ARTIGO ORIGINAL
MELLO, Manuela Olaya Paschoal de [1], SIMÕES, Rita de Cássia Colman [2]
MELLO, Manuela Olaya Paschoal de. SIMÕES, Rita de Cássia Colman. Processos de hidrotratamento no petróleo: revisão de literatura. Revista Científica Multidisciplinar Núcleo do Conhecimento. Ano. 07, Ed. 03, Vol. 04, pp. 159-172. Março de 2022. ISSN: 2448-0959, Link de acesso: https://www.nucleodoconhecimento.com.br/quimica/processos-de-hidrotratamento
RESUMO
Os contaminantes presentes nas correntes de óleo podem causar uma série de problemas, incluindo instabilidade e corrosão do produto, além da geração de problemas no meio ambiente associados à liberação de compostos nocivos na atmosfera. Neste contexto, levantou-se a seguinte questão norteadora: como, de acordo com a literatura já publicada, os processos de hidrotratamentos têm sido realizados a partir de catalisadores para a extração do petróleo? Portanto, tem-se como objetivo relatar, de acordo com a literatura publicada, a realização dos processos de hidrotratamento a partir de catalisadores para a extração do petróleo. Como metodologia, adotou-se a revisão bibliográfica feita em artigos, livros e demais documentos acadêmicos. Por fim, conclui-se que o processo de hidrotratamento de petróleo é realizado por meio de processos de hidrogenação catalítica que saturam hidrocarbonetos, removem heteroátomos e outros metais, sendo os catalisadores compostos eficientes na remoção de compostos de enxofre, nitrogênio e oxigênio. Além disto, observou-se que alguns cuidados nos processos de hidrotratamento culminam em uma maior qualidade no produto final derivado do petróleo, como é o caso do diesel. Sendo assim, com o correto emprego dos catalisadores, é possível reduzir as impurezas e tornar a extração petrolífera um método mais sustentável, ou seja, que cause impacto mínimo ao meio ambiente.
Palavras-chave: Hidrotratamento, Hidrodessulfurização, Hidrodesnitrogenação, Hidrodeoxigenação.
1. INTRODUÇÃO
O hidrotratamento (HDT) tem como finalidade primária a remoção de compostos de enxofre, nitrogênio, oxigênio e metais pesados dos extratos do petróleo em resposta à hidrogenação.
Devido ao aumento da inibição da especificação do combustível, há a necessidade de reduzir ainda mais o teor desses compostos, pois os gases combustíveis desses elementos de nitrogênio e enxofre são altamente poluentes (UNICENP, 2002). Neste contexto, os processos de hidrotratamento visam remover impurezas, como enxofre e nitrogênio de combustíveis destilados – nafta, parafina e diesel – por meio do tratamento de hidrogênio alimentado em altas temperaturas e pressões antes do catalisador. Sendo este, portanto, um processo que se expandiu nos últimos anos, a fim de reduzir impurezas para produzir óleo com baixo teor de enxofre.
As condições de operação terapêuticas se dão em função do tipo de alimentação e dos níveis de dessulfuração desejados no produto tratado (CORRÊA, 2009). Um fator a ser considerado, são as condições adequadas para que o hidrotratamento ocorra da forma mais eficiente possível (PERISSÉ, 2007; CORRÊA, 2009).
Sendo assim, uma das causas que influenciam o efeito positivo desse processo, é a seleção de catalisadores que sejam eficazes na remoção de compostos de enxofre, nitrogênio e oxigênio, uma vez que o processo de liberação desses poluentes é consistente (PEREIRA; SILVA; MELLO, 2017). Portanto, a desenvoltura de métodos de extração petrolífera capazes de causar impacto mínimo no meio ambiente é essencial, sendo o hidrotratamento uma metodologia eficaz em conquistar tais resultados.
Para que o hidrotratamento seja efetivo, deve-se escolher o catalisador correto. Os tipos de catalisadores usualmente empregados no processo de hidrotratamento são feitos à base de óxidos ou de sulfetos de metais de transição. Alguns exemplos podem ser citados, como o níquel, o cobalto, o ferro, o molibdênio e o tungstênio. A maior parte desses catalisadores é suportada em alumina (Al2O3). Este suporte, por sua vez, tem como intuito criar uma área específica elevada para que os componentes ativos catalíticos fiquem dispersos na forma de micropartículas (HOFF, 2015).
Os catalisadores fazem com que sejam observadas as melhores condições para que o hidrotratamento ocorra de uma maneira mais eficiente (PEREIRA; SILVA; MELLO, 2017). Um outro benefício associado à correta escolha de catalisadores é a sua eficiência na remoção de compostos sulfurados, nitrogenados e oxigenados.
Esses compostos são as impurezas predominantes que atribuem às frações de petróleo propriedades indesejáveis, tais como: a corrosividade, a acidez, o odor desagradável, a formação de compostos poluentes, as alterações na cor, dentre outros tipos de impurezas (PEREIRA; SILVA; MELLO, 2017).
Tendo em vista a importância deste processo para que a extração petrolífera seja o mais sustentável possível e a utilização de catalisadores para maior eficiência na remoção de compostos sulfurados, nitrogenados e oxigenados, o presente artigo, tem como questão norteadora: como, de acordo com a literatura já publicada, os processos de hidrotratamentos têm sido realizados a partir de catalisadores para a extração do petróleo? Portanto, tem-se como objetivo relatar, de acordo com a literatura publicada, a realização dos processos de hidrotratamento a partir de catalisadores para a extração do petróleo.
Tendo em vista esta relação entre o hidrotratamento e os catalisadores, a partir de uma pesquisa bibliográfica feita em artigos, livros e demais documentos acadêmicos, este artigo discute sobre os processos de hidrotratamento e sobre a como a utilização correta de catalisadores nesses processos pode contribuir com uma redução expressiva de impurezas, visando uma melhora expressiva na qualidade final do diesel.
2. CARACTERÍSTICAS DO PROCESSO DE HIDROTRATAMENTO (HDT)
O hidrotratamento (HDT) inclui processos de hidrogenação catalítica que são utilizados para saturar hidrocarbonetos e remover heteroátomos como S, N e O, bem como metais de uma ampla variedade de fluxos de petróleo dentro de uma refinaria de petróleo (PEREIRA; SILVA; MELLO, 2017).
Os heteroátomos são eliminados por meio de reações de hidrogenólise, enquanto, os hidrocarbonetos aromáticos policíclicos, são submetidos a uma hidrogenação parcial. Outros hidrocarbonetos insaturados, como: olefinas e diolefinas, também são hidrogenados. A extensão da reação para as diferentes classes de componentes depende da natureza do catalisador e das condições de operação. O processo HDT não induz alteração significativa na faixa de ebulição da fração de alimentação (ALVES et al., 2015).
Uma tendência crescente no refino de petróleo é o impulso para o processamento de óleos e resíduos mais pesados. Esses feeds do “fundo do barril” contendo grandes quantidades de heteroátomos e metais tornaram imperativo o desenvolvimento contínuo de tecnologia para enfrentar esses desafios. Hoje, todas as refinarias de petróleo possuem uma ou mais unidades HDT presentes em sua configuração. Isso contribui para que este processo seja a maior aplicação de catálise industrial com base na quantidade de material processado por ano, com cerca de 50% do total de petróleo bruto refinado anualmente (ALVES et al., 2015).
Algumas reações químicas que podem ocorrer simultaneamente no processo de hidrotratamento (HDT) e hidroconversão (HCC) (TOLEDO; MEYER; MACIEL FILHO, 2005) são: hidrodessulfurização, na qual compostos orgânicos de enxofre são convertidos em sulfeto de hidrogênio; hidrodenitrogenação, na qual os compostos de nitrogênio são convertidos em amônia; hidrodesoxigenação, na qual compostos vivos contendo oxigênio são convertidos em água; hidrodesmetalização, na qual compostos organometálicos são convertidos em seu sulfeto metálico; saturação de olefinas, na qual compostos orgânicos contendo ligações duplas são convertidos em seus próprios compostos homólogos; hidrodesaromatização, na qual outros compostos aromáticos são convertidos em naftalenos; e remoção de haletos, em que haletos orgânicos são convertidos em haletos de hidrogênio (LIMA et al., 2012).
No entanto, é importante notar que cada óleo é diferente, portanto, testes adequados devem ser realizados para determinar seu caráter perfeito. Entretanto, em termos de sua composição, a porcentagem de compostos constituintes pode ser exemplar, embora a combinação desses elementos dê ao petróleo bruto uma reciclagem infinita, tornando-o uma mistura complexa com várias características. Sendo assim, as condições de operação dos processos aqui estudados variam (VALVERDE JÚNIOR; PAULINO; AFONSO, 2008).
Dentre os poluentes, os que fornecem as partículas mais tóxicas do petróleo são os compostos de enxofre, nitrogênio e oxigênio. Esses componentes conferem aos componentes aspectos como: ferrugem, acidez, odor, formação de contaminantes, mudança de cor etc. (MELO; SANTOS; CARVALHO, 2004). Portanto, para atender às especificações exigidas, muitas vezes é necessário converter esses compostos em compostos agressivos (na natureza e nos processos de processo) ou tornar efetiva a remoção desses compostos.
Dentre as recomendações expostas acima, existe a possibilidade de tratamento como: dessalinização eletrostática, tratamento cáustico, terapia merox, tratamento bender, tratamento com DEA (Dietanolamina)/MEA (Monoetanolamina) ou hidrotratamento (MELO; SANTOS; CARVALHO, 2004). Além da utilização de catalisadores para tornar mais efetiva a remoção de compostos.
2.1 HIDRODESSULFURIZAÇÃO (HDS)
Um processo que pode ser destacado, neste contexto, é a hidrodessulfurização (HDS), sendo este um processo químico catalítico no qual o enxofre (S) é extraído do gás natural e, derivados de petróleo refinados, como: gasolina, parafina, diesel, são extraídos na forma de sulfeto de hidrogênio ou dióxido de enxofre.
Quanto ao rendimento do processo de hidrodessulfurização utilizado na indústria, os resultados são satisfatórios no que diz respeito à remoção do enxofre dos compostos sulfurados. Entretanto, existem vários fatores que influenciam na eficácia desse hidrotratamento, como, por exemplo, a posição de um grupo alquila que prejudica severamente a regeneração das moléculas de enxofre contra esse processo. Além disso, pode-se supor que, na maioria dos casos, quando os átomos de carbono se ligam à troca de enxofre, é mais difícil removê-lo (ANP, 2000)
Fatores-chave a serem analisados na função do catalisador HDS são: alta seletividade, estabilidade, resistência mecânica, área específica (m²/g), ampla largura e volume de poros (ANP, 2000).
No processo HDS, os catalisadores podem ser feitos de sulfetos de Mo e W, promovidos por sulfetos de Co ou Ni. Neste contexto, os catalisadores são amplamente utilizados se o objetivo é extrair cargas sulfuradas da destilação direta ou é necessária alta seletividade para reações de HDS contra outras reações. No entanto, em cargas decorrentes de processos de conversão térmica ou catalítica, o interesse é que, além da dessulfuração, dupla ligação e desnitrogenação, os catalisadores Ni/Mo sejam amplamente utilizados (TOZZI, 2015)
Sendo assim, os catalisadores HDS são geralmente obtidos pela incorporação de um catalisador precursor de sulfidação na forma de óxido. Para fixar este precursor, há a incorporação de uma solução salina adequada ao volume de poros da gama-alumina.
Durante a sulfetação, o óxido é convertido em sulfeto pela injeção de alimentos ricos em enxofre quente na presença de hidrogênio. A sulfetação tem sido extensivamente processada por catalisadores baseados em ou sob condições simuladas, ou seja, a razão H2/H2S em pressão de ar em temperaturas de até 400ºC.
2.2 HIDRODESNITROGENAÇÃO (HDN)
Outro processo que ocorre no HDT é a hidrodenitrogenação (HDN), que visa remover compostos nitrogenados indesejados de componentes encontrados no petróleo bruto ou convertê-los em outros compostos inofensivos ao desempenho e/ou meio ambiente (TOZZI, 2015).
Os compostos nitrogenados presentes no petróleo são, em geral, compostos orgânicos, que podem ser divididos em dois tipos, sendo eles: os básicos, como: anilinas, aminas alifáticas, piridinas, quinolinas e benzoquinonas; e não primários (ou neutros), como: pirroles, indóis e carbazoles (TOZZI, 2015).
Assim, levando em consideração as condições de operação e o tipo de carga a ser tratada, os catalisadores desempenham um papel importante na produção de reações de hidrodesnitrogenação. Neste contexto, é válido destacar que eles são diferentes daqueles usados para HDS, pois o HDN é um método mais difícil de ser realizado, pois o sistema catalítico consiste em um componente ativo, facilitador e de suporte. Este último destina-se a aumentar a área de contato dos catalisadores, enquanto o promotor visa desenvolver e restaurar o catalisador (SILVA, 2019).
2.3 HIDRODESOXIGENAÇÃO (HDO)
Ao contrário do nitrogênio e do enxofre, os compostos de oxigênio não causam problemas ambientais, pois, durante o aquecimento, o oxigênio é convertido em água, por meio do processo de hidrodesoxigenação (HDO).
No entanto, quando este composto está presente no petróleo, alguns problemas podem ser observados, como: baixo poder calorífico, instabilidade de temperatura, alta viscosidade, podridão, instabilidade e tendência ao resfriamento durante o armazenamento e transporte.
A despeito disso, os compostos encontrados no petróleo têm um aroma agradável. Compostos adaptativos contendo oxigênio sofrem com a quebra da ligação C-O durante o hidrotratamento, o que não ocorre com compostos aromáticos, que requerem condições especiais para que essa quebra ocorra (ARAÚJO, 2016).
Nos fenóis HDO, este processo ocorre de duas maneiras complementares: pelo método direto de hidrogenólise e pelo método combinado de hidrogenação e hidrogenólise. Primeiro, a ligação entre o carbono aromático e o oxigênio se rompe, produzindo produtos perfumados. No segundo caso, a hidrogenação do anel perfumado ocorre antes de quebrar a ligação carbono-oxigênio (SILVA, 2019).
3. RESULTADOS E DISCUSSÃO
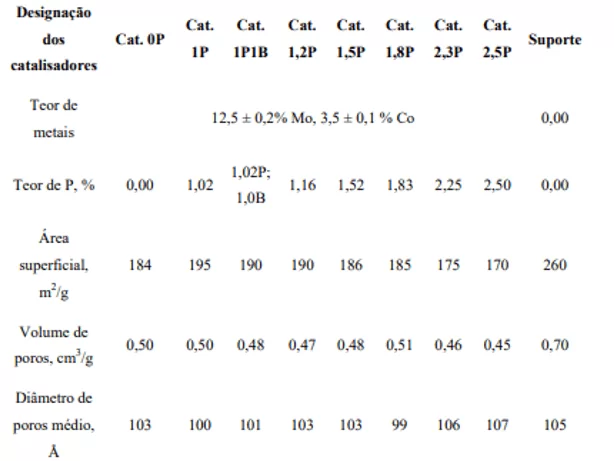
Em um estudo realizado por Tozzi (2015), quatro precursores de CoMo/Al2O3 com o mesmo teor de cobalto e molibdênio foram fixados por incorporação úmida, conforme demonstrado na Tabela 1. O ácido fosfórico e/ou ácido cítrico, ambos conhecidos por aumentar a atividade de HDS, foram usados como aditivos durante a preparação do catalisador. Nota-se que as cargas de Mo para precursores de catalisador preparados por CA foram menores em comparação com os precursores calculados devido à presença de CA, que se decompõe durante a operação do catalisador.
Os precursores de catalisadores têm sido operados na fase gasosa ou líquida em várias temperaturas e pressões. A conversão de precursores de óxido para o estado de sulfeto ativo foi empregada por XPS e EXAFS. Catalisadores registrados foram identificados com XPS, TEM e EXAFS e seu desempenho foi testado com tiofeno, dibenzotiofeno (DBT) e HDS para óleo de petróleo (TOZZI, 2015)
Tabela 01 – Designação e composição de catalisadores
Alterações químicas em cobalto e molibdênio durante a sulfidação foram seguidas por XPS e EXAFS. A sulfetação de cobalto e molibdênio nas amostras registradas, CoMo e CoMo-PA, ocorrem em temperaturas mais altas (TOZZI, 2015).
Assim, no caso do HDS, o melhor catalisador seria o CoMoS à base de M-alumina e o melhor catalisador seria o fósforo. Esse facilitador obteve melhores resultados do ponto de vista da sustentabilidade, além de apresentar melhor desempenho entre outros analisados (TOZZI, 2015).
Neste mesmo estudo, agora utilizando o processo de HDN, foi possível observar que o catalisador que apresenta os melhores resultados tem a adição de fósforo como promotor, com teor muito semelhante ao utilizado no HDS, cerca de 2,5% em peso. Com relação ao processo HDO, realizado nas moléculas no modelo mencionadas acima, não há aditivos adicionais (TOZZI, 2015).
A pressão sob o processo HDS e HDN foi a mesma. Para HDN, é usado 3,8 MPa e, para HDS, 4 MPa. No caso do processo HDO catalisado por CoMoS, a pressão ocorre em 8 MPa, isto ocorre, pois, como os compostos de oxigênio possuem um valor menor para impurezas, pressões em torno de 4 MPa são suficientes (TOZZI, 2015).
Tozzi (2015), ao analisar as temperaturas nesses três tipos de hidrotratamento, concluiu que elas possuem uma gama limitada de variações. No processo HDS, a temperatura aumentou gradativamente de 200 ºC até um máximo de 350 ºC. No caso do processo HDN, pode-se observar que uma temperatura inicial de 360 °C e, posteriormente, uma temperatura de 370 °C. Com relação ao HDO catalisado por CoMoS, o processo ocorreu a 350 °C. Portanto, por meio desta análise, é visível que o aumento da temperatura é lento no processo HDS, partindo de uma temperatura de 200 °C e chegando a 370 °C, que é a temperatura mais alta do HDN.
Em outro estudo, realizado por Van Haandel et al. (2016), foi observada uma correlação positiva entre o tiofeno HDS e a taxa de reforço de cobalto, conforme determinado por EXAFS. Foi observado que não houve diferença na função dos sítios desenvolvidos em catalisadores que não continham totalmente sulfeto (tipo I) e livres de sulfeto (tipo II). Tendências semelhantes foram encontradas no DBT HDS, embora o grau de promoção não tenha sido o único parâmetro que determinou o desempenho geral.
Os autores concluíram, também, que as tendências da atividade catalítica no diesel HDS foram diferentes daquelas observadas na resposta do HDS às combinações de modelos. O catalisador preparado por CA, que foi usado principalmente no HDS para compostos modelo, foi inicialmente muito ativo no diesel HDS, mas foi desligado imediatamente (9 dias depois). O catalisador preparado com PA foi muito estável e teve um desempenho muito bom em derramamentos de óleo HDS (VAN HAANDEL et al., 2016).
Kliomov et al. (2017) buscaram estudar o efeito do fator fósforo (P) no catalisador CoMo/Al2O3 para processos simultâneos de hidrodessulfurização e hidrodesnitrogenação no carregamento de óleo diesel, bem como o alto teor de P de grande atividade catalítica.
Os catalisadores foram preparados suportando a solução do complexo bimetálico [CoL] 2 [Mo4 (C6H5O7) 2O11] · nH2O, onde L = amônia ou água, utilizando um processo de impregnação a vácuo.
Para testar esses catalisadores calculados a 550 ºC no ar, foram realizadas análises por adsorção-dessorção de nitrogênio, por espectroscopia de infravermelho e por espectroscopia de refletância difusa em UV-VIS.
Com base nos dados do processo, ou seja, tempo médio de teste de 50 h, consumo de diesel de 2,5 h-1 e teor de nitrogênio de 192 ppm na alimentação, calculou-se que 0,0207 g de nitrogênio excedeu 1 g de catalisador.
De acordo com os dados de nitrogênio adicionado por 1g de catalisador, pode-se concluir que com a quantidade de nitrogênio que passou pelo catalisador, apenas 5% foram adicionados a ele (KLIOMOV et al., 2017).
Além disso, Furimsky e Massoth (1999) e Sumbogo et al. (2005), demonstraram um aumento no teor de nitrogênio no coque em relação aos alimentos. Portanto, testando o produto do catalisador e o hidrotratamento, a quantidade mínima de depósito de nitrogênio no catalisador é confirmada em relação ao nitrogênio convertido por hidrogenólise.
Foi corretamente observado que o conteúdo de CHNS não depende de fósforo e boro. E esse coque não é adicionado à parte ativa do sulfeto, mas principalmente à área de suporte livre, o que, também, é independente da presença de fósforo no catalisador (FURIMSKY e MASSOTH, 1999; SUMBOGO et al., 2005).
4. CONSIDERAÇÕES FINAIS
O presente artigo discutiu sobre o processo de hidrotratamento e a utilização de catalisadores, visando maior eficiência e sustentabilidade no processo de extração petrolífera. Neste contexto, buscou-se responder: como, de acordo com a literatura já publicada, os processos de hidrotratamentos têm sido realizados a partir de catalisadores para a extração do petróleo? Sendo possível concluir que o processo de hidrotratamento de petróleo é realizado por meio de processos de hidrogenação catalítica que saturam hidrocarbonetos, removem heteroátomos e outros metais, sendo os catalisadores compostos eficientes na remoção de compostos de enxofre, nitrogênio e oxigênio.
Dentro deste processo, algumas reações químicas podem ocorrer simultaneamente, sendo caracterizadas pelos processos de Hidrodessulfurização, Hidrodesnitrogenação e Hidrodeoxigenação, expostos no desenvolvimento deste estudo.
Além disto, observou-se que alguns cuidados nos processos de hidrotratamento culminam em uma maior qualidade no produto final derivado do petróleo. Sendo assim, com o correto emprego dos catalisadores, é possível reduzir as impurezas e tornar a extração petrolífera um método mais sustentável, ou seja, que cause impacto mínimo ao meio ambiente.
Portanto, os catalisadores utilizados no processo de hidrotratamento exercem um papel significativo na redução de impurezas que prejudicam a qualidade do produto final e, como são precisos, tornam-se ferramentas eficientes que devem ser recomendadas.
REFERÊNCIAS
Agência Nacional do Petróleo, Gás Natural e Biocombustíveis – ANP. Boletins Mensais da Produção de Petróleo e Gás Natural. 2000. Disponível em: www.anp.gov.br. Acesso: 31 jan. 2022.
ALVES, V. M. C. et al. Simulação Do Processo De Hidrotratamento Catalítico De Frações De Petróleo Em Leito Fixo. Blucher Chemical Engineering Proceedings, v. 1, n. 2, p. 11925-11932, 2015.
ARAÚJO, A. F. de. Modelagem matemática e simulação computacional do reator de conversão de diolefinas e do reator de hidrotratamento de nafta. 2016. 135f. Dissertação (Mestrado em Engenharia Química) – Universidade Federal de Pernambuco, Recife, PE, 2016.
CORRÊA, J. S., Parque Industrial de Refino no Brasil – Características atuais e Perspectivas futuras. 2009. 180f. Dissertação (Mestrado em Ciências Tecnologia de Processos Químicos e Bioquímicos) – Universidade Federal do Rio de Janeiro, Rio de Janeiro, Rio de Janeiro, RJ, 2009.
FURIMSKY, E.; MASSOTH, F. E. Deactivation of hydroprocessing catalysts. Catalysis Today, v. 52, n. 4, p. 381-495, 1999.
HOFF, S. Desenvolvimento de modificações em reatores de leito catalítico de planta industrial de hidrotratamento de diesel. 2015. 41f. Trabalho de Conclusão de Curso (Bacharel em Química Industrial) – Universidade Federal do Rio Grande do Sul, Porto Alegre, RS, 2015.
LIMA, A. D. M. et al. Hidrotratamento de parafina produzida a partir de pirólise de polietileno de baixa densidade linear com catalisador industrial. In: XIX Congresso Brasileiro de Engenharia Química, 2012.
MELO, C. A., SANTOS, F. K. G., CARVALHO, M. W. N. C. Estudo de materiais micro e mesoporosos na hidrodessulfurização (HDS) de frações de petróleo. In: VII Encontro Latino-Americano de Iniciação Científica e IV Encontro Americano de Pós-Graduação, 2004.
PEREIRA, B. P.; SILVA, F. G. R.; MELLO, M. O. P. de. Avaliação da utilização dos processos de hidrotratamento no petróleo extraído da Bacia de Campos. 2017. 131f. Projeto Final (Bacharel em Engenharia Química) – Universidade Federal Fluminense, Niterói, RJ, 2017.
PERISSÉ, J. B. Evolução do Refino de Petróleo no Brasil. 2007. 160f. Dissertação (Mestrado em Ciências em Engenharia Química) – Universidade do Estado do Rio de Janeiro, Rio de Janeiro, RJ, 2007.
SILVA, M. I. P. Hidrotratamento de óleo de coco com catalisadores de Ni e Pt suportados em silica-alumina e SBA-15 para a obtenção de óleo diesel. 2019. 93f. Tese (Engenharia de Materiais e de Processos Químicos e Metalúrgicos) – Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro, RJ, 2019.
SUMBOGO MURTI, S. D. et al. Performance of spent sulfide catalysts in hydrodesulfurization of straight run and nitrogen-removed gas oils. Applied Catalysis. A. General, v. 280, n. 2, p. 133-139, 2005.
TOLEDO, E. C. V.; MEYER, J. F. da. C.; MACIEL FILHO, R. Modelagem dinâmica de um reator de hidrotratamento. In: 3º Congresso Brasileiro de P&D em Petróleo e Gás, 2005.
TOZZI, F. C. Estudo do Efeito de Mistura de Petróleos na Determinação da Acidez, do Teor de Enxofre, do Ponto de Fluidez, da Viscosidade e da Gravidade. 2015. 82f. Dissertação (Mestrado em Química) – Universidade Federal do Espírito Santo, Vitória, SC, 2015.
UNICENP. Apostila – Curso de Formação de Operadores de Refinaria – Processos de Refino. Centro Universitário Positivo (UnicenP) e Petrobras, Curitiba, 2002.
VALVERDE JÚNIOR, I. M.; PAULINO, J. F.; AFONSO, J. Carlos. Rota hidrometalúrgica de recuperação de molibdênio, cobalto, níquel e alumínio de catalisadores gastos de hidrotratamento em meio ácido. Química Nova, v. 31, n. 3, p. 680-687, 2008.
VAN HAANDEL, L. et al. Influence of sulfiding agent and pressure on structure and performance of CoMo/Al2O3 hydrodesulfurization catalysts. Journal of Catalysis, v. 342, p. 27-39, 2016.
[1] Pós-graduação, graduação. ORCID: 0000-0003-4351-7352.
[2] Orientadora.
Enviado: Fevereiro, 2022.
Aprovado: Março, 2022.

