ARTIGO ORIGIINAL
FONSECA, Carolina Rodrigues da [1], DUARTE, Cícero Tadeu Tavares [2]
FONSECA, Carolina Rodrigues da. DUARTE, Cícero Tadeu Tavares. Gráfico de Controle da Qualidade: Análise do processo em uma microempresa de Teresina – PI. Revista Científica Multidisciplinar Núcleo do Conhecimento. Ano 05, Ed. 11, Vol. 19, pp. 77-98. Novembro de 2020. ISSN: 2448-0959, Link de acesso: https://www.nucleodoconhecimento.com.br/engenharia-de-producao/grafico-de-controle
RESUMO
O gráfico de controle é uma de suas ferramentas estatísticas e tornou-se muito importante para verificar e analisar os níveis de qualidade e desempenho dos processos, garantindo uma melhor visualização do processo. Com isso, foi formulado o seguinte problema de pesquisa: como a aplicação e análise do gráfico de controle pode auxiliar na otimização do processo de uma microempresa de Teresina-PI? Como uma tentativa de resolução desse problema, este artigo tem como objetivo analisar os conceitos de qualidade, o Controle estatístico da qualidade e a sua ferramenta o Gráfico de Controle, de maneira a identificar as possíveis falhas ocorridas durante o processo de uma microempresa localizada em Teresina. Para isso, utilizou-se uma pesquisa exploratória, com método de procedimento documental, a partir de dados do processo da empresa em estudo e bibliográfica, a partir da literatura atual e relevante sobre o tema.
Palavras-Chave: Ferramenta da qualidade, gráfico de controle, controle estatístico.
1. INTRODUÇÃO
A aplicação de ferramentas da qualidade é hoje uma das principais maneiras para analisar e acompanhar a qualidade dos produtos e serviços. Dentre as ferramentas, destaca-se o gráfico de controle, por ser capaz de identificar as variabilidades nas características, devendo estas serem as menores possíveis (HERMENEGILDO, 2017).
Diante disso, o gráfico de controle é uma de suas ferramentas estatísticas e tornou-se muito importante para verificar e analisar os níveis de qualidade e desempenho dos processos garantindo uma melhor visualização do processo, que segundo Galuch (2002) proporciona um aumento na produtividade, com a eliminação dos desperdícios do processo de retrabalho, aprimorando a qualidade do produto final e melhorando a aceitação por parte dos clientes.
A relevância desse tema se dá pela importância de um bom planejamento e como uma ferramenta de controle, é essencial parar se ter bons resultados de produção. Com isso, foi formulado o seguinte problema de pesquisa: como a aplicação e análise do gráfico de controle pode auxiliar na otimização do processo de uma microempresa de Teresina-PI?
Sendo assim, este projeto tem como objetivo analisar os conceitos de qualidade, o Controle estatístico da qualidade e a sua ferramenta o Gráfico de Controle, de maneira a identificar as possíveis falhas ocorridas durante o processo de uma microempresa localizada em Teresina do segmento de comunicação visual e com isso sugerir melhorias para assegurar a qualidade dos produtos.
A estruturação deste artigo inicia-se pela introdução do tema e estabelecimento dos objetivos, problema de pesquisa e das justificativas. Na fundamentação teórica, abordam-se os principais conceitos de gestão da qualidade e da ferramenta de gráfico de controle da qualidade. Em seguida, são apresentados os procedimentos metodológicos utilizados em todo processo investigativo, depois são apresentados os resultados, finalizando-se com a conclusão do artigo, na qual são sugeridas ramificações investigativas advindas a partir desta.
2. CONCEITOS DE QUALIDADE
O conceito de qualidade pode ser definido de várias maneiras, como por exemplo, Segundo Silva (2009, p. 11), qualidade deriva da palavra latina qualitate e “é sinónimo da procura contínua de melhoria em todas as vertentes, desde a política e estratégia da organização até aos indicadores financeiros mais relevantes, passando pelos níveis de satisfação de todos os stakeholders”.
Goulart e Bernegozzi (2010), diz que a qualidade abrange todos os processos organizacionais e implica no total comprometimento das categorias da empresa. Dessa forma, a qualidade passou a englobar não só o produto, mas também, a organização, os stakeholders e as exigências do mercado.
Para Juran (1991), a qualidade está ligada às características do produto que devem atender as expectativas e desejos dos clientes e ainda explanada como “ausência de falhas”. Estes e dais conceitos, serão mais bem abordados nos tópicos seguintes.
Apesar de muitas, as definições de gestão da qualidade geralmente se referem ao conjunto de atividades, planejadas e executadas, no ciclo de produção e na cadeia de produção, necessárias para se obter a qualidade planejada, ao menor custo possível (TOLEDO et al., 2014, p. 28).
3. CONTROLE ESTATÍSTICA DA QUALIDADE (CEQ)
O Controle Estatístico da Qualidade (CEQ) vem sendo amplamente utilizado pelas empresas, sejam estas públicas ou privadas, independentemente do porte. Ramos (2000) afirma que o objetivo principal do CEQ é acompanhar a qualidade durante a produção, prevenindo possíveis erros; ao invés de verificar apenas no final do processo, evitando custos com retrabalhos e economia de tempo na separação dos produtos defeituosos e dos produtos que atendem as características exigidas.
Abaixo será apresentado no Quadro 01, a comparação entre as características do controle realizado no produto final e o controle realizado durante o processo.
Figura 01 – Controle do produto versus Controle do processo
| TIPO DE CONTROLE | PRODUTO | PROCESSO |
| Ênfase | Detecção de defeitos | Prevenção de defeitos |
| Objetivo | Separar itens bons e ruins | Evitas itens ruins |
| Padrão de Comparação | Limites de especificação | Limites de controle |
| Tipo de Ação | Inspeção | Controle |
| Responsável | Operador ou inspetor | Todos os envolvidos |
Fonte: Adaptado de Ramos (2000).
Para Maiczuk e Júnior (2013) o Controle Estatístico do Processo (CEP) é um sistema de prevenção de falhas, que leva o processo produtivo a ocorrer de maneira segura e sem grandes variações das características do produto, ou seja, mantendo-o dentro de padrões já estabelecidos.
O CEQ é utilizado para controlar os níveis de qualidade dos processos; é uma ferramenta estatística com a capacidade de identificar causas especiais (variabilidades) que podem prejudicar a qualidade dos produtos. Ele é adotado por diversas empresas, pois ajuda a sua permanência e crescimento do mercado (BARBOSA; GAMBI; GEROLAMO, 2017; MAICZUK E JÚNIOR, 2013; RAMOS 2000).
O CEQ apresenta uma descrição detalhada de como acontece o processo, podendo ter um controle maior sobre a produção, através de coleta de dados e análise de possíveis variações. O monitoramento pode ser realizado pelos operadores, assim a identificação das anomalias seria de forma mais rápida, agilizando também na tomada de decisão para as melhorias (DE SOUZA COELHO; MANIÇOBA, 2016).
As causas especiais estão diretamente relacionadas com o processo em si e pode ser resolvida assim que for descoberta, na própria posição de trabalho. Só afeta uma determinada máquina. As causas comuns são definidas como a fonte de variação e é resultante de várias origens. Quando as variações são significantes, corre o risco de ter produtos não conformes, ou seja, que não atendam as características necessárias e exigidas. E para isso, é necessário elaborar ações corretivas, para corrigir e eliminar essas variações (MANIÇOBA, 2016).
4. CONCEITOS DE GESTÃO DA QUALIDADE
O conceito de qualidade é definido a partir do estabelecimento de padrões mensuráveis de avaliação da relação entre o que é planejado e o que é executado. As ferramentas da qualidade fazem parte de um conjunto de instrumentos estatísticos, cujo objetivo é a melhoria da qualidade dos produtos, serviços e processos. Dessa forma, a Gestão da qualidade fundamenta-se na simplicidade e à coerência dos conceitos básicos (DE SOUZA COELHO; MANIÇOBA, 2016).
Dentro dos preceitos da Gestão da Qualidade, a estatística promove um importante papel na gestão da produtividade, porque é improvável a existência de produtos ou serviços exatamente iguais, providos da mesma fonte, com características exatamente de acordo com o modelo original. Por isso, faz-se necessário o domínio das possíveis variações existentes (BARBOSA; GAMBI; GEROLAMO, 2017).
Além disso, a estatística é capaz de oferecer todo o apoio necessário para coletar, tabular, analisar e demonstrar dados existentes. E isso pode ser aplicado em qualquer empresa, independentemente do seu porte, ou seja, pode ser utilizada em pequenas, médias e grandes empresas, apresentando a característica comum do uso de uma ferramenta gráfica e pessoal capacitado para análise crítica dos resultados obtidos (BARBOSA; GAMBI; GEROLAMO, 2017; DE SOUZA COELHO; MANIÇOBA, 2016).
Segundo Carpinetti (2012), as ferramentas da qualidade podem ser resumidas de acordo com o Quadro 02.
Figura 02 – Conceitos das Ferramentas da Qualidade
| FERRAMENTAS | O QUE É | PRA QUE UTILIZAR |
| FOLHA DE VERIFICAÇÃO | Planilha para a coleta de dados | Para facilitar a coleta de dados pertinentes a um problema |
| DIAGRAMA DE PARETO | Diagrama de barra que ordena as ocorrências do maior para o menor | Priorizar os poucos, mas vitais. |
| DIAGRAMA DE CAUSA E EFEITO | Estrutura do método que expressa, de modo simples e fácil, a série de causa de um efeito (problema) | Ampliar a quantidade de causas potenciais a serem analisadas |
| DIAGRAMA DE DISPERSÃO | Gráfico cartesiano que representa a relação entre duas variáveis | Verificar a correlação entre duas variáveis |
| HISTOGRAMA | Diagrama de barra que representa a distribuição da ferramenta de uma população | Verificar o comportamento de um processo em relação à especificação |
| FLUXOGRAMA | São fluxos que permite a visão global do processo por onde passa o produto | Estabelecer os limites e conhecer as atividades |
| GRÁFICO DE CONTROLE | Gráfico com limite de controle que permite o monitoramento dos processos | Verificar se o processo está sob controle |
Fonte: Adaptado de Carpinetti (2012).
Podendo sofrer variações, dependendo do contexto da aplicação. O procedimento de implantação da Gestão da qualidade, provém de políticas, decisões e metodologias suportadas pela administração, devendo aquelas serem conhecidas e entendidas por todos aqueles que irão colocá-las em prática. Assim, a gestão da qualidade deve ser: a) Uma filosofia; b) Um conjunto de metodologias; c) Melhoria contínua; d) Um serviço ao consumidor; e) Envolvimento da mão-de-obra (BARBOSA; GAMBI; GEROLAMO, 2017; DE SOUZA COELHO; MANIÇOBA, 2016; GOBIS; CAMPANATTI, 2017).
5. GRÁFICO DE CONTROLE
A melhor maneira para se avaliar uma sequência de dados é graficamente, pois eles permitem analisar e interpretar informações de forma mais organizada e simples. Segundo Montgomery (1997) os gráficos de controles são utilizados para identificar e medir as variações que ocorrem durante o processo. Os gráficos apresentam limite central, limite inferior e limite superior, onde é possível verificar a normalidade dos processos, e caso necessário, aplicar melhorias.
Para Samohyl (2009) a melhor forma de supervisionar a variabilidade de um processo é através dos gráficos de controles, pois contribuem no controle da qualidade e na garantia da conformidade das características do produto. Se utilizados da forma correta, esta ferramenta age imediatamente o que possibilita detectar a mudança no processo rapidamente.
Segundo Montgomery (1997) o controle da qualidade de um produto é feito a partir da identificação e da medição das variações ocorridas em todo o processo de produção por meio de gráficos de controle. Os gráficos de controle são definidos por ele como ferramentas fundamentais para a avaliação do grau de controle estatístico do processo, devido ao fato de que é possível determinar se as variações que ocorrem são devidas a causas assinaláveis ou a causas aleatórias.
O controle simultâneo de variáveis correlacionadas é necessário pois, muitas vezes, as variáveis parecem estar sob controle estatístico quando analisadas separadamente, mas, na verdade, o sistema poderá estar fora de controle (JACKSON, 1956).
Há dois tipos de gráficos de controles. Um deles é o por variáveis e o outro por atributos, onde no primeiro gráfico as características do produto se manifestam por meio quantitativo e no segundo gráfico as características se manifestam por meio qualitativo (MONTGOMERY, 2004; ROSÁRIO, 2004).
5.1 GRÁFICO DE CONTROLE POR VARIÁVEIS
O gráfico por variáveis estuda o comportamento de características mensuráveis, como peso, comprimento, densidade, espessura de uma peça, tempo de entrega. Na maioria das vezes o gráfico empregado é o da média amostral ?̅ e da amplitude amostral R.
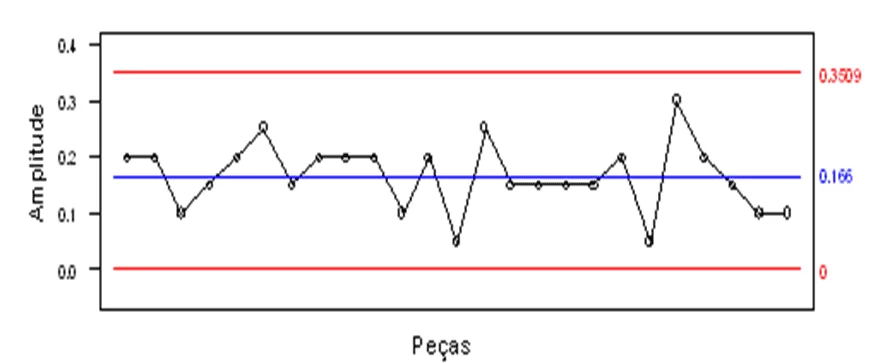
Este tipo de gráfico de controle é o mais comumente utilizado nas indústrias. É adequado para quem trabalha com subgrupos que possuam entre 2 e 9 amostras. O gráfico ?̅ reflete o valor médio de um subgrupo e o gráfico R as variações do produto. Estes dois gráficos devem ser analisados juntos a fim de controlar a variação do processo dentro de um subgrupo. E possuem dois limites (superior e inferior) e uma linha média (valor esperado). As figuras 03 e 04 apresentam exemplos de gráficos de ?̅ e R.
Figura 03 – Exemplos de gráficos de médias e amplitude (X-Barra)
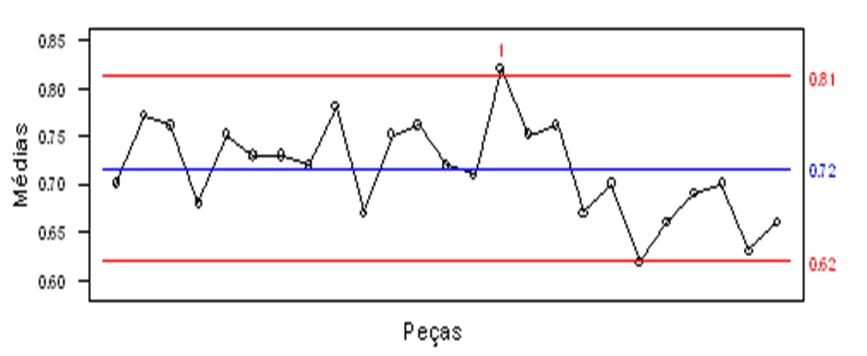
Figura 04 – Exemplos de gráficos de médias e amplitude (Amplitude)
5.2 GRÁFICO DE CONTROLE POR ATRIBUTOS
Este tipo de gráfico é utilizado para medir a qualidade ou defeito de uma amostra; mede a parte qualitativa do processo, a parte não mensurável. Monitoram a variação do número de itens não conformes que ocorrem durante um longo período da produção.
Figura 05 – Exemplos de Gráficos de controle por atributos
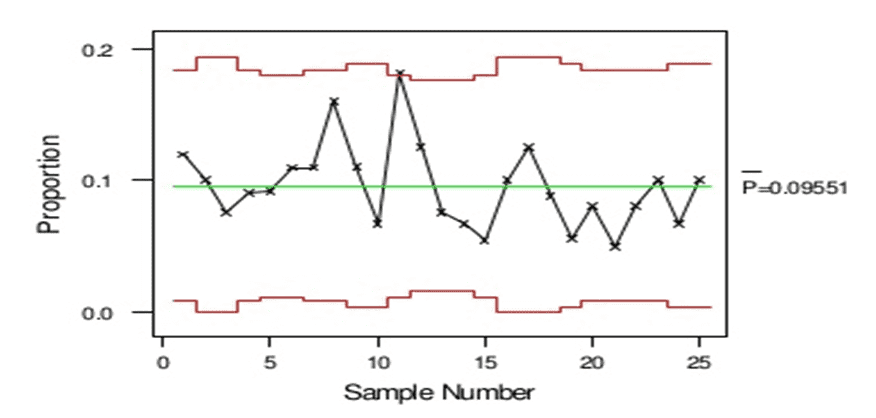
Existe uma grande categoria que classifica os itens em conforme e não conformes, que é o caso do gráfico do número de defeituosos (np) e o gráfico da fração defeituosa (p).
- a) Gráfico np (número de defeituosos)
Esse tipo de gráfico necessita que o tamanho das amostras seja iguais e mantenha-se constante. Baseia-se no número de itens não conformes e é utilizado quando o número real é mais expressivo e fácil de registrar. (INDEIZEICHAK, 2005).
- b) Gráfico p (fração defeituosa)
Este gráfico permite trabalhar com o tamanho das amostras diferentes, ao contrário do gráfico np. Tais itens podem ter diversas características da qualidade que são inspecionadas simultaneamente, então se ao ser verificadas for notado que uma de suas características não foram atendidas, o item é classificado como não conforme. A fração não conforme é definida como a razão entre a quantidade de itens não conformes em uma população e o total de itens nesta população (MONTGOMERY, 2016).
6. METODOLOGIA
Quanto aos objetivos a pesquisa foi exploratória, pois permitiu uma maior familiaridade entre o pesquisador e o tema a ser estudado. Possui obtenção de dados, levantamento bibliográfico, análise de exemplos e permite a construção de hipóteses (GIL, 2008).
Quanto aos procedimentos técnicos, foram realizados dois tipos de pesquisa: documental e bibliográfica. Pesquisa documental iniciou-se por uma fase exploratória, em seguida ocorreu a coleta de dados, e na última fase a análise e interpretação dos dados obtidos a partir do processo de uma microempresa de Teresina-PI (LÜDKE e ANDRÉ, 1999). E se classifica também como bibliográfica, pois utilizou-se de material já publicado, como livros, artigos, periódicos, Internet, teses, para o desenvolvimento do projeto.
E por fim, quanto à metodologia de abordagem, se classifica em quantitativa, pois os dados foram coletados e organizados em gráficos. Também se classifica em qualitativa, pois se trata de uma pesquisa social, onde serão analisados os dados para melhor compreensão do fenômeno investigado.
A pesquisa foi aplicada no produtivo de uma microempresa do segmento de comunicação visual localizada em Teresina-PI durante o período de fevereiro a novembro de 2020, com pesquisa de campo realizada nos meses de setembro e outubro de 2020.
Devido à natureza da pesquisa, decidiu-se trabalhar com uma amostragem não probabilística do tipo intencional e levando em consideração o critério de saturação defendido por Guest, Bunce e Johnson (2006), por meio do qual concluiu-se certo número de documentos até haver reincidência nas informações obtidas, permitindo uma abrangência suficiente sobre o assunto abordado e possibilitando que os resultados alcançados através da análise dos dados da amostra pudessem ser trabalhados com determinado grau de certeza. A seleção da amostra é feita de forma aleatória, utilizando o filtro: os documentos estavam relacionados ao processo da empresa a ser analisada. Justifica-se também essa amostra, devido ser uma microempresa onde o universo é de tamanho pequeno, e é fácil o acesso a listagem dos colaboradores.
A estruturação da pesquisa foi realizada com base em literaturas que já receberam um tratamento especial como artigos científicos, teses, dissertações, monografias, e livros relacionados ao tema, descrevendo a importância para solucionar o problema proposto. Realizou-se também revisão literária através de leitura sistêmica. O pesquisador teve total apoio e orientação da professora orientadora.
Por se tratar de uma pesquisa com procedimento técnico documental, não houve a necessidade de submissão ao Comitê de Ética e Pesquisa. A análise dos dados bibliográficos foi realizada de acordo com o referencial teórico adotado, confrontando os conceitos, teorias e concepções dos autores renomados sobre o tema.
7. RESULTADOS E DISCUSSÃO
7.1 CARACTERIZAÇÃO DA EMPRESA INVESTIGADA
O presente artigo foi desenvolvido em uma empresa de comunicação e identificação visual, localizada na região centro-sul da cidade de Teresina no Piauí. A empresa trabalha com a confecção de placas em lona, banners, cartões de visita, adesivos, plotagem de veículos e designer de logo marcas. Além disso, a empresa atua no fornecimento de proteções de acrílico para empresas. Devido aos acontecimentos recentes, relacionados ao surgimento da pandemia, causada pelo vírus COVID-19, e a consequente necessidade de políticas de distanciamento e aquisição de equipamentos e acessórios de proteção contra a transmissão do vírus, optou-se por focar este artigo no processo de produção e fornecimento de proteções de acrílico para empresas da cidade de Teresina.
Como já mencionado, o trabalho foi realizado em uma empresa de comunicação visual que tem fins lucrativos voltados para a produção e comercialização de produtos e serviços relacionados com a identidade visual de empresas de pequeno e grande porte. Existe, portanto, um setor responsável pelas atividades de venda, com um quadro exclusivo de vendedores e um supervisor especializado em segmentos de imagem visual diversos, contando com uma equipe de promotores para desenvolver estratégias de destaque dos produtos e administração logística para garantir condições de entrega e qualidade de serviços favoráveis.
7.2 CARACTERIZAÇÃO DO PROCESSO INVESTIGATIVO
A coleta de dados para esta investigação ocorreu, especificamente, no setor de produção de proteções de acrílico, que conta com uma equipe integrada com responsáveis pela medição dos layouts, corte de peças em acrílico e montagem na empresa cliente. A partir dessa coleta, essas informações foram processadas e transformadas em relatórios e planilhas para análise pelos investigadores.
Os documentos contam com informações relacionadas à matéria prima utilizada para produção, tempo para confecção, sobras do processo, retrabalho e prazo de entrega. Dos documentos coletados foram selecionados para análise apenas aqueles que tratavam sobre retrabalho e sobra de material e prazo de entrega, selecionando-se categorias de análise definidas como fundamentações de extrema relevância para o alcance dos objetivos da pesquisa e que foram comparadas com informações de outros relatórios internos de faturamento e produtividade de vendas. Essas categorias de análise são melhores explanadas nos tópicos que seguem.
7.2.1 CONTROLE DO RETRABALHO PARA OTIMIZAÇÃO DO PROCESSO
O retrabalho é um problema que existe em todas as empresas qualquer que seja a área de atuação. Pode ser definido como a necessidade de executar um mesmo processo mais de uma vez, por conta de um erro na primeira execução, o que causa perda de tempo e recursos despendidos nos processos (MELLO; BANDEIRA; BRANDALISE, 2018).
No processo de produção de proteções de acrílico estudado, o retrabalho é um dos problemas que mais afetam financeiramente a empresa, pois perde-se muito tempo para ser refeito e muitas vezes o material não pode ser reutilizado. O aumento no índice de retrabalho de atividades ocorre por falhas na gestão de processos, seja por falta de supervisão ou controle das tarefas executadas ou pela falta de planejamento antes da execução de atividades, dentre outros fatores.
Com base nessas informações (tabela 1.0), foram estruturados gráficos de controle de retrabalho, para serem analisadas as variações e identificadas às anormalidades, ou seja, as condições que estão fora do controle. Dessa forma, é possível descobrir o exato período em que o processo saiu de controle, facilitando a identificação das causas do problema.
Tabela 1.0 – Número de retrabalho por funcionário
| Amostra | Número de retrabalho | ||||
| V1 | V2 | V3 | Média | Amplitude | |
| D1 | 3 | 2 | 2 | 2,333333 | 1 |
| D2 | 1 | 1 | 0 | 0,666667 | 1 |
| D3 | 1 | 3 | 0 | 1,333333 | 3 |
| D4 | 6 | 4 | 3 | 4,333333 | 3 |
| D5 | 2 | 2 | 1 | 1,666667 | 1 |
| D6 | 1 | 1 | 0 | 0,666667 | 1 |
| D7 | 1 | 2 | 2 | 1,666667 | 1 |
| D8 | 2 | 1 | 1 | 1,333333 | 1 |
| D9 | 3 | 0 | 1 | 1,333333 | 3 |
| D10 | 1 | 1 | 2 | 1,333333 | 1 |
Fonte: Criação do autor (2020).
A tabela acima é composta por informações coletadas em dias alternados aleatoriamente. Foram coletadas informações relacionadas à quantidade de retrabalho durante todo o dia selecionado realizada pelos 03 representantes responsáveis pela medida, confecção e entrega do pedido, definindo as constantes de n = 3 amostras conforme tabela 2.0 a seguir:
Tabela 2.0 – Constantes pela amostra
| Tamanho da Amostra (n) | Constante d2 | Constante d3 |
| 2 | 1,128 | 0,8525 |
| 3 | 1,693 | 0,8884 |
| 4 | 2,059 | 0,8798 |
| 5 | 2,326 | 0,8641 |
| 6 | 2,534 | 0,8480 |
| 7 | 2,704 | 0,8332 |
| 8 | 2,847 | 0,8198 |
| 9 | 2,970 | 0,8078 |
| 10 | 3,078 | 0,7971 |
Fonte: Criação do autor (2020).
A partir dos dados da Tabela 1.0 foi obtida a média geral, a partir do cálculo da média aritmética de todos os dados e a amplitude a partir da diferença entre o menor e o maior valor da amostra. Com isso é possível calcular o valor de R Barra que é igual a média aritmética geral de todas as amplitudes para calcular o desvio padrão (σ):
A partir dessas informações a seguinte tabela pôde ser estruturada (Tabela 3.0):
Tabela 3.0 – Cálculos gerais
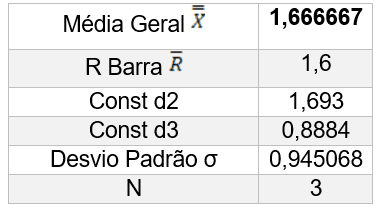
Com base nas informações da Tabela 3.0, foi possível calcular os limites de controle superior LSC Xbar, médio LM Xbar e inferior LIC Xbar, conforme descrito na Tabela 4.0:Fonte: Criação do autor (2020).
a) Limite Superior de Controle X-Barra: 
b) Limite Médio X-Barra: ![]()
c) Limite Inferior de Controle X-Barra: 
Tabela 4.0 – Limites de Controle do Gráfico X-Barra
| LSC Xbar | 3,303572 |
| LM Xbar | 1,666667 |
| LIC Xbar | 0,029761 |
Fonte: Criação do autor (2020).
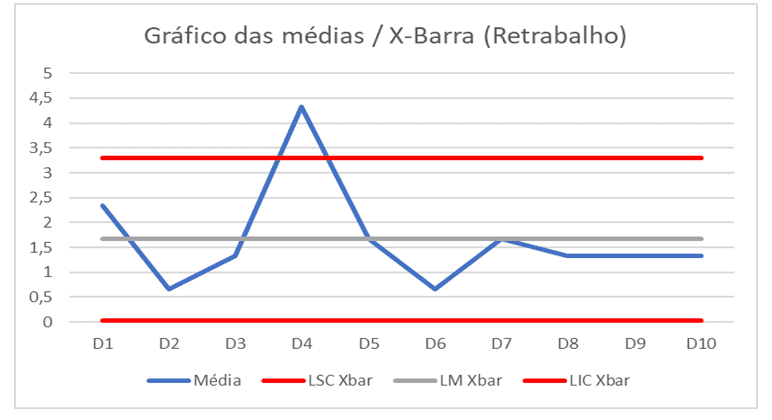
Com isso, foi possível elaborar o Gráfico de controle X-Barra das informações de retrabalho, conforme Gráfico 1.0 a seguir:
Gráfico 1.0 – Gráfico das médias de retrabalho X-Barra
Ainda com base nas informações da Tabela 3.0, foi possível calcular os limites de controle superior LSC R, médio LM R e inferior LIC R, conforme descrito na Tabela 5.0:
d) Limite Superior de Controle X: ![]()
e) Limite Médio X: 
f) Limite Inferior de Controle X: ![]()
Tabela 5.0 – Limites de Controle do Gráfico R
| LSC R | 4,118795 |
| LM R | 1,6 |
| LIC R | 0 |
Fonte: Criação do autor (2020).
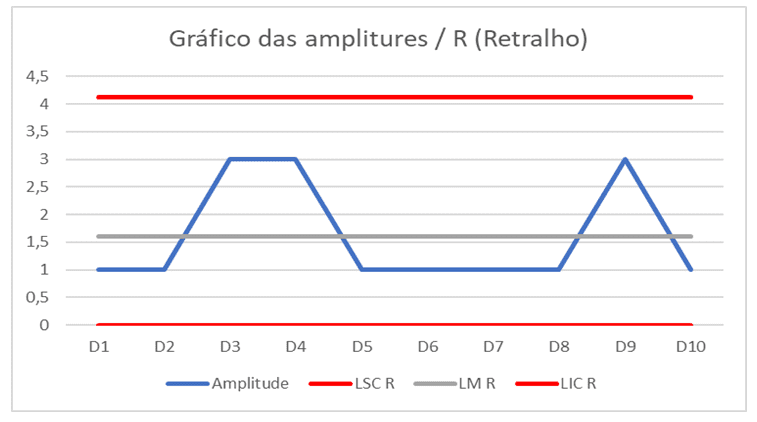
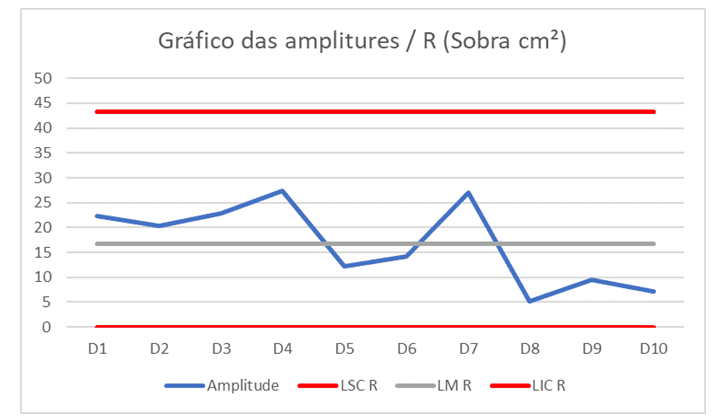
A partir dessas informações, foi possível elaborar o Gráfico de controle X das informações de retrabalho, conforme Gráfico 2.0 a seguir:
Gráfico 2.0 – Gráfico das amplitudes de retrabalho R
7.2.2 ANÁLISE DE DESPERDÍCIOS: CONTROLE DE PERDAS NA PRODUÇÃO
Uma das principais causas de desperdício e sobra de materiais no ambiente empresarial está diretamente relacionada à produção de itens sem que haja um planejamento adequado da execução das atividades do processo. Tudo isso gera implicações negativas nos custos de produção, tanto no que diz respeito à matéria prima utilizada, como no tempo do retrabalho da mão de obra, influenciando negativamente tanto os gastos quanto a satisfação do cliente final com atrasos da entrega programada (MELLO; BANDEIRA; BRANDALISE, 2018).
No caso da empresa estudada, a sobra de material está diretamente relacionada ao planejamento inicial de execução realizada pelo representante e ao acompanhamento até a entrega do produto. A partir dessas informações, foram selecionados dados referentes à sobra de acrílico em dias alternados para melhor avaliação da eficiência do processo de confecção de proteções de acrílico na Tabela 6.0.
Tabela 6.0 – Sobra de acrílico em cm²
| Amostra | Sobra de acrílico cm² | ||||
| V1 | V2 | V3 | Média | Amplitude | |
| D1 | 82,6 | 60,55 | 60,2 | 67,78333 | 22,4 |
| D2 | 30,95 | 32 | 11,75 | 24,9 | 20,25 |
| D3 | 30,3 | 33,66 | 10,8 | 24,92 | 22,86 |
| D4 | 120,3 | 112,1 | 93 | 108,4667 | 27,3 |
| D5 | 27,49 | 25 | 37,12 | 29,87 | 12,12 |
| D6 | 13,4 | 19,22 | 5 | 12,54 | 14,22 |
| D7 | 6,6 | 15,22 | 33,64 | 18,48667 | 27,04 |
| D8 | 4,8 | 7 | 9,98 | 7,26 | 5,18 |
| D9 | 14 | 4,5 | 6,35 | 8,283333 | 9,5 |
| D10 | 5,44 | 9,89 | 12,5 | 9,276667 | 7,06 |
Fonte: Criação do autor (2020).
A partir dos dados da tabela 6.0 acima e dos cálculos já apresentados no tópico anterior, foi possível criar os dois Gráficos abaixo descritos para melhor análise da eficiência do processo de confecção das proteções de acrílico (Gráficos 3.0), (Gráfico 4.0):
Gráfico 3.0 – Gráfico das médias de sobra X-Barra
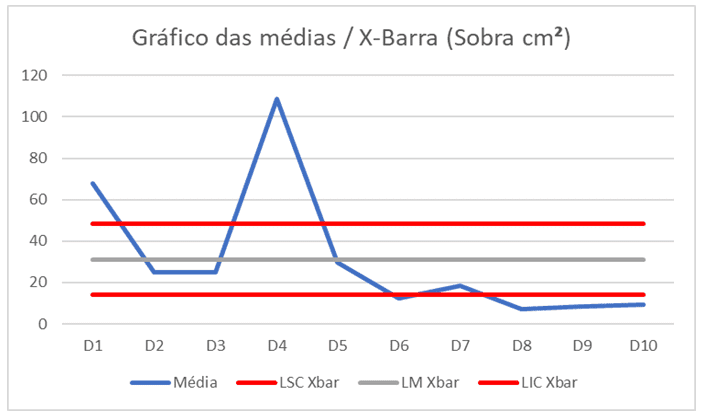
Gráfico 4.0 – Gráfico das amplitudes de sobra R
7.3 ANÁLISE DOS RESULTADOS
A partir de uma análise superficial dos gráficos que demonstram o comportamento dos dados de retrabalho do processo pode ser percebido, no Gráfico das médias (X-Barra) um momento específico (D4) em que o fluxo se apresenta fora de controle estatístico. Ou seja, a linha média demonstra variações além do Limite Superior de Controle (LSC), portanto, está fora do controle estatístico definido pelo gráfico.
Além disso, quando analisado o comportamento do Gráfico das médias (X-Barra), o qual representa os dados de desperdício, percebe-se que a linha média supera o Limite Superior de Controle, indicando que o fluxo do processo se encontra fora de controle estatístico no período entre D3 e D5.
Com base na identificação dessa fuga, percebe-se que ações devem ser tomadas com o auxílio, inclusive, de outras ferramentas da qualidade (Ex.: Diagrama de Ishikawa, 5Why’s, dentre outros) para serem identificadas as causas do problema de descontrole e as medidas a serem adotadas tanto de curto e longo prazo. Nos demais gráficos, como não há “fuga do controle” não há a necessidade de verificação, pelo menos nesses casos exemplificados.
8. CONCLUSÃO
Como contribuição acadêmica, acompanhando os aportes teóricos envolvidos em uma temática que vem sido discutida ao longo do tempo e considerando as limitações de investigações anteriores, o presente artigo apresenta os impactos da gestão do processo de confecção de proteção de acrílico em uma empresa de comunicação visual da cidade de Teresina-PI. A partir da identificação, seleção e análise do fluxo do processo de produção de proteções de acrílico e aplicação da ferramenta da qualidade Gráfico de controle, pôde-se constatar que a insistência que pesquisas anteriores têm focado na aplicação de ferramentas desatentando dos fatores de implicações negativas na eficiência do processo, tais como: retrabalho, desperdício e prazo de entrega. Com isso, subestima-se a aplicabilidade dos achados e dificulta a compreensão do fluxo de compras.
O presente trabalho teve por objetivo analisar os conceitos de qualidade, o Controle estatístico da qualidade e a sua ferramenta o Gráfico de Controle, de maneira a identificar as possíveis falhas ocorridas durante o processo de produção de proteções de acrílico em uma microempresa localizada em Teresina. A partir dessa investigação, emergiram duas categorias de análise relacionadas à gestão de compras: a) o Controle do retrabalho como uma forma de otimização do processo; b) O controle de desperdícios para evitar perdas na produção. No entanto, ao contrário do que se sugerem em trabalhos científicos anteriores, percebe-se que a análise das causas de problemas diversos, é realizada de forma mais eficiente quando atrelada a fatores previamente definidos, agregando benefícios de custo e otimização das tarefas do processo produtivo.
É esperado que os resultados deste artigo, aliado às peculiaridades associadas à aplicação da ferramenta da qualidade de Gráfico de controle, assegurem contribuições teóricas, gerenciais e sociais providas desta investigação. Para alcance das expectativas, a partir desta parte inicial de um estudo mais aprofundado acerca dos impactos gerados pela gestão do processo de produção de proteções de acrílico em uma empresa de comunicação visual, sugere-se para estudos futuros tanto qualitativos, quanto quantitativos que possam ser investigadas informações de outros setores ou estabelecimentos dentro do mesmo segmento, para comprovar a veracidade provida a partir deste artigo. Além disso, a investigação pode ser focada nas implicações quantitativas na influência direta da falha de gerenciamento dos custos da empresa, fazendo-se uma análise mais aprofundada das vantagens estratégicas envolvidas na escolha da melhor forma de gestão.
REFERÊNCIAS
BARBOSA, Flávia Monize; GAMBI, Lillian do Nascimento; GEROLAMO, Mateus Cecilio. Liderança e gestão da qualidade–um estudo correlacional entre estilos de liderança e princípios da gestão da qualidade. Gestão & Produção, v. 24, n. 3, p. 438-449, 2017.
CARPINETTI, Luiz César Ribeiro et al. Gestão da qualidade. EDa Atlas: SA, 2012.
DE SOUZA COELHO, Fabrício Pozzuto; DA SILVA, Adriano Maniçoba; MANIÇOBA, Rafaela Ferreira. Aplicação das ferramentas da qualidade: estudo de caso em pequena empresa de pintura. Refas-Revista Fatec Zona Sul, v. 3, n. 1, p. 31-45, 2016.
GALUCH, Lucia. Modelo para Implementação das Ferramentas Básicas do Controle Estatístico do Processo – CEP em Pequenas Empresas Manufatureiras. 2002. 86f. Dissertação (Mestrado em Engenharia de Produção) – Programa de Pós-Graduação em Engenharia de Produção, UFSC, Florianópolis.
GIL, Antônio Carlos. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2008.
GOBIS, Marcelo Aparecido; CAMPANATTI, Reynaldo. Os benefícios da aplicação de ferramentas de gestão de qualidade dentro das indústrias do setor alimentício. Hórus, v. 7, n. 1, p. 26-40, 2017.
HERMENEGILDO, Gabriela de Araújo. Proposta de implementação do gráfico de controle em uma empresa de pequeno porte no Paraná. 2017. Trabalho de Conclusão de Curso. Universidade Tecnológica Federal do Paraná.
IGNÁCIO, Sérgio Aparecido. Importância da estatística para o processo de conhecimento e tomada de decisão. Revista Paranaense de Desenvolvimento, n. 118, p. 175-192, 2010.
INDEZEICHAK, Vilmara. Análise do controle estatístico da produção para empresa de pequeno porte: um estudo de caso. Dissertação (Mestrado em Engenharia de Produção) – Departamento de Pesquisa e Pós-Graduação. Ponta Grossa: Universidade Tecnológica Federal do Paraná, 2005. Disponível em: https://www.livrosgratis.com.br/ler-livro-online-8037/analise-do-controle-estatistico-da-producao-para-empresa-de-pequeno-porte–um-estudo-de-caso. Acesso em: 23 set. 2020
LÜDKE, Menga; DE ANDRÉ, Marli Eliza Dalmazo Afonso. A Pesquisa em educação: abordagens qualitativas. São Paulo: EPU, 1999.
MAICZUK, Jonas; JÚNIOR, Pedro Paulo Andrade. Aplicação de ferramentas de melhoria de qualidade e produtividade nos processos produtivos: um estudo de caso. Qualitas Revista Eletrônica, v. 14, n. 1, 2013. Disponível em: http://revista.uepb.edu.br/index.php/qualitas/article/view/1599. Acesso em : 15 ago. 2020
MELLO, Luiz Carlos Brasil de Brito; BANDEIRA, Renata Albergaria de Mello; BRANDALISE, Nilson. Seleção de metodologia de mensuração de retrabalho através da utilização do método AHP. Gestão & Produção, v. 25, n. 1, p. 94-106, 2018.
MONTGOMERY, Douglas C. Introdução ao Controle Estatístico de Qualidade. LTC. 2016
MONTGOMERY, Douglas C. Introdução ao Controle Estatístico da Qualidade. Rio de Janeiro: LTC 4. Ed. 2009.
PIRES, Verônica Tassinari. Implantação do controle estatístico de processos em uma empresa de manufatura de óleo de arroz. 2000.
SAMOHYL, Robert Wayne. Controle estatístico da qualidade. Rio de Janeiro: Elsevier, 2009.
SILVA, Miguel Ângelo Gomes. Desenvolvimento e implementação de um Sistema de Gestão da Qualidade (Dissertação de Mestrado, Universidade de Aveiro, Aveiro, Portugal). 2009. Disponível em: http://hdl.handle.net/10773/1715. Acesso em: 03 out. 2020
[1] Graduando em Engenharia de Produção.
[2] Orientador. Mestrado em Engenharia de Produção. Especialização em Gerência De Recursos Humanos. Especialização em MBA Em Gestão Empresarial. Graduação em Administração.
Envaido: Novembro, 2020.
Aprovado: Novembro, 2020.

Uma resposta
Bom dia!
Atuo em uma fábrica em desenvolvimento em SP.
Todos os assuntos acima mencionados não temos um controle efetivo e são todos recorrentes e ações pontuais são tomadas, mas sem conseguir mensurar sua eficiência através de dados.
Qual profissional devo procurar no mercado de trabalho para que efetivamente seja mapeado todo o processo da empresa?
Obrigado!