os experimentos foram executados com 2 níveis (N=2).
3.4 TESTES DE VIDA DE FIOS CIRCULARES
Os fios circulares usados como matérias primas de bobinas de motores elétricos são submetidos a ensaios de vida acelerados como forma de inspeção da qualidade do processo de esmaltação (revestimento destes fios com camadas de materiais isolantes). Se o processo apresentar desvios de qualidade em relação às quantidades e tipos de defeitos específicos, espera-se detectar com estes testes tais desvios e reprovar os carretéis com qualidade duvidosa.
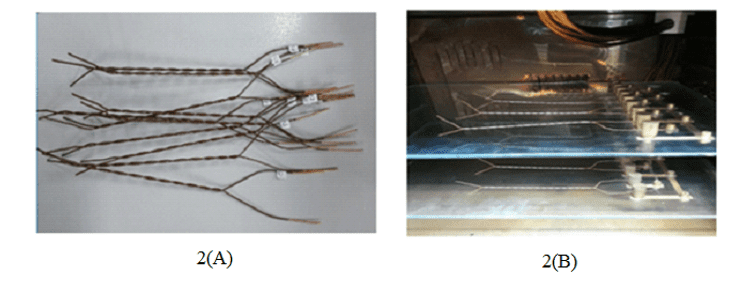
De acordo com a norma IEC 60851-5, os corpos de prova usados para a execução dos testes acelerados constituem-se em pares trançados de fios. Estes pares são submetidos a níveis de tensão e temperatura acima dos níveis a que são submetidos durante a aplicação real do motor elétrico, de forma a provocar o envelhecimento das camadas isolantes dos fios de maneira acelerada. Como resposta deste ensaio, são avaliados os tempos até a falha das amostras em horas e comparados com valores de especificação. Se os pares trançados atenderem os tempos mínimos previstos pela especificação de teste, os carretéis são liberados. Caso contrário, os carretéis são segregados e refugados.
Na Figura 2-A há uma representação dos pares trançados de fios usados nos testes de vida e na Figura 2-B uma bancada de testes de vida de fios circulares.
Figura 2-A: Pares trançados usados em testes de vida acelerados de fios circulares. Figura 2-B: Bancada de teste de vida acelerado de fios circulares.
Neste trabalho, por questões de confidencialidade de informações, não estão revelados os níveis de tensão em Volts e temperaturas em graus Celsius usados nos ensaios pois se tratam de segredos industriais. A identificação é feita através de números como forma de proteção das informações.
4. METODOLOGIA
4.1 EXPERIMENTO EXPLORATÓRIO
Como etapa inicial do trabalho, realizou-se um experimento exploratório com o objetivo de escolher os níveis de tensão e temperatura mais adequados para acelerar o ensaio de vida dos fios circulares.
Neste ensaio, foram ensaiadas amostras na condição atual de teste (condição 1) e duas propostas de aceleração dos ensaios (condições 2 e 3). Os níveis de estresse do ensaio exploratório estão demonstrados na tabela 2 a seguir sendo os níveis de temperatura e tensão crescentes da condição 1 para a condição 3.
Tabela 2 – Níveis de estresse do teste exploratório.
| Fatores de estresse | Condição 1 | Condição 2 | Condição 3 |
| Temperatura (º C) | 1 | 2 | 3 |
| Tensão (V) | 1 | 2 | 3 |
Fonte: Autores.
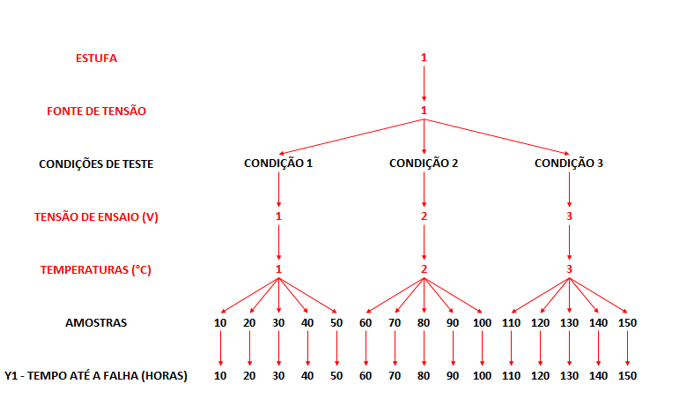
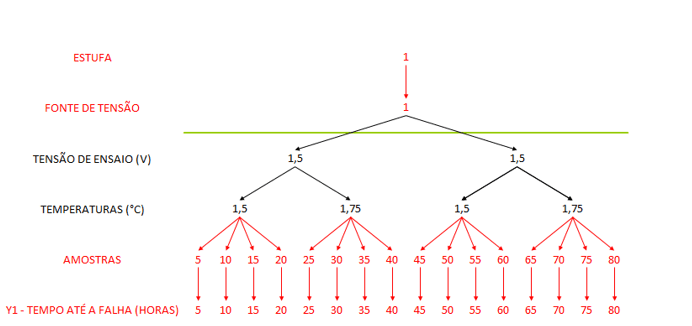
Neste ensaio, testou-se 50 pares trançados para cada condição de teste, totalizando 150 amostras. A estratégia de amostragem do ensaio está demonstrada na Figura 3. Uma única estufa e fonte de tensão foram utilizados neste experimento. Como variável de resposta, mediu-se os tempos até a falha em horas das 150 amostras. Utilizou-se a condição atual de teste (condição 1) como critério de comparação para avaliação das demais propostas.
Figura 3: Estratégia de amostragem do experimento exploratório para definição dos níveis de estresse do teste de vida acelerado.
4.2 EXPERIMENTO PLANEJADO PARA REFINAMENTO DOS NÍVEIS DE ESTRESSE
Um segundo experimento planejado foi executado com o objetivo de refinar os níveis de estresse testados no primeiro experimento. Como estratégia, utilizou-se um experimento fatorial completo com 2 níveis. Neste experimento, os níveis de estresse adotados foram inferiores aos usados no experimento exploratório, porém, maiores que os adotados na condição atual de teste. Por critérios de confidencialidade informações, os níveis serão chamados de 1,50 e 1,75 (entre a condição 1 e 2 testadas no experimento exploratório).
Na Figura 4 há uma representação do planejamento experimental onde foram testadas 20 amostras por tratamento do experimento planejado, totalizando 80 amostras.
Figura 4: Planejamento experimental do experimento fatorial completo 2² para o refinamento dos níveis de estresse do teste de vida.
4.3 ANÁLISE DE DADOS E INTERPRETAÇÃO DOS DADOS DE FALHA
A análise dos dados de falha das amostras foi feita em um software estatístico. Neste software há um pacote de ferramentas de confiabilidade e análise de dados de falha.
5. RESULTADOS E DISCUSSÕES
5.1 EXPERIMENTO EXPLORATÓRIO
Os dados de falha das 150 amostras foram plotados usando o software de análise de dados e distribuições de Weibull bi-paramétricas como forma de ajuste para as 3 condições de teste conforme mostrado na Figura 5.
Figura 5 – Curvas de probabilidade de falha em função do tempo de teste de vida para as 3 condições de teste (1, 2 e 3).
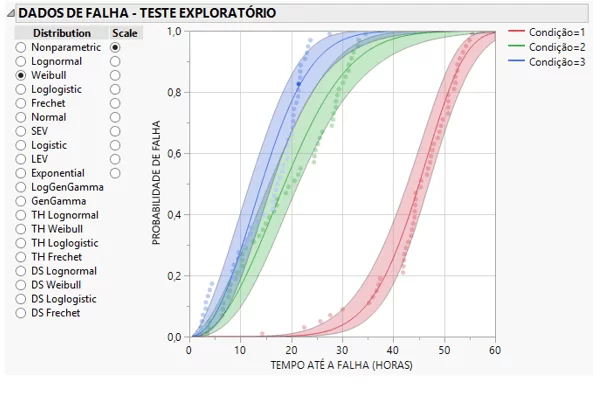
Os dados das 3 condições de teste demonstraram que o aumento da tensão e temperatura nas condições 2 e 3 deslocaram os dados de falha dos pares trançados para a esquerda em relação à condição original de ensaio, portanto, redução dos tempos de vida das amostras. Para verificar se as condições 2 e 3 são alternativas viáveis de aceleração foi necessário comparar os parâmetros de posição e de forma das 3 condições.
Na tabela 4 estão demonstrados os parâmetros de posição e de forma das 3 condições de teste para um nível de confiança de 95%. É importante observar que houve redução dos parâmetros de posição (α) das condições 2 e 3 em comparação com a condição original de teste, mesmo com a consideração dos intervalos de confiança (IC) menor e maior deste parâmetro.
Tabela 4 – Parâmetros de posição e de forma das 3 condições testadas no teste exploratório
| Condições (Nível de confiança de 95%) | Weibull α estimado | Weibull α IC menor | Weibull α IC maior | Weibull β estimado | Weibull β IC menor | Weibull β IC maior |
| Condição=1 | 47,48 | 45,50 | 49,47 | 7,07 | 5,52 | 8,83 |
| Condição=2 | 22,09 | 19,21 | 25,25 | 2,17 | 1,70 | 2,72 |
| Condição=3 | 16,78 | 14,56 | 19,23 | 2,15 | 1,66 | 2,72 |
Entretanto, se forem comparados os parâmetros de forma (β) das 3 condições de teste, observa-se que são completamente diferentes. Conforme citado anteriormente, o parâmetro β serve como um indicativo de que os mesmos modos de falha estão ocorrendo em diferentes níveis de estresse do teste de vida. De acordo com (VASSILIOU, 2008), quando os valores dos parâmetros de forma entre diferentes condições de teste são diferentes ou não se sobrepõe em uma ampla faixa com a consideração dos intervalos de confiança para um nível de confiança de 95%, assume-se que as propostas de aceleração dos ensaios não estão gerando o mesmo modo de falha da condição original de teste. Esta diferença entre os parâmetros de forma pode ser explicada por condições chamadas de overstress nos conceitos de confiabilidade e que os níveis de estresse do teste de vida devem ser reduzidos.
5.2 EXPERIMENTO PLANEJADO PARA REFINAMENTO DOS NÍVEIS DE ESTRESSE
Como os níveis de tensão e temperatura do experimento exploratório submeteram as amostras a uma condição de overstress e por consequência, modos de falha diferentes da condição original de teste, um novo experimento foi executado reduzindo a tensão e temperatura (agentes de degradação) em relação ao experimento exploratório, porém, em níveis maiores que a condição original de teste.
Os dados de falha das 4 condições de teste do experimento planejado foram plotados no software estatístico e comparados com a condição original de teste (condição 1). A Figura 6 mostra as curvas de probabilidade falha das condições testadas em função dos tempos até a falha em horas das amostras.
Figura 6 – Dados de falha das 4 condições de teste do experimento planejado x condição original de teste (condição 1).
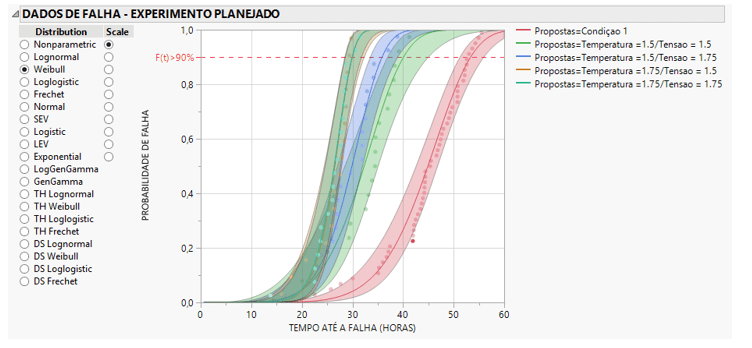
Os dados de falha demonstram que todas as condições testadas no experimento planejado reduziram o tempo de vida das amostras se comparados à condição original de teste. Comparando os parâmetros de posição e forma das distribuições geradas na Tabela 6 para um nível de confiança de 95%, observa-se que a condição de teste que possui o parâmetro de forma com maior semelhança ao da condição original de teste é a condição de tensão de temperatura 1,5 e tensão 1,75 com um (β) estimado de 6,61 versus 6,96 da condição original.
Tabela 6 – Parâmetros de forma e posição das 4 condições testadas no experimento planejado em comparação com a condição original de teste (Condição 1).
| Condições de teste (Nível de confiança de 95%) |
Weibull α estimado | Weibull α IC menor | Weibull α IC maior | Weibull β estimado | Weibull β IC menor | Weibull β IC maior |
| Propostas=Condição 1 | 47,32 | 45,34 | 49,32 | 6,96 | 5,45 | 8,67 |
| Propostas=Temperatura =1,50/Tensão = 1,50 | 35,36 | 33,03 | 37,73 | 7,77 | 5,11 | 11,07 |
| Propostas=Temperatura =1,50/Tensão = 1,75 | 31,58 | 29,28 | 33,92 | 6,61 | 4,53 | 9,09 |
| Propostas=Temperatura =1,75/Tensão = 1,50 | 27,50 | 25,96 | 29,06 | 9,87 | 6,11 | 14,83 |
| Propostas=Temperatura =1,75/Tensão = 1,75 | 27,40 | 26,00 | 28,81 | 9,45 | 6,41 | 13,09 |
Na Figura 7 está representado o gráfico de contorno que considera os intervalos de confiança (IC) para um nível confiança de 95% dos parâmetros de posição e de forma das condições originais de teste (B) e condição com o fator de estresse temperatura = 1.50 e Tensão = 1.75 (A). As linhas tracejadas entre os dois gráficos representam a área de sobreposição dos intervalos de confiança dos parâmetros de forma (β´s). Há uma ampla faixa de sobreposição entre as duas condições de teste de vida, portanto, pode-se afirmar que os mesmos modos de falha estão sendo gerados nas duas condições.
Figura 7 – Gráfico de contorno dos parâmetros de posição (α) e forma (β) das condições originais de teste (B) e proposta de aceleração do ensaio com temperatura 1,5 e tensão 1,75 (A).
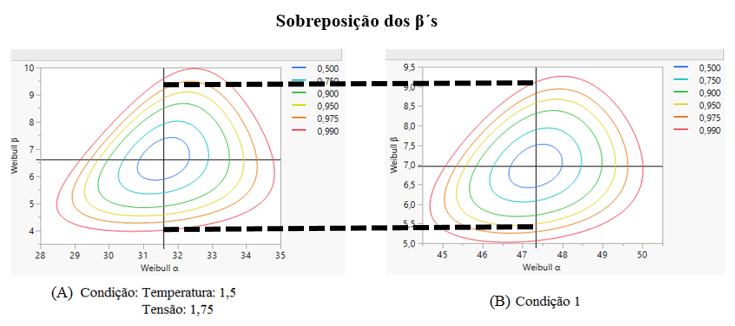
O parâmetro de posição (α) da proposta de aceleração do ensaio (A) está deslocado para a esquerda em relação à condição original de teste (B). Desta forma, há redução do tempo de vida das amostras e esta proposta seria viável para a aceleração do teste de vida.
5.3 DETERMINAÇÃO DA REDUÇÃO DO TEMPO DE TESTE DE VIDA
Após a seleção da melhor configuração de ensaio com base no experimento fatorial completo, foram estimadas as reduções dos tempos de testes com a nova proposta (temperatura = 1,50 e Tensão = 1,75).
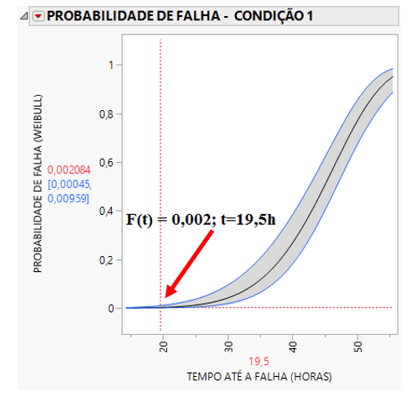
Para este propósito, levou-se em consideração o tempo de teste da configuração atual de teste de vida. Desta forma, os carretéis são liberados caso não haja falhas de nenhuma amostra em até 19,50 horas de ensaio. Se os dados de falha da condição original de teste de vida forem usados para estimar a probabilidade de falha F(t) em 19,5 horas, têm-se uma probabilidade de falha estimada de 0,002 ou 0,2% conforme mostrado na Figura 8.
Figura 8 – Probabilidade de falha dos pares trançados na condição original de teste e no tempo de ensaio previsto pela especificação (19,5 horas).
Recorrendo à equação (3), estimou-se a confiabilidade dos pares trançados na condição original de teste, como mostrado a seguir.
R (19,5) = 1,000 – 0,002 = 0,998 ou 99,80%
Considerando os mesmos valores de probabilidade de falha e confiabilidade obtidos na condição original de ensaio para a proposta encontrada de ensaio acelerado (temperatura = 1,50 e tensão = 1,75), foi possível estimar a redução do tempo de teste. Espera-se que a nova condição de ensaio não reduza o nível de confiabilidade demonstrado pela condição original.
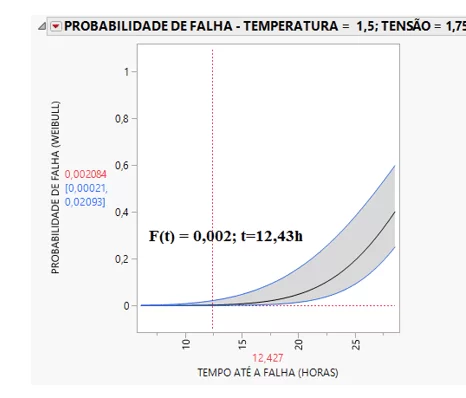
Na Figura 9 está demonstrada a curva de probabilidade de falha para a proposta de aceleração do ensaio de temperatura = 1,50 e Tensão = 1,75. Para uma mesma probabilidade de falha da condição original de ensaio, o tempo de liberação das amostras seria de 12,43 horas. Isto representa uma redução de 7,07 horas de ensaio ou 36,25%.
Figura 9 – Probabilidade de falha dos pares trançados na proposta de aceleração do ensaio de vida (temperatura = 1,50 e tensão = 1,75).
6. CONCLUSÕES
O uso de ferramentas de validação abordadas na metodologia Design for Six Sigma aplicada ao desenvolvimento de testes mais eficientes possibilita a redução dos tipos de desperdícios descritos nos conceitos de lean manufacturing, principalmente, neste caso, o desperdício “espera”.
Os novos parâmetros de teste propostos com ferramentas de confiabilidade possibilitaram uma redução do tempo de teste de vida de 7,07 horas de ensaio, correspondendo a 36,25% de redução do tempo total do teste de vida acelerado. Tal iniciativa tornou os laboratórios de qualidade e os procedimentos de inspeção mais eficientes e reduziu os tempos de entrega dos carreteis de fios isolados para as montadoras.
Um outro benefício importante da aceleração de testes de vida é a redução da necessidade de investimentos em laboratórios de testes, uma vez que com uma mesma infraestrutura existente, maiores quantidades de ensaios podem ser executadas.
REFERÊNCIAS
IEC 60851-5D ED. 4.2 B: 2019. Winding wires – Test methods – Part 5: Electrical properties CONSOLIDATED edition.
IEEE 930 2007-07. Guide for the Statistical Analysis of Electrical Insulation Breakdown Data.
McPHERSON, J. W. Reliability Physics and Engineering: Time to failure Modeling, New York, 2010: Springer (Pg. 67 – 69).
MONTGOMERY, Douglas C. Design and Analysis of Experiments – 5th edition, Hoboken, 2000: Wiley (pg.218 – 219).
MORGAN, James M; LIKER, Jeffrey K. The Toyota Production Development System, New York, 2006: CRC Press, (Pg.72 – 74).
O´CONNOR, Patrick D. T. Test Engineering: A Concise Guide to Cost-Effective Design, Development and Manufacture, Chichester, 2005: Wiley, (Pg.108-109).
PALLEROSI, Carlos Amadeu; MAZZOLINI, Beatriz Pinheiro Machado; MAZZOLINI, Luiz Ricardo. Confiabilidade Humana: Conceitos, Análises e Desafios, São Paulo, 2011: All Print Editora (Pg. 209).
SAS. JMP Documentation library, Version 15, Cary, North Carolina, 2017: SAS, Chapter 17 (pg. 542).
VASSILIOU, Pantelis. D-521: Ensaios de Vida Quantitativos Acelerados – Avançado. São Paulo, 2008: Reliasoft Coorporation – Documento: 1.0.6B
[1] Mestrado em Ciência e Engenharia de Materiais pela Universidade do Estado de Santa Catarina, Master Black Belt em Seis Sigma e graduação em Engenharia de Materiais pela Universidade Federal de Santa Catarina.
[2] Mestrado em Engenharia Mecânica pela Universidade Federal de Santa Catarina, Master Black Belt em Seis Sigma e graduação em Engenharia Mecânica pela Universidade Federal de Santa Catarina.
[3] Mestrado em Engenharia Elétrica pela Universidade Federal de Santa Catarina e graduação em Engenharia Elétrica pela Universidade Estadual Paulista.
Enviado: Outubro, 2020.
Aprovado: Outubro, 2020.

