ARTÍCULO ORIGINAL
PEREIRA, Sérgio Rodrigo Araújo [1], BRAGA, Eduardo de Magalhães [2]
PEREIRA, Sérgio Rodrigo Araújo. BRAGA, Eduardo de Magalhães. Influencias de los niveles de rugosidad en los resultados del análisis químico por espectrometría de emisión óptica. Revista Científica Multidisciplinar Núcleo do Conhecimento. Año 05, Ed. 03, Vol. 09, páginas 102-121. Marzo de 2020. ISSN: 2448-0959, Enlace de acceso: https://www.nucleodoconhecimento.com.br/ingenieria-ingenieria-mecanica/niveles-de-rugosidad
RESUMEN
El presente estudio tiene como objetivo investigar las influencias de los niveles de rugosidad, después del análisis químico por espectrometría de emisión óptica, con el fin de verificar en qué paso de lijado la composición química del riel de acero de baja aleación (THH 370-JISE E1120), más cerca del estándar original de fábrica. La rugosidad de la superficie de la muestra se midió a varios niveles (postcorte, #60, #120, #220 y pulido) y posteriormente el análisis químico se realizó mediante espectrometría de emisión óptica. Los resultados mostraron que la etapa de lijado con malla 120o, presentaba los errores relativos más bajos de composición química y uno de los parámetros de rugosidad (Ra, Rq, Rz) más homogéneo entre las otras fases analizadas. La composición química del cuerpo de prueba, después de la sucesiva combustión de lijado y espectrómetro, osciló de manera diferente por el elemento químico analizado.
Palabras clave: Rugosidad, espectrometría de emisión óptica, lijado, acero de baja aleación, parámetros de rugosidad.
1. Introducción
Durante el desarrollo de un proyecto de ingeniería, se deben considerar las propiedades de los materiales para determinar los esfuerzos y solicitudes involucrados. Por ejemplo, en el diseño de un eje automotriz se comprueban todas las propiedades del acero de construcción mecánica utilizado, así como los componentes que lo unen. Por lo tanto, es esencial que los materiales que cumplen con las especificaciones determinadas en el proyecto se utilicen durante el proceso de producción. Para este debido control, se realizan procedimientos estandarizados de pruebas mecánicas, físicas y químicas para el control de calidad o la verificación de materiales (PAHL, 2005; ASHBY, 2011).
En aceros la composición química tiene una gran influencia en sus propiedades físicas, mecánicas y químicas. Estas aleaciones tienen elementos base como hierro (Fe) y carbono (C) (hasta 2,11%), además de otros elementos químicos que promueven diferentes propiedades a los aceros. Por ejemplo, la adición de cromo (Cr) en la aleación aumenta la resistencia mecánica, el endurecimiento, la resistencia al desgaste abrasivo y la corrosión. La adición de tungsteno (W) aumenta la dureza y reduce la conductividad térmica de la aleación de acero. Como en el ejemplo descrito, ambos elementos químicos modifican las propiedades de los aceros, es decir, la ausencia de elementos esenciales o demasiada presencia pueden afectar a las propiedades requeridas en la proyección del producto o componente (CHIAVERINI, 2008).
Para determinar la composición química de los aceros, uno de los métodos utilizados es la espectrometría de emisión óptica. El principio de funcionamiento de este método/equipo se basa en la medición de las tres cantidades físicas básicas de luz o onda electromagnética: intensidad (o amplitud), frecuencia y polarización (ángulo de vibración) (SERWAY, 2011).
2. PROCEDIMIENTO EXPERIMENTAL
Con el fin de obtener los resultados propuestos en este estudio, se realizaron procedimientos experimentales. Las pruebas se llevaron a cabo en el Laboratorio de Caracterización de Materiales Metálicos (LCMM) de la UFPA (Universidad Federal de Pará), que se describirán en detalle los procedimientos, materiales y equipos utilizados.
Los rieles utilizados para el análisis químico son del modelo THH 370 (JISE 1120) de fabricación japonesa, cuyo proceso de fabricación es a través de la reducción de mineral de hierro en hornos altos para la producción de hierro porcino, más tarde el material pasa a través de la industria siderúrgica, laminación, tratamiento térmico y alineación. La Tabla 1 ilustra la composición química del carril THH 370.
Tabla 1 – Composición química del carril THH 370 (JISE 1120)
| C | Si | Mn | P | S | Cr | Otro |
| 0,79 | 0,17 | 0,99 | 0,030≤ | 0,020≤ | 0,16 | V:0.03 máx. |
Fuente: (JFE, 2014).
En el cuadro 1 se identifican únicamente los seis elementos constitutivos principales de la composición química del carril THH 370 suministrado por el fabricante, que se basarán en el análisis propuesto.
Para alcanzar diferentes niveles de rugosidad, el cuerpo de prueba se sometió a un proceso de lijado con diferentes tamaños de partículas de papel de lija, como se ilustra en la tabla 2.
Tabla 2 – Identificación de las diferentes preparaciones superficiales utilizadas en el experimento.
| Identificación | 1 | 2 | 3 | 4 | 5 |
| Granulometría | Post-corte | #60 | #120 | #220 | Pulido |
Fuente: (Autor).
Después del proceso de lijado con politriz metalográfico (Modelo Fortec II), el cuerpo de prueba se sometió a limpieza con alcohol isopropílico. La limpieza se realizó para evitar la presencia de contaminantes en el análisis de la composición química. Posteriormente, se evaluó la rugosidad del cuerpo de prueba.
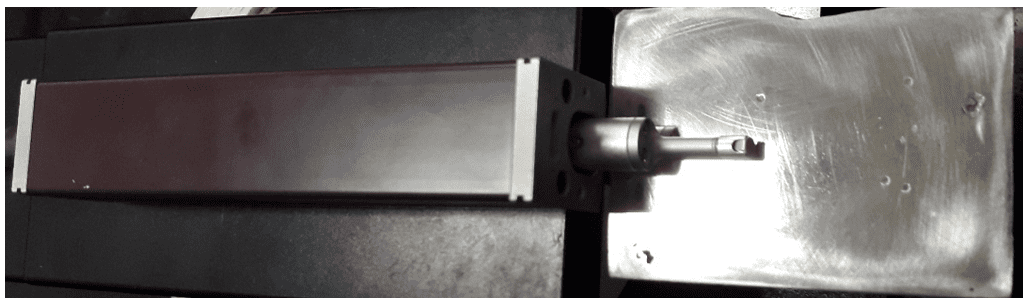
Para la medición de la rugosidad, se utilizó un rugosimeter portátil Mitutoyo, modelo surft Sj 210, ajustado para medir 5 longitudes de muestreo de 2,5 m que generaron una longitud de corte de 0,8 mm. Las mediciones se realizaron en 2 posiciones diferentes, cumpliendo la dirección transversal (90o) de las ranuras del cuerpo de ensayo, siendo considerado el promedio de los valores obtenidos para el análisis de los resultados. Además del perfil, la evaluación de la rugosidad del perfil del cuerpo de ensayo se realizó en los parámetros Ra, Rq y Rz (WHITEHOUSE, 2003). Las figuras 1 y 2 ilustran el cuerpo de ensayo y el aparato rugosimétrico respectivamente.
Figura 1 – Cuerpo de prueba analizado

Fuente: (Autor).
Figura 2 – Mitutoyo Model Surft SJ 210 Rugosimeter portátil
Para el ensayo de composición química, se utilizó el espectrómetro de emisión óptica del fabricante de oxford, el modelo Foundry Master Xpert. Cabe señalar que antes de este experimento, los procedimientos adecuados se realizaron de acuerdo con las directrices del fabricante.
Inicialmente para evitar cualquier tipo de contaminación e inexactitud en los resultados, el instrumento fue purificado con gas argón, comprimido a presión de 3,0 bar, 24 horas antes del inicio de los análisis, con la ayuda de una bomba de vacío.
Figura 3 – Bomba de vacío utilizada en la purificación del espectrómetro

Fuente: (Autor).
El soporte del electrodo, así como el electrodo utilizado para la chispa (en este caso, electrodo Fe), se limpiaron con un cepillo. Poco después, se instaló en el stand, con la ayuda de una llave Allen. El espaciado entre la punta del electrodo y la superficie de la muestra se ajustó a 3,2 mm utilizando un espaciador, de acuerdo con las directrices manuales del fabricante.
Para el procesamiento de los datos, se encendió un ordenador y el software Waslab, se activó correctamente. El programa analítico seleccionado fue el Fe_100, ideal para el análisis de aceros de baja aleación. La muestra se colocó en el soporte de la chispa con el lado a analizar hacia abajo.
Figura 4 – Espectrómetro de emisión óptica

Para cada preparación de superficie (muestras 1 a 5), el número de quemaduras en el espectrómetro se repitió 10 veces, permitiendo la comparación de muestras mediante el análisis de la varianza utilizando un intervalo de confianza del 99,7%.
Por lo tanto, cada ensayo consistió en la preparación de la superficie del cuerpo de ensayo (estándar de calibración), los procedimientos de lijado, la medición de rugosidad y el ensayo de composición química. Para cada nueva preparación, se repitieron los procedimientos adecuados.
3. RESULTADOS Y DISCUSSIONS
3.1 ANÁLISIS DE RUGOSIDAD
3.1.1 ROUGHNESS – PASO 1
Según las superficies generadas y los pasos predefinidos, se organizan análisis de rugosidad, que se miden en dos direcciones: una longitudinal y la otra en la dirección transversal.
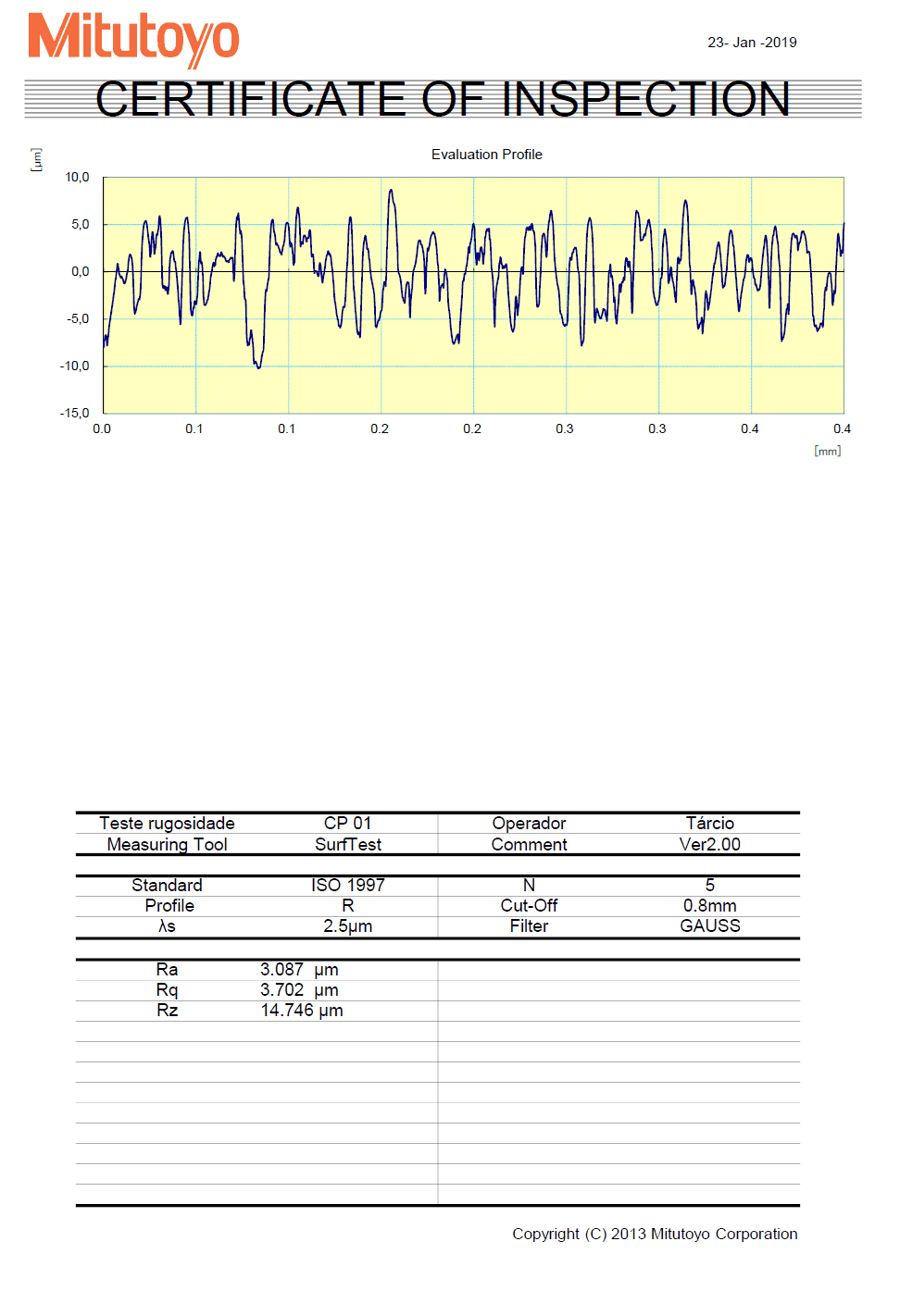
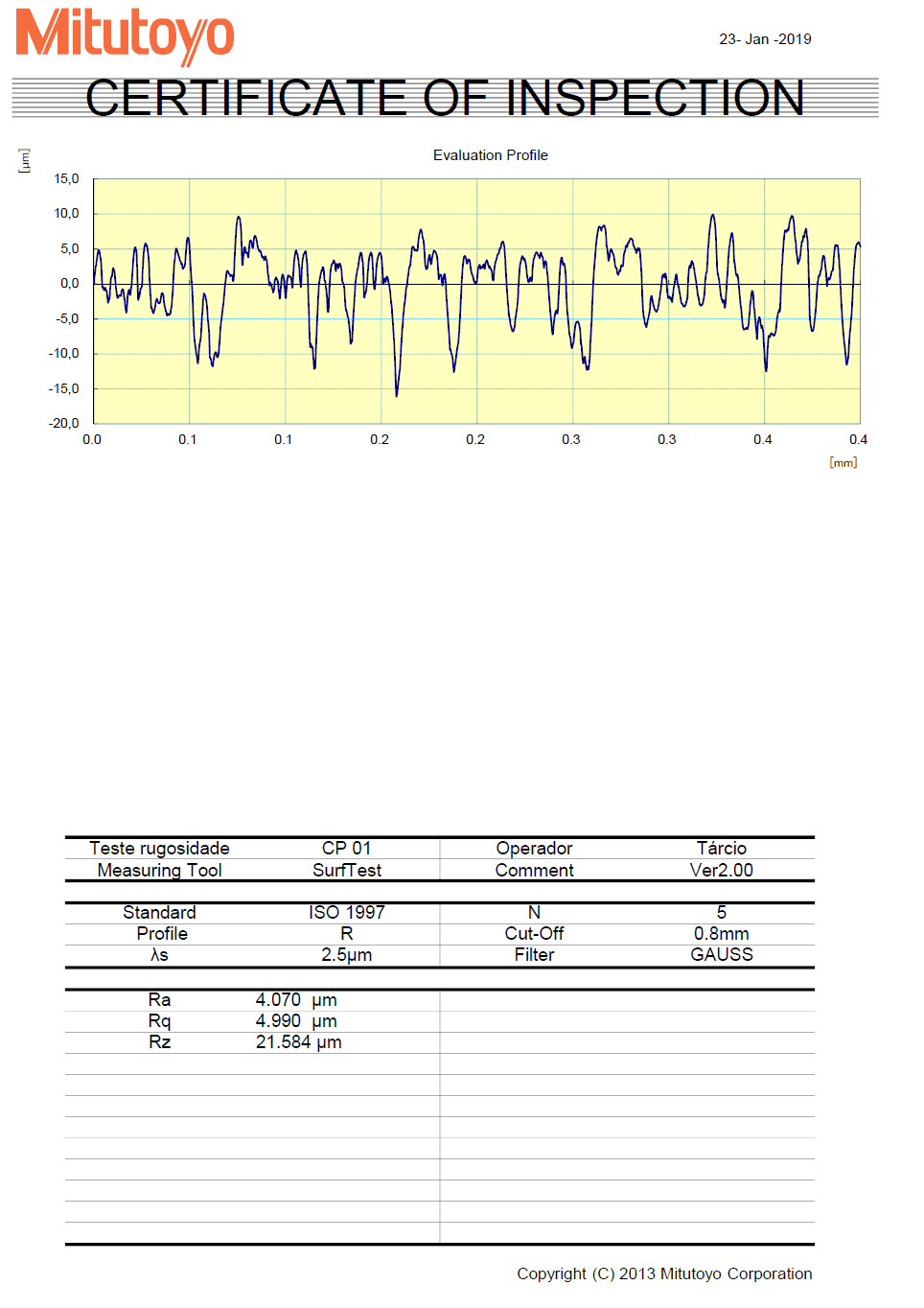
A continuación se enumeran el promedio de masa que se encuentra en el cuerpo de la prueba después de lijar sucesivamente. La Tabla 3 muestra la rugosidad media en las direcciones longitudinal y transversal en el cuerpo de prueba después del corte. Es necesario destacar que el corte en el cuerpo de prueba fue hecho por electroerosión.
Tabla 3 – Medición de rugosidad longitudinal y transversal (posterior al corte)
| Parámetro | Longitudinal | Cruz |
| Ra | 3,087µm | 4,070 µm |
| Rq | 3,702 µm | 4,990 µm |
| Rz | 14,746 µm | 21,584 µm |
Fuente: (Autor).
Como podemos observar, en este primer resultado, los Valores Ra y Rq, son – son muy aproximados, mientras que hay una gran discrepancia en relación con el valor obtenido en Rz, tanto en el longitudinal como en el transversal, que es normal porque Rz es un parámetro que indica la altura de los puntos máximos y mínimos del perfil, y la diferencia entre los valores en el crossis es ruidosamente más marcada. Esto se debe a la forma de lijado, en este caso, predomina la dirección transversal.
3.1.2 ROUGHNESS – PASO 2
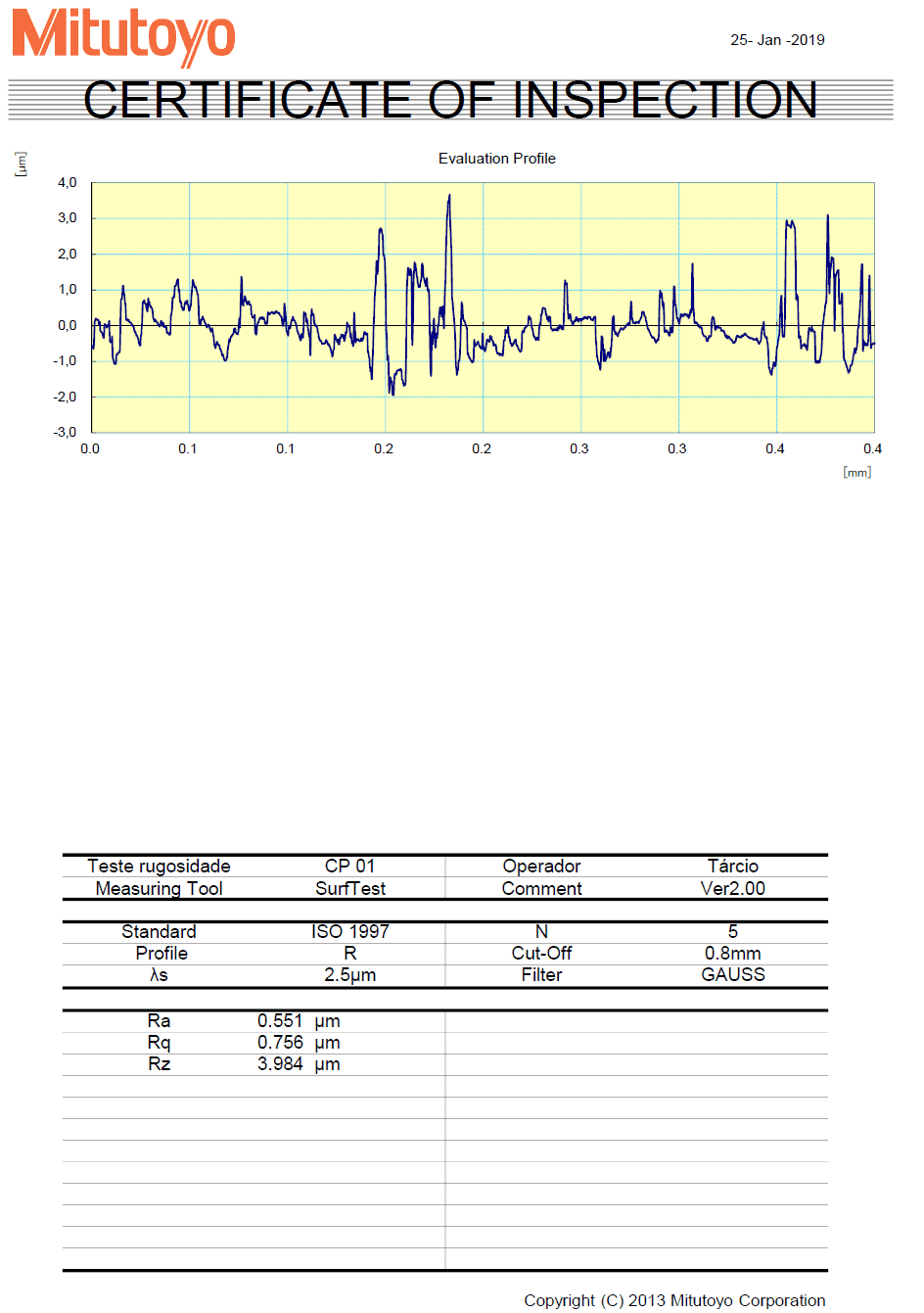
Posteriormente, la superficie del cuerpo de ensayo se sometió a su primera etapa de lijado con malla #60, obteniendo los valores descritos en la tabla 5. Hay una fuerte disminución en los valores de rugosidad en relación con la etapa anterior en ambas direcciones de la medición, sin embargo, hay una cierta diferencia favorable a la dirección transversal.
Tabla 4 – Mediciones longitudinales y transversales de rugosidad (#60)
| Parámetro | Longitudinal | Cruz |
| Ra | 0,551 µm | 1,291 µm |
| Rq | 0,756 µm | 1,705 µm |
| Rz | 3,984 µm | 9,709 µm |
Fuente: (Autor).
3.1.3 ROUGHNESS – PASO 3
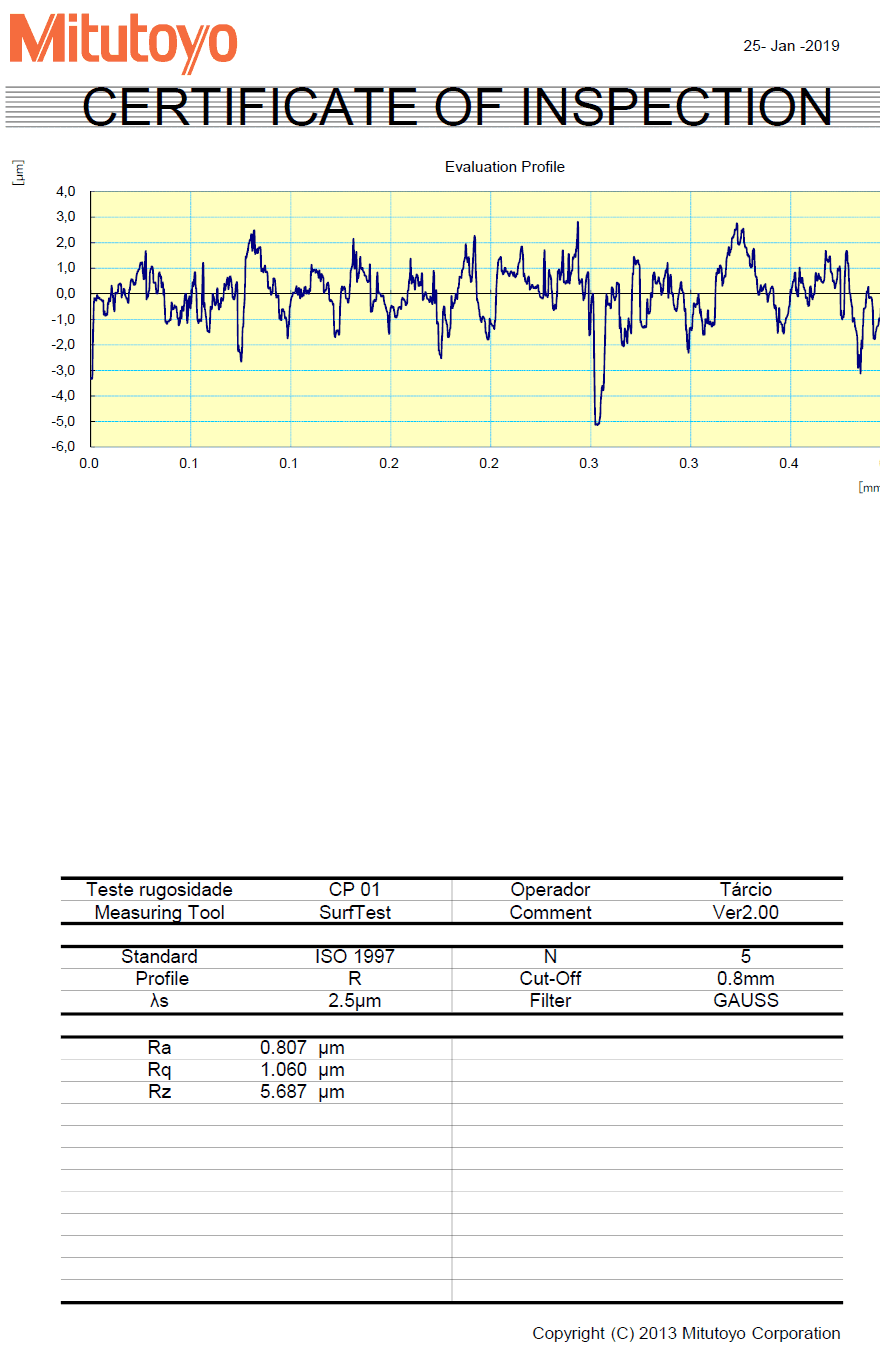
El siguiente paso de lijar la superficie del cuerpo de prueba se realizó con papel de lija de malla #120, obedeciendo los mismos parámetros que el lijado anterior. La medición de la rugosidad de los sentidos longitudinales y transversales alcanzó valores homogéneos. En la Tabla 5 se obtuvieron los siguientes valores.
Tabla 5 – Mediciones de rugosidad longitudinal y transversal (#120)
| Parámetro | Longitudinal | Cruz |
| Ra | 0,807 µm | 0,901 µm |
| Rq | 1,060 µm | 1,184 µm |
| Rz | 5,687 µm | 7,708 µm |
Fuente: (Autor).
3.1.4 ROUGHNESS – PASO 4
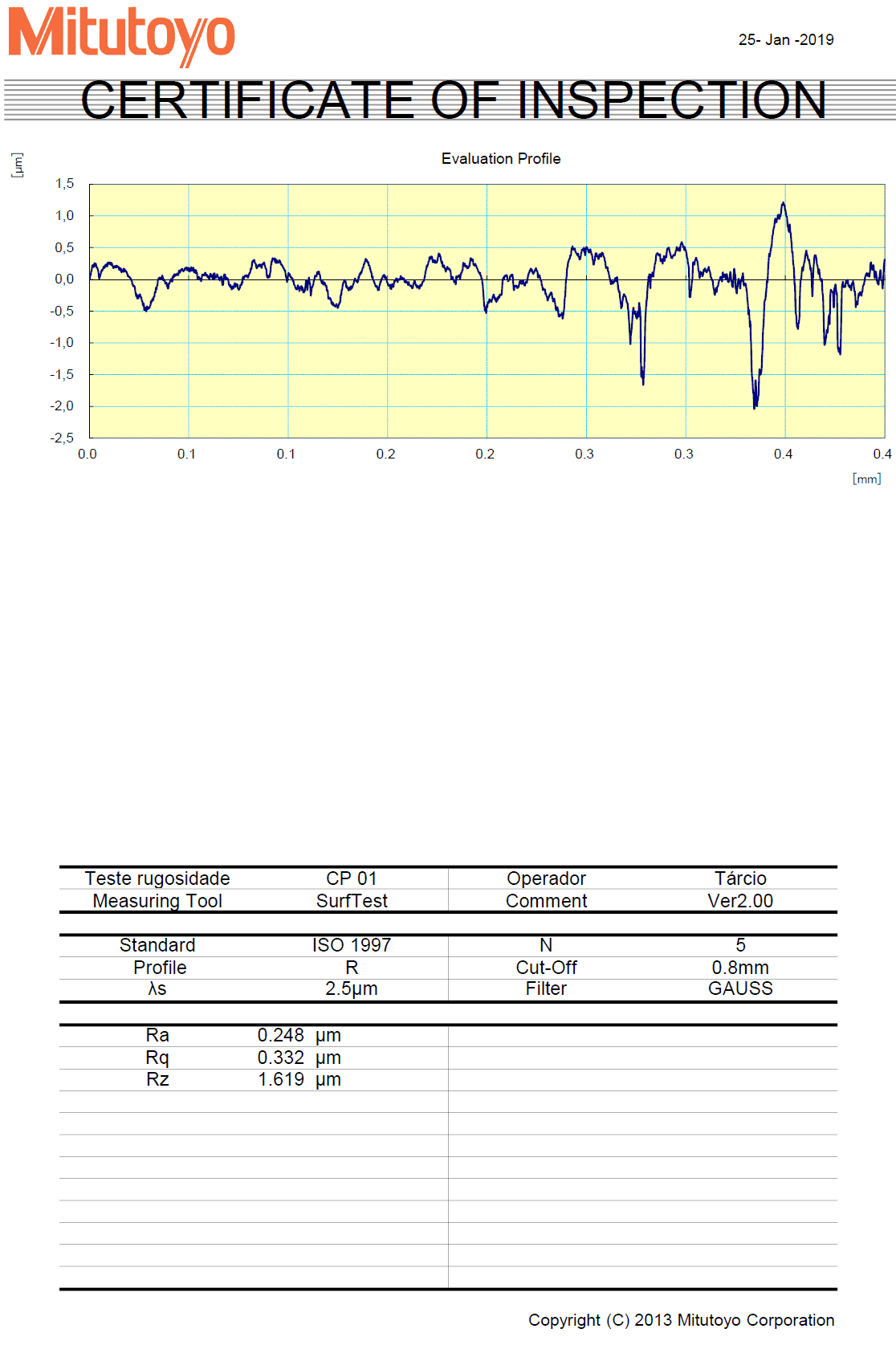
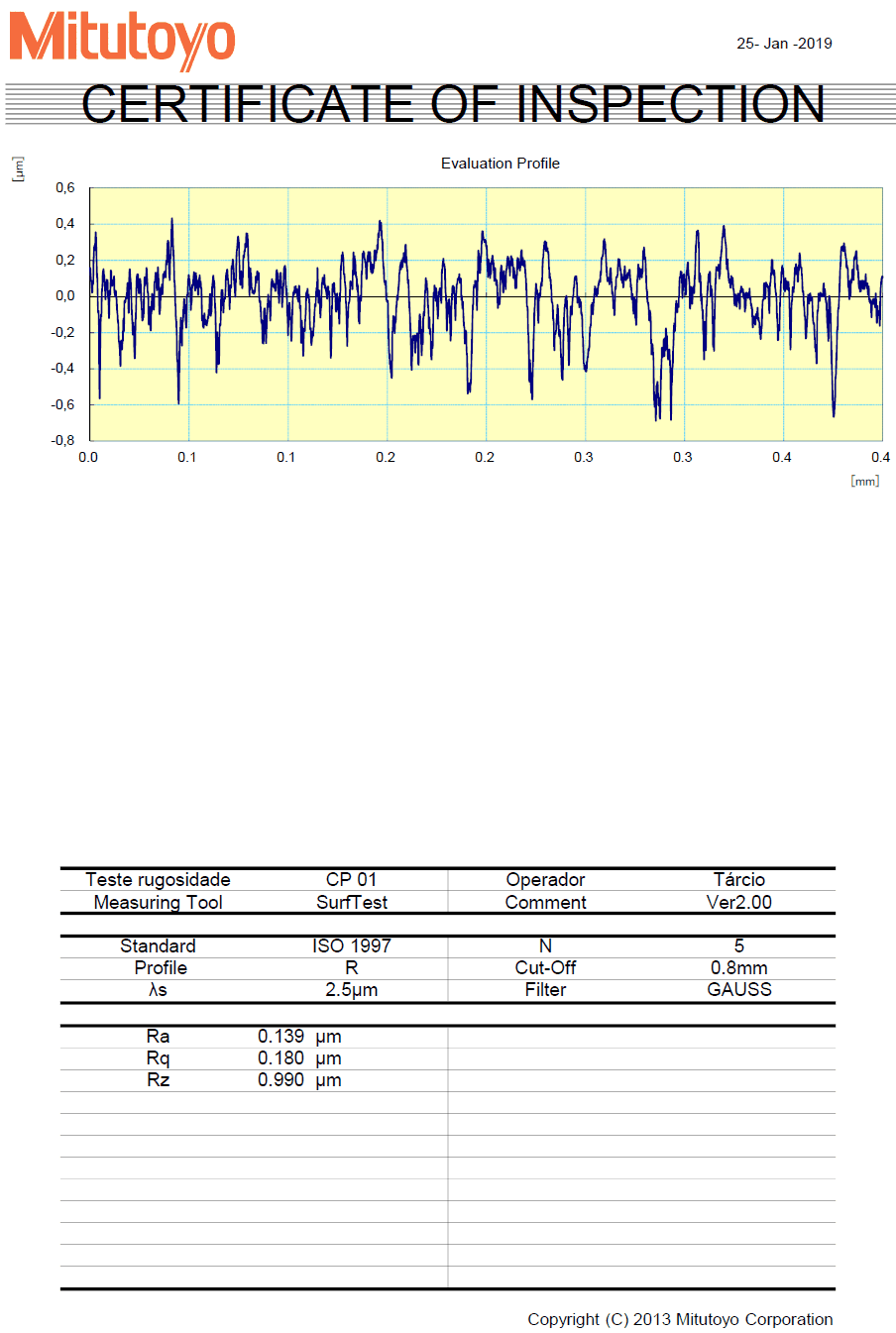
En esta etapa, la superficie del cuerpo de ensayo fue lijada con papel de lija de malla #220, que se observa, que los valores de rugosidad en la dirección longitudinal se hicieron más altos que en la dirección transversal por primera vez en este experimento, generando los siguientes valores adjuntos en la tabla 6.
Tabla 6 – Mediciones de rugosidad longitudinal y transversal (#220)
| Parámetro | Longitudinal | Cruz |
| Ra | 0,248 µm | 0,139 µm |
| Rq | 0,332 µm | 0,180 µm |
| Rz | 1,619 µm | 0,990 µm |
Fuente: (Autor).
3.1.5 ROUGHNESS – PASO 5
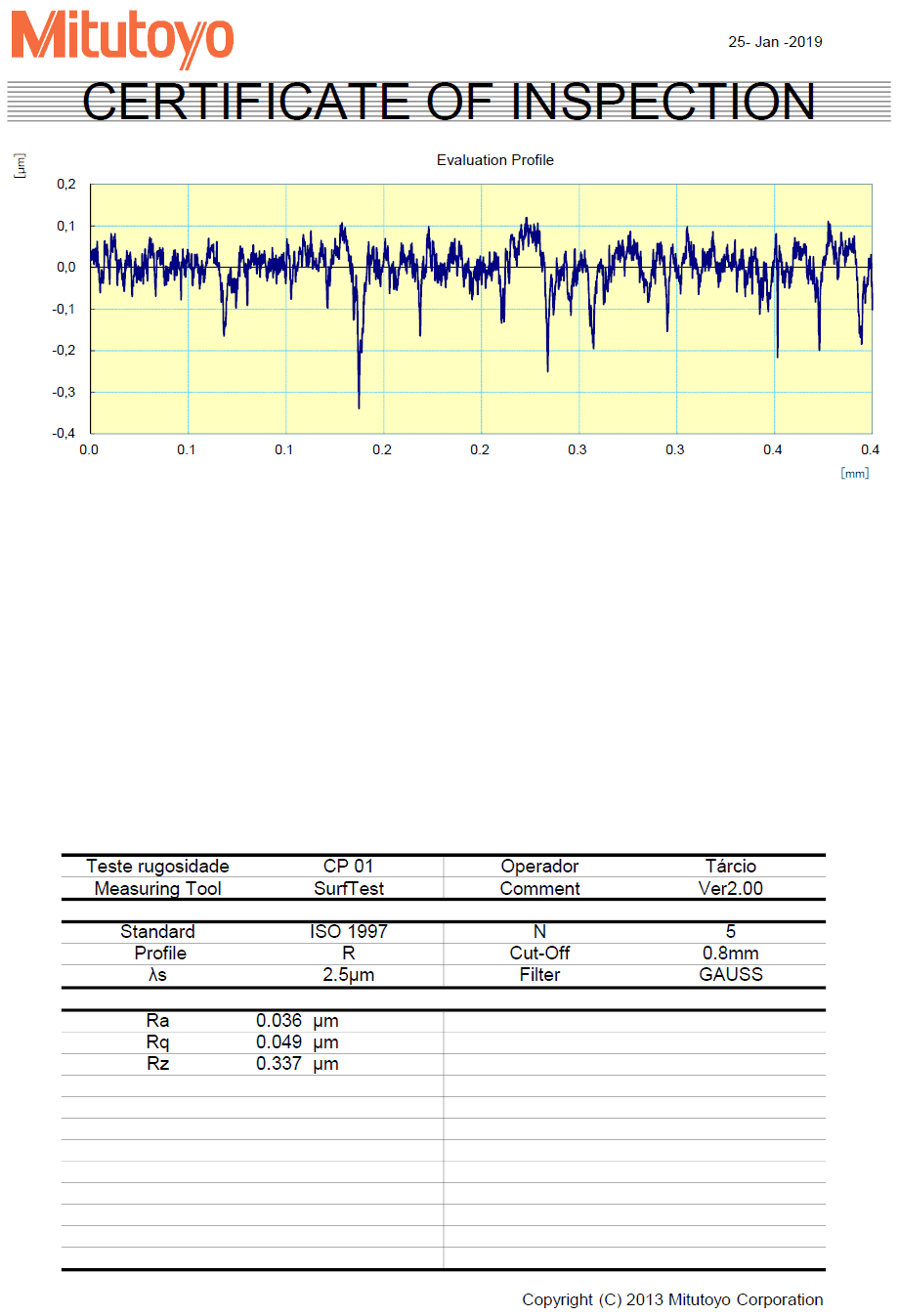
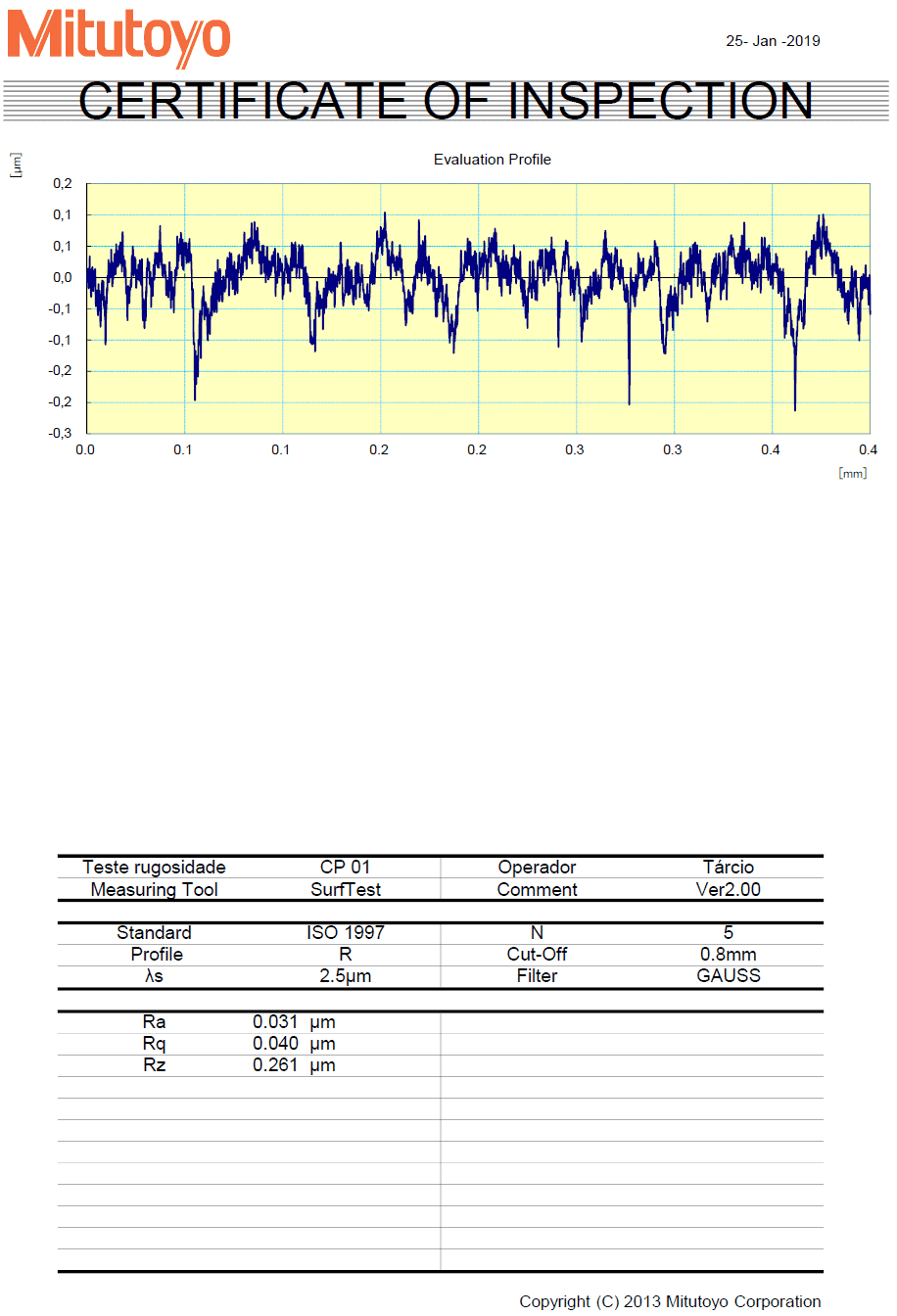
En esta última etapa, el cuerpo de prueba fue sometido al proceso de pulido siendo lijado con diferentes tipos de papel de lija (#40, #60, #120, #220, #600), y limpiado adecuadamente para la eliminación de cualquier resto de metal. Se obtuvieron resultados de rugosidad, homogéneos en ambas direcciones, y en el sentido longitudinal los valores prevalecieron ligeramente más alto. Las medidas están en la tabla 7.
Tabla 7 – Mediciones longitudinales y transversales de rugosidad (Sup. Pulido).
| Parámetro | Longitudinal | Cruz |
| Ra | 0,036 µm | 0,031 µm |
| Rq | 0,049 µm | 0,040 µm |
| Rz | 0,337 µm | 0,261 µm |
Fuente: (Autor).
3.2 ANALISIS QUÍMICO POR (EEO)
Después de la fase de medición de lijado y rugosidad, el análisis químico se realizó por espectrometría de emisión óptica del cuerpo de prueba. Para cada partícula de papel de lija aplicada a la superficie de la pieza de trabajo, se midió su composición química, y con los datos obtenidos, se realizó un análisis de error relativo para verificar qué nivel de rugosidad más cercano a la composición química estándar del carril en cuestión. El Cuadro 8 ilustra los valores obtenidos en todos los pasos de lijado y su desviación estándar absoluta, respectivamente.
Tabla 8 – Composición química de la superficie del cuerpo de ensayo y desviación estándar.
| Mesh# | C | Si | Mn | P | S | Cr |
| Pulido | 0,858 ± 0,015 | 0,250 ± 0,0108 | 1,19 ± 0,009 | 0,0100 ± 0,0008 | 0,001 ± 0,0011 | 0,186 ± 0,0020 |
| 220 | 0,841 ± 0,017 | 0,260± 0,0115 | 1,17 ± 0,015 | 0,0105 ± 0,0002 | 0,001 ± 0,0010 | 0,186 ± 0,0027 |
| 120 | 0,821 ± 0,013 | 0,243± 0,0076 | 1,20 ± 0,017 | 0,0131 ± 0,0001 | 0,002 ± 0,0012 | 0,190 ± 0,0026 |
| 60 | 0,841 ± 0,024 | 0,255± 0,0114 | 1,19 ± 0,012 | 0,0117 ± 0,0001 | 0,001 ± 0,0013 | 0,187 ± 0,0017 |
| Post-corte | 0,916 ± 0,048 | 0,247 ± 0,0130 | 1,20 ± 0,001 | 0,0106 ± 0,0001 | 0,001 ± 0,0000 | 0,190 ± 0,0022 |
Fuente: (Autor).
3.3 ERROR RELATIVO DE ELEMENTOS QUÍMICOS
Según los datos descritos, la S tenía la tasa de error relativa más alta, lo que indica que sus valores son relativamente menos cercanos al valor del estándar, y a su vez las tasas de error alcanzadas por Cr entre 0,1 y 1,5%. La Tabla 9 describe los valores porcentuales del error relativo, como podemos ver.
Tabla 9 – Error relativo por elemento químico en (%).
| C | Si | Mn | P | S | Cr | |
| Post-corte | 16 | 45 | 22 | 64 | 95 | 0,1 |
| # 60 | 6,4 | 53 | 20 | 61 | 93,5 | 1,5 |
| # 120 | 3,9 | 41 | 21 | 56 | 90 | 0,1 |
| # 220 | 6,4 | 53 | 18 | 50 | 95 | 0,4 |
| Pulido | 47 | 47 | 20 | 66 | 94,5 | 0,4 |
Fuente: (Autor).
Se observa que en las etapas de lijado #120 y #220, hay una mayor homogeneidad en los resultados, ilustrando las dos series más bajas de tasas de error relativas en relación con las otras etapas del lijado.
4. CONCLUSIÓN
Sobre la base de los datos obtenidos, se observó que los valores encontrados en los parámetros Ra, Rq y Rz en la malla de 120o tenían uno de los comportamientos más homogéneos entre los demás, y con menor tasa de error relativo de la composición química del riel de acero de baja aleación. El parámetro Rz fue el que proporcionó los valores más altos, que se esperaba, debido a que la media entre los puntos de rugosidad mínimo y máximo de la línea media, mientras que los parámetros Ra y Rq, tenían un comportamiento homogéneo, con oscilación tímida durante los pasos. A partir del lijado con malla 220o, los valores de rugosidad en la dirección longitudinal se hicieron más altos que en la dirección transversal, sin embargo, todos los parámetros después de esta etapa presentaban valores de rugosidad muy aproximados.
El lijado con malla 120o presentaba el error relativo más bajo en 4/6 de los elementos analizados, que eran: C, Si, S y Cr. Es importante destacar que en los elementos químicos P y Mn, su error relativo fue el segundo más bajo.
En las etapas donde los parámetros de rugosidad mostraron una mayor homogeneidad, tanto en el sentido transversal como longitudinal, las tasas de error relativas fueron las más bajas.
Por lo tanto, el lijado de malla de 120o demostró ser una solución de tratamiento de superficie rápida y económica, ya que, sobre la base de los datos adquiridos, su acción en acero de baja aleación se acercó, en términos de composición química, a los niveles establecidos por el fabricante ferroviario THH 370 (JISE E1120).
REFERENCIAS
ASHBY, Michael F. Materials selection in mechanical design. 4th ed. Amsterdam: Elsevier, 2011. 646 p. 17
CHIAVERINI, Vicente. Aços e ferros fundidos: características gerais, tratamentos térmicos, principais tipos. 7. ed. ampl. e rev. São Paulo: Associação Brasileira de Metalurgia e Materiais, 2008. 599 p.
JFE-STEELCO, 2014. http://www.jfe-steel.co.jp/en/release/2014.html. Acessado em: 17/02/2019.
PAHL, Gerhard. Projeto na engenharia: fundamentos do desenvolvimento eficaz de produtos, métodos e aplicações. São Paulo: Edgard Blücher, 2005. 412 p.
SERWAY, Raymond A; JEWETT Jr, John W. Física para cientistas e engenheiros: eletricidade e magnetismo. São Paulo: Cengage Learning, 2011.
WHITEHOUSE, D. J. Handbook of surface and nanometrology. 1 ed. ed. Bristol: IPP Publisher, 2003. 1128 p.
ANEXO
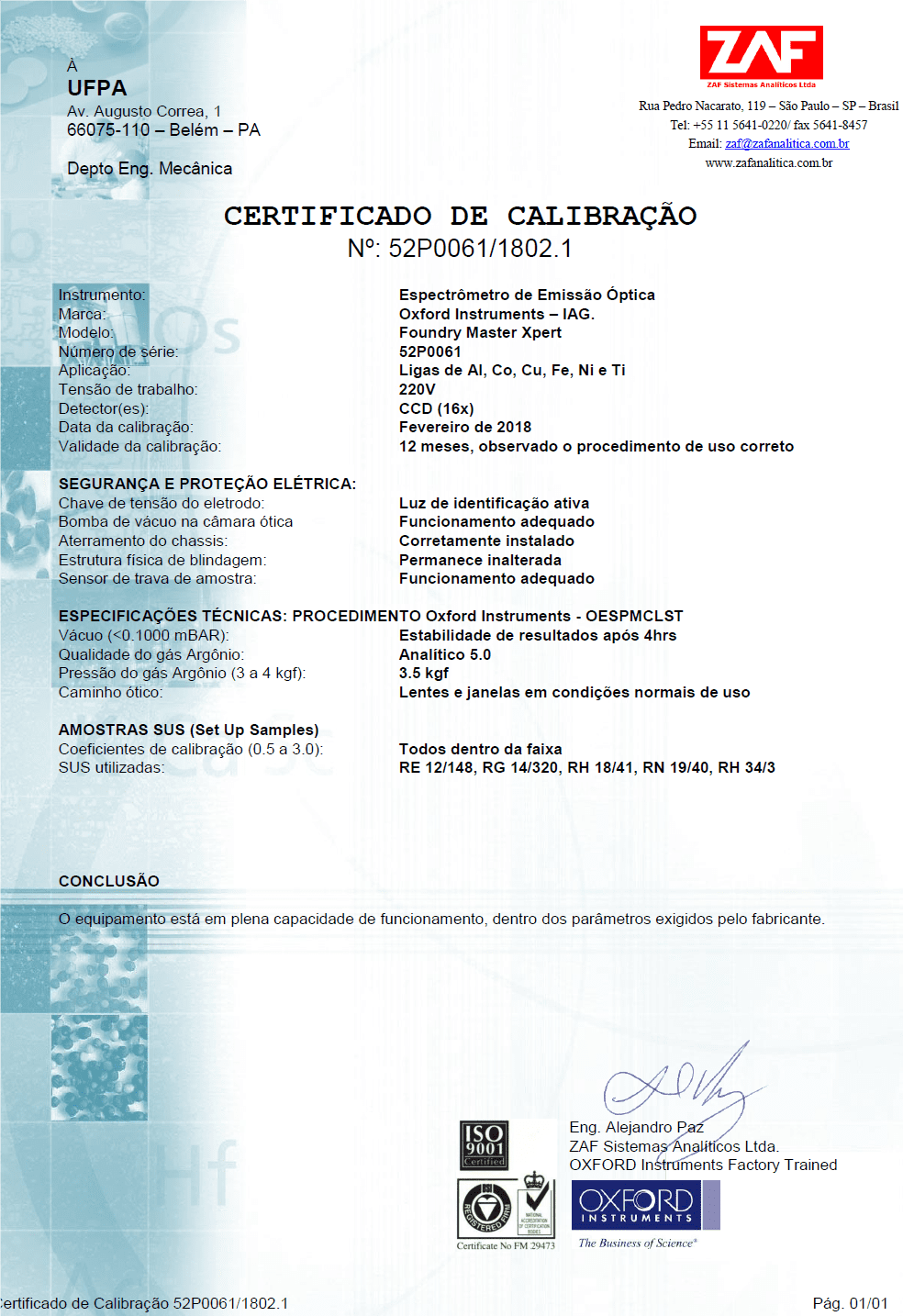
ANEXO I – Certificado de calibración del espectrómetro
ANEXO II – Certificado de análisis de rugosidad (Post corte – longitudinal)
ANEXO III – Certificado de análisis de rugosidad (Post corte – transversal)
ANEXO IV – Certificado de análisis de rugosidad (Malla 60 # – longitudinal)
ANEXO V – Certificado de análisis de rugosidad (Malla 60 # – transversal)
![]()
ANEXO VI – Certificado de análisis de rugosidad (Malla 120 # – longitudinal)
ANEXO VII – Certificado de análisis de rugosidad (Malla 120 # – transversal)
![]()
ANEXO VIII – Certificado de análisis de rugosidad (Malla 220 # longitudinal)
ANEXO IX – Certificado de análisis de rugosidad (Malla 220 # – transversal)
ANEXO X – Certificado de análisis de rugosidad (pulido-longitudinal)
ANEXO XI – Certificado de análisis de rugosidad (pulido-transversal)
[1] Estudiante de Ingeniería Mecánica (UFPA).
[2] Doctor en Ingeniería Mecánica. Máster en Ingeniería Mecánica. Licenciado en Ingeniería Mecánica.
Enviado: Octubre, 2019.
Aprobado: Marzo de 2020.