ОРИГИНАЛЬНАЯ СТАТЬЯ
SILVA, Sarley De Araújo [1] MAGNO, Rui Nelson Otoni [2]
SILVA, Sarley De Araújo. MAGNO, Rui Nelson Otoni. Вероятность, контрольная диаграмма, применяемая к программному обеспечению для образовательной науки. Revista Científica Multidisciplinar Núcleo do Conhecimento. Год 06, эд. 06, Vol. 11, с. 43-73. Июнь 2021 года. ISSN: 2448-0959, Ссылка доступа: https://www.nucleodoconhecimento.com.br/математические-олимпиады/образовательной-науки
СВОДКА
В настоящем исследовании упоминается о сокращении вариативности и потерь из-за особых причин в приложениях для образовательной науки с целью обнаружения и исправления отклонений вариативности с помощью программных контрольных диаграмм в задачах прикладной статистики. Таким образом, мы стремились изучить концепции о контрольных диаграммах по переменным и атрибутам в контроле отклонений. При выполнении этой темы использовалась количественная методология и контрольная диаграмма программного обеспечения Minitab. Полученные результаты позволили снизить потери и улучшить процесс качества за счет корректировки выборки между контрольными пределами Minitab, что позволило понять и проанализировать причины аномалий. Таким образом, можно сделать вывод, что инструмент, основанный на корректирующих действиях, способен стабилизировать стандартные отклонения и улучшить качество вероятностных и статистических приложений.
Ключевые слова: вероятность, программное обеспечение Minitab, контрольная диаграмма.
1. ВСТУПЛЕНИЕ
Статистика — это раздел математики, который использует вероятностный инструмент для объяснения групп данных, как в обсервационных исследованиях, так и в экспериментах по моделированию, оценке и прогнозированию будущих явлений. Его целью является получение, систематирование, анализ данных, расчет контрольных карт, корреляций и регрессий, позволяющих контролировать изменчивость, статистические приложения и учебные заведения. Статистические методы относятся к данным, полученным из наблюдений в виде измерений или подсчета. Из информации можно изучать статистические проблемы, связанные с контролем изменчивости, применяемые в науках в технике, химии, физике, математике, географии и т. д. Использование статистического программного обеспечения является важным инструментом для исследований и применимости в контроле вариаций вероятностей и статистических задач.
Учреждения заинтересованы в поддержании высоких показателей эффективности в отношении качества и производительности в связи с требованиями в предоставлении услуг. Информация и новые технологии создали глобализированную среду высокой конкуренции, в которой должны соблюдаться цена и сроки (VILAÇA и OLIVEIRA, 2011). В «Любой производственный процесс, независимо от того, насколько хорошо он спроектирован или поддерживается, всегда будет подвержен естественной или присущей изменчивости, которая является результатом кумулятивного эффекта многих мелких и неизбежных причин, называемых общими причинами» (MONTGOMERY, 2004, стр. 154). Поэтому уменьшение аномалий в семействах переменных имеет первостепенное значение в статистическом процессе.
Согласно Souza и Rigão (2005), CEP действует превентивно в отношении процесса, используя статистику в качестве базового элемента для оценки его изменений. Эти характеристики позволяют CEP оказывать помощь в мониторинге процесса и позволяют принимать меры таким образом, чтобы они были направлены на решение проблем, способствуя стабилизации процесса и избегая производства товаров, не соответствующих требованиям (HORA и COSTA, 2009; MAYER, 2004).
Целью данной работы является использование статистических методов в программном обеспечении для выявления, исправления и устранения аномалий, присутствующих в проблемах образования в области науки. Значение контрольных карт статистического программного обеспечения в контроле отклонений.
Основная цель статистического управления процессами заключается в быстром обнаружении возникновения приписываемых причин в изменениях процесса, с тем чтобы исследование процесса и корректирующие действия могли быть выполнены до того, как будут изготовлены многие несоответствующие устройства (MONTGOMERY, 2013, стр. 280).
Поэтому статистическое программное обеспечение актуально в процессе выявления и устранения изменчивости.
Функция статистического управления процессами в программных диаграммах заключается в том, чтобы свидетельствовать о модуляциях, которые произошли во время обработки, и разрабатывать статистические графики, которые могут обеспечить более точный параметр, помогая в практике, которая может улучшить преобладающие точки производства, помимо распознавания, исправления, устранения или адаптации процессов с аномалией, давая более точный параметр, чтобы улучшения могли быть применены в производственной линии (OLIVEIRA, 2015, стр. 22).
Контрольные диаграммы статистического программного обеспечения позволяют находить изменчивость, демонстрируемую с помощью графиков, что позволяет лучше визуализировать процесс, чтобы продемонстрировать возможные дефекты, для применения более эффективных поправок, в поисках непрерывного улучшения.
Даже при прогрессе в процессе через контроль качества все еще существуют причины изменчивости процесса, то есть при колебаниях вокруг среднего или идеальной точки спецификации требуется постоянный мониторинг производственного поведения. «Посредством анализа собранных данных и характеристики причины нестабильности или изменчивости системы, используемых в контрольных картах, инструменты статистического управления процессами в результате получают непрерывное совершенствование процесса» (JURAN и GRYNA, 1992).
Все процессы проявляют изменчивость, то есть чем больше изменчивость, тем больше неконтролируемость над полученными результатами и желаемыми результатами. (MONTGOMERY, 1997).
Для повышения качества продукта необходимо использовать статистическое программное обеспечение:
В конкурентной среде постоянное совершенствование процессов позволяет отслеживать, контролировать и улучшать производственные процессы при обнаружении каких-либо отклонений. При наличии превентивного характера эти действия способствуют минимизации потерь и повышению производительности труда (BORTOLOTTI, 2009, с.02).
Такие статистические методики с использованием программного обеспечения minitab способствуют анализу различных продуктов, выявлению и уменьшению возможных отклонений, обеспечению запасов в пределах качественных параметров. «Одним из основных результатов исследования промышленного качества стало широкое использование статистических методов управления процессами для устранения особых причин в процессах и уменьшения общих причин изменчивости» (MONTGOMERY, 1997). В этом контексте статистическое управление процессами является чрезвычайно важным инструментом применения статистических методов в целях сокращения вариаций. Статистическое управление процессом можно определить как набор из семи инструментов устранения неполадок для достижения стабильности процесса, в дополнение к повышению его производительности. (FERREIRA et. al., 2008).
Контрольные карты статистического программного обеспечения помогают выявлять и устойчивее причины изменчивости процессов, служа основой для принятия решений и корректирующих действий контроля, снижая изменчивость и избегая неконтролируемых выборочных данных.
Статистическое управление процессами представляет собой мощный набор инструментов для сбора, анализа и интерпретации данных с целью повышения качества путем устранения особых причин изменения и может использоваться для большинства процессов. (MONTGOMERY, 2004, с.279-281).
Исследование контрольных карт в статистическом программном обеспечении способствует анализу приложений в педагогических науках в снижении изменчивости в анализируемых образцах, получению лучших результатов в контроле качества.
2. МАТЕРИАЛЫ И МЕТОДЫ
2.1 МАТЕРИАЛЫ
Материалы, используемые для контроля изменчивости в образовательных научных приложениях, были контрольными картами в программном обеспечении Minitab.
2.2 МЕТОДЫ
Для проведения исследования были использованы количественный метод и контрольная карта программного обеспечения minitab для снижения изменчивости в приложениях образовательной науки. Методология направлена на проверку достоверности данных с использованием статистических данных. Исследование имело следующее распределение: выбор приложения для анализа, определение нижнего и верхнего пределов по средним параметрам и амплитуде, распределение образцов и проверка их точек, анализ проблем контрольными картами и коррекция особых причин из неконтролируемых анализов образцов.
«Количественный метод стремится к валидации данных за счет использования статистических данных с анализом большого количества репрезентативных случаев. Он стремится количественно оценить данные и применить некоторую форму статистического анализа» (OLIVEIRA, 2011). Количественный подход часто используется в описательных исследованиях, которые стремятся классифицировать связь между переменными и причинно-следственную связь между явлениями.
Richardson (1999, стр. 70) концептуализирует:
количественный подход, как следует из его названия, характеризуется использованием количественной оценки как в способах сбора информации, так и в обработке их с помощью статистических методов, от простейших как процентное, среднее, стандартное отклонение, до наиболее сложных, как коэффициент корреляции, регрессионный анализ и т.д. Он представляет собой, в принципе, намерение обеспечить точность результатов и избежать искажений в анализе и интерпретации, обеспечивая тем самым запас прочности в отношении выводов.
Согласно Michel (2005, p. 31), количественный подход представляет собой методологию социальных исследований, которая использует количественную оценку в модальностях сбора информации и ее обработку с помощью статистических методов, таких как средний процент, стандартное отклонение, коэффициент корреляции, регрессионный анализ и другие. Контрольные карты являются полезным инструментом, который приносит улучшения и обеспечение качества отходов, увеличение затрат, исчезновение лома и решение различных производственных проблем, связанных с конкретными методами и т. Д. (ROSA, 2009).
Контрольные диаграммы использовались переменными и атрибутами в качестве методов построения графиков в вероятностных и статистических приложениях, где наблюдалось улучшение стабильности по отношению к изменчивости дефектов выборки. Чтобы найти возможную причину изменчивости и проверить, находится ли процесс под контролем, графики использовались для контроля аномалий в точках отбора проб. С помощью графиков можно было выявить и сравнить изменчивость в вопросах статистических наук.
Он использовал программное обеспечение minitab в качестве инструмента анализа данных. По результатам между контрольными лимитами удалось дать решение дефектов и улучшить качество. Контрольные графики среднего, амплитуды и стандартного отклонения были выбраны для контроля вариаций среднего в статистике.
Инструмент, направленный на выявление, анализ, сравнение, исправление и снижение изменчивости в образовательных научных приложениях, использовал Minitab, который является запатентованной компьютерной программой, предназначенной для статистических целей (MINITAB, 2016). «Это инструмент, который позволяет нам выполнять сложные статистические расчеты и визуализировать результаты, делая анализ данных доступным для случайного пользователя и удобным для более опытного пользователя» (PEREIRA и PATRÍCIO, 2016).
Для повышения качества используется технология статистического программного обеспечения:
Статистические инструменты помимо приоритизации предлагаемых приложений по степени важности, они производят выявление и помогают в действиях по проблемам по устранению возможных причин. Предоставление учреждению более высокой степени стабильности в анализируемых приложениях (WERKEMA, 2006, стр. 32).
Стратификация: «Стратификация состоит из деления секторов на подсекторы в соответствии с желаемыми факторами, которые называются факторами стратификации, то есть для процесса деления гетерогенного целого на однородные подгруппы» (VIEIRA, 1999).
Контрольныйлист: Для Werkema (2006) проверочный лист представляет собой форму, которая имеет в своей области применения критерии, которые необходимо проанализировать, чтобы облегчить сбор и заполнение данных. Это инструмент, используемый для оказания помощи в сборе данных, и он должен быть адекватным для того, чтобы сбор был эффективным. Поэтому в контрольном листе должен быть четко указан тип собираемых данных, операция, которую необходимо выполнить, дата сбора, аналитик и любая другая информация, которая полезна для выявления причины плохой функциональной производительности (CARPINETTI, 2010; MONTGOMERY, 2009). Согласно Vieira (1999 год), тип контрольного листа будет зависеть от того, какими будут его цели, а именно: как увеличить долю несоответствующих требованиям позиций; проверить атрибут; указать, где находится дефект в конечном продукте; поднимать причины дефектов; анализировать распределение переменной; и контролировать производственный процесс.
Диаграмма Парето: Это инструмент, который делает распределение частоты данных, указывая на дефекты, которые встречаются чаще всего, и могут быть это процентного или реального порядка. Помня о том, что дефект чаще всего может не быть основной или наиболее критической проблемой процесса (CARPINETTI, 2010; MONTGOMERY, 2009). Vieira (1999) говорит, что диаграмма Парету используется для выявления причин таких проблем, как производимые продукты, требующие переделки, ненужные расходы, несчастные случаи на производстве, поломки оборудования, ошибки и задержки доставки, среди прочих.
Причинно-следственнаядиаграмма: Также известная как диаграмма Исикавы, имеет функцию выявления и анализа причин, которые способствуют нежелательному эффекту. Это эффективная диаграмма для определения корня проблемы (CARPINETTI, 2010; MONTGOMERY, 2009). Werkema (2006) утверждает, что причинно-следственная диаграмма является инструментом, используемым для представления взаимосвязи между следствием или проблемой и причиной, которая может изменить результат. Причинно-следственная диаграмма упорядочивает информацию таким образом, чтобы она была более четкой для облегчения анализа и выявления причин проблемы, позволяя предпринять корректирующие действия для устранения причины проблемы (TRIVELLATO, 2010).
Гистограмма: Согласно Werkema (1995), гистограмма может быть определена как гистограмма, на которой горизонтальная ось, разделенная на несколько небольших интервалов, представляет значения, принимаемые интересующей переменной.
Дисперсионная диаграмма: Дисперсионная диаграмма отвечает за то, чтобы помочь определить отношения между дефектом и причиной, то есть она направлена на выявление связи между двумя переменными или даже отношения третьей причины. Отношения между переменными могут быть: положительными, отрицательными или несуществующими (CARPINETTI, 2010; MONTGOMERY, 2009).
Контрольнаядиаграмма: Согласно Werkema (2006), любой материальный или нематериальный актив, когда он разработан и/или изготовлен, имеет вариацию, возникающую в результате процесса. Известно, что эти вариации должны быть строго сокращены. Для Werkema (2006) контрольные карты используются для мониторинга изменчивости, различения типов вариаций и оценки стабильности процесса, независимо от того, находится ли он под контролем или нет. Однако процесс может отличаться от общих причин или особых причин
Контрольные карты были созданы Шеухартом и состоят из центрального или среднего предела (LC), нижнего предела (LI) и верхней границы (LS). Его основная функция заключается в том, чтобы указать, находится ли процесс под контролем или нет, то есть является ли процесс изготовлением продуктов в соответствии со спецификациями или нет. Анализ процесса производится путем верификации контрольной карты, наблюдения за тем, находятся ли точки, нанесенные на ней, между верхней и нижней границами спецификации (CARPINETTI, 2010; MONTGOMERY, 2009).
Контрольные диаграммы: Служит для анализа вариаций процесса общих причин и обнаружения особых причин, это инструмент, называемый диаграммами или контрольными диаграммами. Анализ возможностей процесса является жизненно важной частью глобальной программы обеспечения качества. Среди основных видов использования данных анализа производственных мощностей выделяются (MONTGOMERY, 2004).
2.2.1 СТАТИСТИЧЕСКИЕ ПРАВИЛА ВЫЯВЛЕНИЯ ОСОБЫХ ПРИЧИН
Предлагает набор правил принятия решений для различения неслучайных паттернов на контрольных диаграммах. В частности, предлагается сделать вывод о том, что этот процесс выходит из-под контроля, если (MONTGOMERY, 2004):
1-й случай: определите шесть, восемь или более точек выше или ниже центральной линии. Возможные причины: изменение процесса регулировки машины, метода или другого материала, поломка компонента в машине, поломка машины и широкие различия в полученном материале.
2-й случай: найдите шесть, семь и более точек вверх или вниз. Возможные причины: постепенный износ инструмента, износ оборудования или износ, связанный с измерительным прибором.
3-й случай: проверить смещение среднего значения. Возможные причины: новый метод, новая машина для улучшения качества и новая партия материала.
4-й случай: точки за пределами контрольных пределов. Возможные причины: погрешность измерения или опечатки, поломка инструмента или нерегулируемый измерительный прибор, который не позволяет идентифицировать измерение.
5-й случай: периодичность баллов. Возможные причины: неравномерность получаемого сырья, вращение операторов, джигов и приборов, разница между сдвигами.
2.2.2 КОНТРОЛЬНЫЕ ДИАГРАММЫ ДЛЯ ПЕРЕМЕННЫХ И АТРИБУТОВ
Контрольные карты по переменным предназначены для информирования об улучшении качества, производительности процесса, принятии решений относительно спецификации продукта, производственного процесса и решений по вновь произведенным деталям. Они применяются там, где качественные характеристики могут быть измерены количественно. Это могут быть, например, размеры деталей, объем, вес и другие. Таким образом, ощущается его широкая сфера применения, поскольку несколько типов процессов имеют эти типы характеристик (MAGALHÃES, 2011).
«Контрольные диаграммы для переменных используются чаще, чем контрольные карты для атрибутов, поскольку они имеют более конкретную информацию, работая с небольшими выборками, позволяя быстрее выявлять причины, влияющие на стабильность процесса» (REBELATO, 2006). «Контрольные диаграммы для переменных являются диаграммами для средних значений, используемых для управления средним значением производительности процесса, диаграммой амплитуды или диаграммой стандартного отклонения, являясь наиболее используемым графиком амплитуды, поскольку в большинстве случаев стандартное отклонение процесса неизвестно» (CASTRO, 2012).
Контрольные диаграммы можно классифицировать на две группы: контрольные диаграммы для переменных: они записывают качественные характеристики, которые измеряются в количественном масштабе. И контрольные диаграммы по атрибутам: он фиксирует качественные характеристики, измеряясь в качественном масштабе, например, он считается соответствующим и несоответствующим (SIQUEIRA, 1997). Таким образом, согласно Spiegel и Stephens (2007), термины «переменные» и «атрибуты» связаны с типом данных, собранных в процессе.
2.2.3 КОНТРОЛЬНАЯ ДИАГРАММА ДЛЯ СРЕДЫ(X-BAR) И АМПЛИТУДЫ(R)
Средний график ![]() используется для управления средним значением процесса (центральностью) и графиком амплитуды
используется для управления средним значением процесса (центральностью) и графиком амплитуды ![]() для контроля изменчивости рассматриваемого процесса (IPEK et al., 1999).
для контроля изменчивости рассматриваемого процесса (IPEK et al., 1999).
Выражения для расчета контрольных пределов ![]() и R.
и R.
Kонтрольная диаграмма ![]() . Центральная линия и верхний и нижний контрольные пределы для контрольной диаграммы
. Центральная линия и верхний и нижний контрольные пределы для контрольной диаграммы ![]() они есть:
они есть:

Контрольная диаграмма R. Центральная линия и верхний и нижний контрольные пределы для контрольной диаграммы R:
![]()
2.2.4 ГРАФИК СРЕДНЕГО (X-BAR) И СТАНДАРТНОГО ОТКЛОНЕНИЯ (S)
Контрольная диаграмма для среднего (графический X-bar) используется для управления средним процессом, в то время как контрольная диаграмма (диаграмма стандартного отклонения S) используется для управления изменчивостью процесса. Когда размер выборки (подгруппы) меньше или равен десяти, диаграммы R и S будут выглядеть одинаково. Однако, когда размер выборки увеличивается, диаграмма S становится более точной, чем диаграмма R, и ее следует использовать (SIQUEIRA, 1997).
Kонтрольная диаграмма ![]() . Центральная линия и верхний и нижний контрольные пределы для контрольной диаграммы
. Центральная линия и верхний и нижний контрольные пределы для контрольной диаграммы ![]() они есть:
они есть:
![]()
Контрольная диаграмма S: 
2.2.4.1 КОНТРОЛЬНЫЕ ДИАГРАММЫ ПО АТРИБУТАМ
Атрибутивные диаграммы используются для управления анализом дефектов. Эти диаграммы особенно полезны при контроле сырья и готовой продукции, а также используются при анализе качественных отзывов в письмах потребителей. Атрибут — это характеристика продукта, процесса или любой другой популяции, которая может быть подсчитана, но не может быть описана, так что ее значения приращаются (RODRIGUES, 1998). Это графики, которые позволяют нам определить, как наборы образцов ведут себя вокруг пределов, тенденций и обмена уровнями. В переменных он быстро воспринимается, когда данные не следуют случайному распределению. В контрольных картах атрибутов единицы классифицируются как совершенные или дефектные в соответствии с установленными критериями. Таким образом, вероятность получения дефектной единицы является постоянной, и, следовательно, соответствующее распределение образцов является биномиальным (CHAVES и TEIXEIRA, 1997). Атрибутивные диаграммы используются для управления анализом дефектов. Эти графики особенно полезны при контроле сырья и готовой продукции, а также используются при анализе замечаний по качеству и характеристикам, выраженным качественно, то есть когда эти анализируемые характеристики не представлены численно, а могут быть классифицированы в соответствии или несоответствующие (SOUZA, 2005). Именно репрезентативные показатели, полученные в результате подсчета количества элементов продукта в дискретной шкале, представляют конкретную характеристику, представляющую интерес. Измерения производятся путем визуального осмотра, и регистрируются неизмеримые характеристики. Можно сказать, что можно сказать, что график управления дискретной случайной величиной с функцией плотности вероятности Poisson (LAGO, 1999).
Математика атрибутивных карточек не требует таблиц. Они могут применяться к системам, в которых меры состоят из утверждения или неодобрения, или к процессам, в которых очень трудно или невозможно получить меры переменных (RODRIGUES, 1998).
Статистическая информация измерений по признакам в решении задач педагогических наук, классифицируется в продуктах с отклонениями или дефектами. Одной из основных целей анализа измерений атрибутов является выявление, обнаружение и исправление дефектов, качество может быть определено как набор атрибутов, которые делают товар или услугу полностью подходящей для использования, для которого она была разработана (MONTGOMERY, 1985). Четыре контрольные диаграммы для атрибутов в аномалиях и дефектах, используемые в соответствии с Montgomery (2004), следующие: Контрольные диаграммы по атрибутам, которые являются: Буква p (несоответствовающие пропорции), Диаграмма Np (несоответствовающие единицы), Буква C (количество несоответствий на единицу) и Буква u (коэффициент несоответствия на единицу).
2.2.5 ГРАФИК P (НЕСООТВЕТСТВУЮЩИЕ ПРОПОРЦИИ)
Для Werkema (2006) диаграмма p используется, когда характеристика интересуемого качества представлена долей дефектных предметов, произведенных в результате анализируемого процесса.
Контрольная диаграмма P:

2.2.6 ДИАГРАММА NP (НЕСООТВЕТСТВУЮЩИЕ ЕДИНИЦЫ)
В письме не указывается количество дефектов на образец и используется для контроля количества дефектных продуктов в каждой партии и обеспечения контроля процесса (RODRIGUES, 1998).
Осевой линией, а также верхним и нижним контрольными пределами для диаграммы np являются:

2.2.7 ДИАГРАММА C ЧИСЛО (НЕ СООТВЕТСТВУЕТ ТРЕБОВАНИЯМ НА ЕДИНИЦУ)
Диаграмма c используется для определения того, находится ли номер дефекта на отдельном элементе в пределах определенных контрольных пределов. Его можно рассматривать как заключительную инспекцию (RODRIGUES, 1998). Диаграмма c наиболее уместна, когда дефекты рассеиваются в непрерывной среде, например: количество дефектов на площадь ткани, количество дефектов на длину пола; и когда продукт может иметь более одного типа дефекта (RIBEIRO и CATEN, 2012).
Поэтому контрольные пределы графика C будут вычисляться с помощью уравнений:

2.2.8 ГРАФИК U КОЭФФИЦИЕНТ НЕСОБЛЮДЕНИЯ НА ЕДИНИЦУ
Диаграмма u используется для мониторинга дефектов в производственном подразделении (MONTGOMERY, 1997). Диаграмма u рекомендуется, когда продукт состоит из различных деталей и многих качественных характеристик, которые должны быть проверены, а также когда размер единицы продукта является переменным (CORTIVO, 2005).
Осевой линией и верхним и нижним контрольными пределами для U-го графика являются:

2.2.9 МНОЖЕСТВЕННАЯ ЛИНЕЙНАЯ РЕГРЕССИЯ
Множественный регрессионный анализ – это метод, используемый для исследования взаимосвязи между зависимой переменной и набором независимых переменных (MONTGOMERY и RUNGER, 2009). Этот метод позволяет оценивать будущие значения зависимой переменной с учетом набора входных данных для независимых переменных (PEDRINI и CATEN, 2009; DOWNING и CLARK, 2002).
Базовая модель множественной линейной регрессии, где ![]() для j = 0,1,2… ..k – коэффициенты регрессии, Y – зависимая переменная регрессоров
для j = 0,1,2… ..k – коэффициенты регрессии, Y – зависимая переменная регрессоров ![]() и значение e – случайная ошибка уравнения.
и значение e – случайная ошибка уравнения.

Процесс изучается для понимания потребностей анализа приложений образовательных наук и их технологических этапов. Подняты источники анализа, приложения, которые в нем анализируются, являются изменчивость основными факторами, влияющими на него. Определение наиболее подходящего типа контрольной диаграммы для анализа данных с помощью программного обеспечения Minitab. С помощью метода стохастического управления процессом стремились структурировать исследование, чтобы помочь прогрессу того же.
3. РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
3.1 ИСПОЛЬЗОВАНИЕ КОНТРОЛЬНЫХ КАРТ MINITAB ДЛЯ СНИЖЕНИЯ ИЗМЕНЧИВОСТИ
После сбора и построения графиков данных в инженерных приложениях были построены некоторые графики переменных и графики атрибутов в контрольных диаграммах программного обеспечения Minitab для отслеживания потерь из-за изменений в производстве. Для дальнейшего анализа результатов был определен диапазон допуска, состоящий из компонентов: верхний контрольный предел LSC, средняя линия LC и нижний контрольный предел LIC.
Было отмечено, что после выявления, устранения и уменьшения причин изменчивости приводится возможность улучшения качества продукции. Посредством анализа результатов, полученных в статистических приложениях, будет представлен контроль устойчивости в причинах дефектов в точках выборки на графиках, а контроль процесса в выборке был выполнен с целью контроля изменчивости. Контрольные диаграммы представили следующие результаты среди статистических параметров: Расчет среднего технологического процесса, Расчет стандартного отклонения, Расчет контрольных пределов LSC, LIC и амплитуды в приложениях ниже:
3.2 ВЕРОЯТНОСТНЫЕ И СТАТИСТИЧЕСКИЕ ПРИЛОЖЕНИЯ В ИНЖЕНЕРИИ С ПОМОЩЬЮ КОНТРОЛЬНОЙ ДИАГРАММЫ В ПРОГРАММНОМ ОБЕСПЕЧЕНИИ MINITAB В СНИЖЕНИИ ИЗМЕНЧИВОСТИ
Графические конструкции в описательных статистических приложениях, выполняемых контрольной диаграммой в программном обеспечении Minitab.
01) Данные относятся к процессу обработки штифтов, в котором диаметры измеряются путем отбора проб 5 штук в 25 партиях. Просмотрите процесс с помощью программного обеспечения Minitab.
Таблица 1: Измерение диаметра штифта
| Лот | Измерения | ||||||
| 1 | 2,08495 | 2,09203 | 1,01425 | 0,47627 | 1,75308 | ||
| 2 | 2,44288 | 1,84913 | 1,02012 | 1,5103 | 0,5167 | ||
| 3 | 2,08819 | 0,34567 | 0,67246 | 2,14641 | 0,51528 | ||
| 4 | 1,42411 | 1,04348 | 1,15683 | 0,9108 | 1,23562 | ||
| 5 | 1,43307 | 0,22926 | 1,51612 | 0,82627 | 1,29935 | ||
| 6 | 1,2113 | 0,63715 | 0,97815 | 2,30782 | 1,0003 | ||
| 7 | 2,14731 | 1,95837 | 0,95294 | 1,35384 | 0,73037 | ||
| 8 | 2,02444 | 1,60384 | 1,64667 | 1,66449 | 0,92746 | ||
| 9 | 1,4743 | 1,93916 | 1,06107 | 1,55396 | 0,8049 | ||
| 10 | 1,09096 | 2,09033 | 0,62161 | 1,45256 | 1,77208 | ||
| 11 | 1,90879 | 1,274 | 1,46827 | 1,36343 | 1,06161 | ||
| 12 | 0,81791 | 1,89952 | 1,24044 | 0,72729 | 1,44959 | ||
| 13 | 0,58784 | 1,57195 | 0,73316 | 1,05367 | 3,29273 | ||
| 14 | 2,12184 | 0,90374 | 0,59773 | 1,63101 | 0,82706 | ||
| 15 | 1,2819 | 0,89479 | 1,05394 | 1,25779 | 0,99451 | ||
| 16 | 0,82836 | 0,16347 | 2,12864 | 1,69732 | 0,90752 | ||
| 17 | 0,14026 | 1,0432 | 0,76948 | 1,72083 | 3,95445 | ||
| 18 | 2,19158 | 0,87777 | 0,955 | 1,50304 | 1,1604 | ||
| 19 | 0,93195 | 1,82231 | 1,2179 | 1,72608 | 1,45375 | ||
| 20 | 0,84523 | 2,79753 | 2,30041 | 0,47693 | 0,58081 | ||
| 21 | 1,84098 | 2,37729 | 1,89976 | 1,2079 | 3,2343 | ||
| 22 | 1,15648 | 2,5689 | 0,90064 | 3,7548 | 1,24616 | ||
| 23 | 2,21913 | 0,91997 | 2,15777 | 1,48548 | 0,25288 | ||
| 24 | 1,41393 | 0,71069 | 0,63707 | 1,71835 | 1,52855 | ||
| 25 | 1,5938 | 1,19839 | 0,88228 | 1,23019 | 0,41643 | ||
Источник: Action (2019)
Рисунок 01: Неисправная схема управления контактами вышла из-под контроля
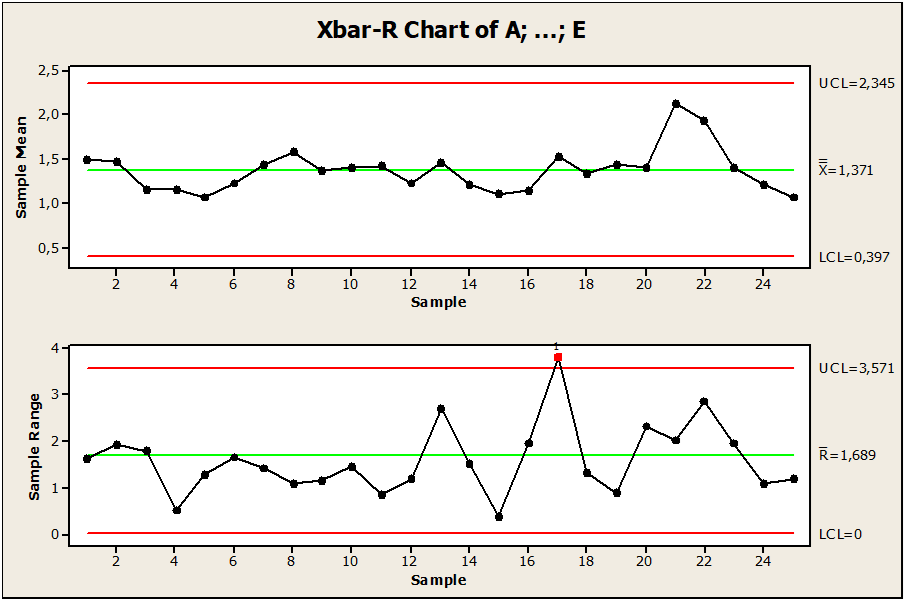
Данные образца представляют собой процесс обработки штифтов, наблюдаемый в 25 партиях штифтов. Как показано на рисунке 01. Мы заметили, что существует вариация между точкой 17 выше верхнего предела контроля LSC, где точка находится за пределами контрольного предела. Его центральный предел равен 1,68, верхний контрольный предел со значением 3,57 и нижний предел равен 0,0, это означает, что точка 17 в значении контакта 3,95445 находится под влиянием изменчивости. Поэтому для контроля процесса было рекомендовано удалить, изменить значения или построить новый график.
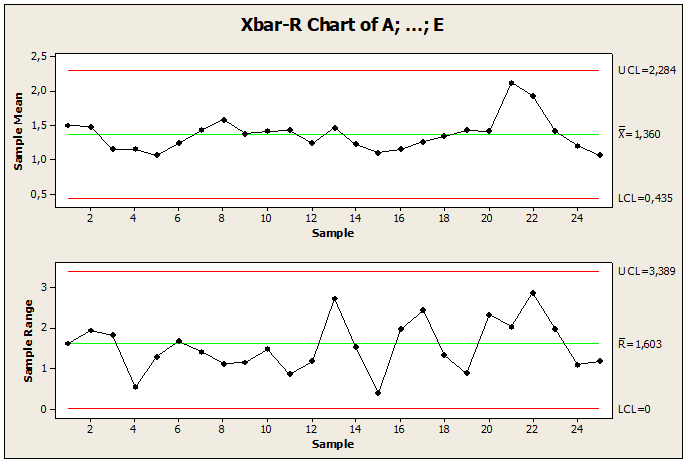
Рисунок 02: Контрольный график с корректировкой лимитов
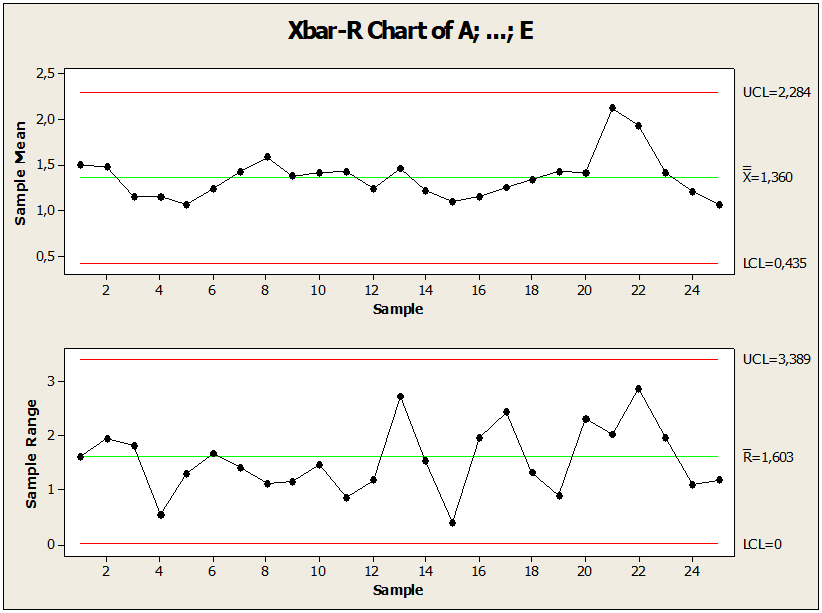
После проверки отклонения от нормы, рисунок 02. На графике показана точка под контролем по отношению к среднему значению, где произошло изменение, чтобы сохранить процесс под контролем. В выборке из пункта 17 значение несоответствия 3,95445 изменилось на 2,55445. Это изменение, выполненное с помощью контрольной диаграммы, сопровождаемой статистическими правилами, уменьшило вариабельность, и точка за пределами контрольного предела была скорректирована. Мы пришли к выводу, что все эти статистические измерения поддерживали стабильность процесса. После выявления, анализа, исправления, сокращения и контроля процесса образцов несоответствий можно было сравнить результаты, полученные с предыдущими результатами между процессами: процесс вне контроля, LC, равное 1,68, стандартное отклонение, равное 0, 69 и диапазон предельного значения 3,81 на один пункт выше предела. LSC. Процесс под контролем LC равен 1,60, стандартное отклонение равно 0,66 Значение предельного диапазона 3,61. После сравнения со значениями, рассчитанными в 1-м и 2-м тестах, было подтверждено улучшение статистических параметров.
Рисунок 03: Показаны диаметры штифтов
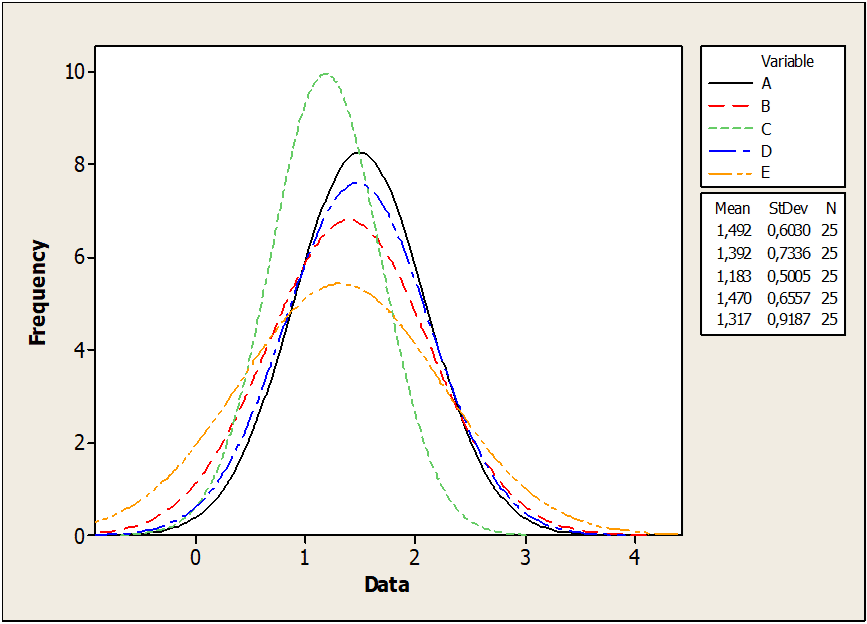
На фиг.03 показана дисперсионная кривая диаметров штифтов в подгруппах Е с большей точностью, чем кривая дисперсии подгрупп D. Стандартное отклонение для образцов подгруппы Е (0,91) значительно больше, чем для образцов подгруппы D. (0,50). Поэтому скорректированное распределение для подгруппы Е является сглаженным и более точным.
02) Проведено исследование для определения увеличения дефектов дверей из нержавеющей стали кухонного оборудования, произведенного на металлообрабатывающей компании. В ходе исследования дефекты, приведенные ниже, проявились с их возникновением и связанными с ними расходами. Постройте соответствующие диаграммы Парето.
Таблица 2: дефектные детали
| Тип дефектов | Nº. бракованных деталей | Удельная стоимость ремонта/утилизации | |
| Плохо выполненная сварка | 55 | 50 | |
| Плохое бурение | 9 | 50 | |
| Дефекты изгиба | 274 | 5 | |
| Упаковка | 15 | 50 | |
| Низкое качество пластин | 16 | 50 | |
| Сокращений | 126 | 30 | |
| другой | 12 | 50 |
Источник: Формирование керна -Nufec (2006)
Рисунок 04: Номера дефектных деталей
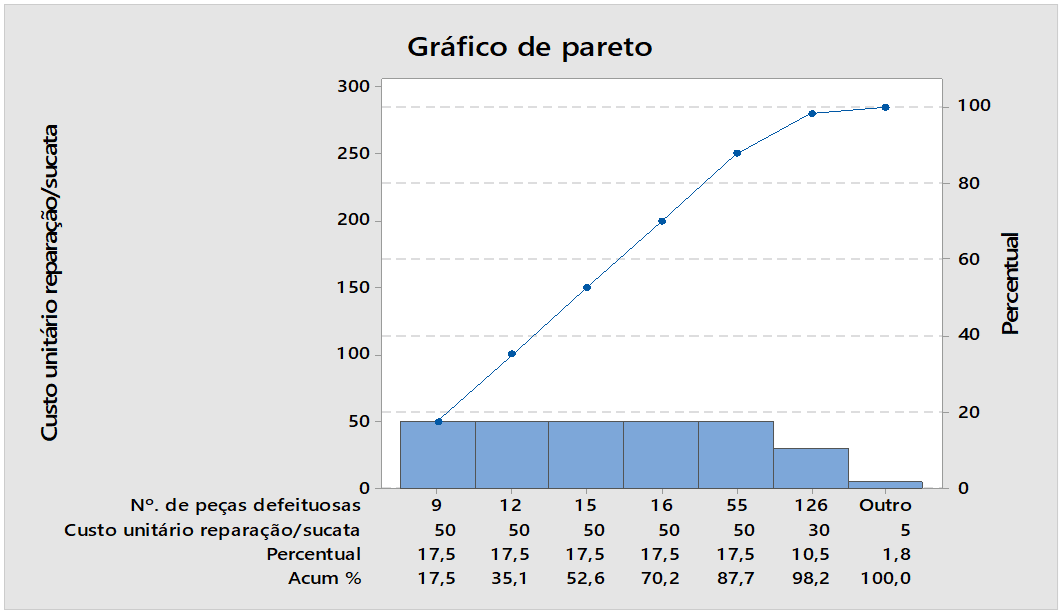
На рисунке 04 показаны результаты количества дефектных деталей, процент, наибольший источник 9 дефектных деталей, что соответствует проценту 17,5 %. При анализе рисунка ощущается наличие концентрации причин особой изменчивости, требующих коррекции контрольной картой программного обеспечения Minitab.
Рисунок 05: Процесс выхода из-под контроля номеров дефектных деталей
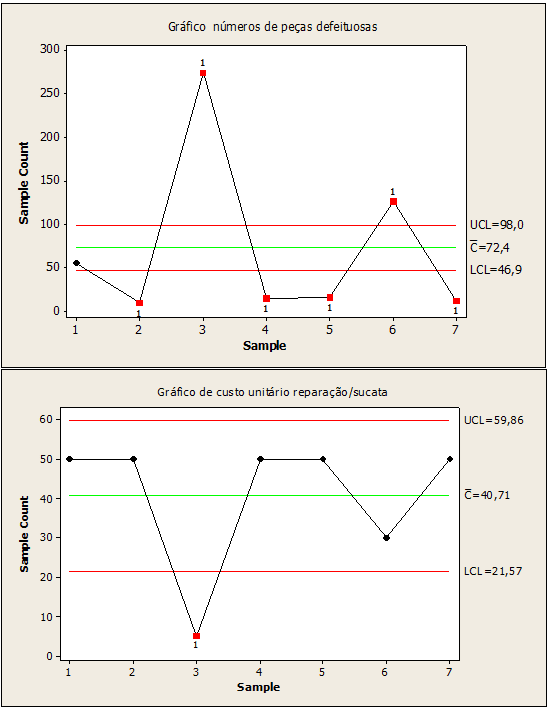
Было проверено, что на рисунке 05, относящемся к дефектным деталям, показана изменчивость в пунктах 2,3,4,5,6,7 со значениями (9 274,15,16,126,12). С другой стороны, удельная стоимость при ремонте точечного лома с изменчивостью 3 при значении, равном 5. Делается вывод, что в этих моментах есть особые причины, и есть необходимость в коррекции.
Рисунок 06: Процесс изготовления номеров дефектных деталей под контролем
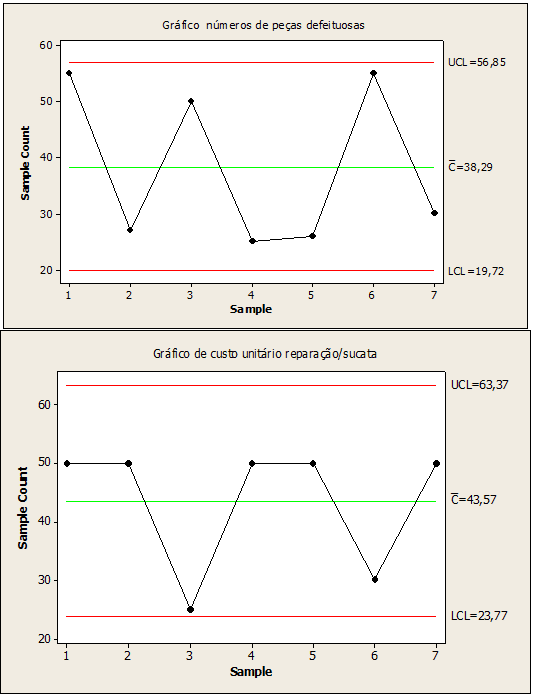
На рисунке 06 значения, используемые вместо значений неконтролируемых точек 2,3,4,5,6,7, за которыми следуют значения 27,50,25,26,55,30 для дефектных деталей и 25 для ремонта удельной стоимости лома в пункте 3. Эти данные замены, генерируемые контрольной диаграммой, улучшили стохастический процесс, сохраняя его под контролем, уменьшая изменчивость в производстве порталов из нержавеющей стали, сохраняя качество продукта стабильным.
03) Экструзионный пресс-форм используется для производства алюминиевых стержней. Диаметр трости является критическим признаком качества. В следующей таблице приведены значения x и r для 20 образцов по пять трости в каждом. Технические характеристики на тросах составляют 0,5035 +/- 0,0010 дюйма. Значения данных представляют собой последние три цифры меры, то есть 34,2 считывается как 0,50342.
a) Используя все данные, найдите контрольные пределы для диаграмм X и R, постройте диаграмму и постройте данные.
b) Используйте пределы попыток контроля элементов (a) для выявления неконтролируемых точек. При необходимости пересмотрите контрольные пределы, учитывая, что любой образец, выходящий за пределы контроля, может быть устранен.
Таблица 3: Образцы ногтей
| образец | R | образец | R | ||
| 1 | 34,2 | 3 | 11 | 35,4 | 8 |
| 2 | 31,6 | 4 | 12 | 34,0 | 6 |
| 3 | 31,8 | 4 | 13 | 36,0 | 4 |
| 4 | 33,4 | 5 | 14 | 37,2 | 7 |
| 5 | 35,0 | 4 | 15 | 35,2 | 3 |
| 6 | 32,1 | 2 | 16 | 33,4 | 10 |
| 7 | 32,6 | 7 | 17 | 35,0 | 4 |
| 8 | 33,8 | 9 | 18 | 34,4 | 7 |
| 9 | 34,8 | 10 | 19 | 33,9 | 8 |
| 10 | 38,6 | 4 | 20 | 34,0 | 4 |
Источник: Montgomery (2013)
Рисунок 07: Неконтролируемые образцы стержней
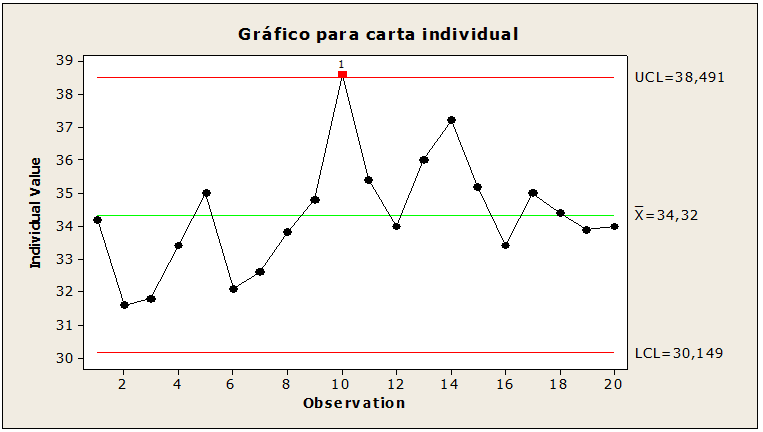
Статистический контроль по 20 выборкам по пять стержней в каждой. При интерпретации рисунка 07 значения верхнего предела составляли 38,49, среднего – 34,32, стандартного отклонения – 1,72, нижнего предела – 30,14 с точкой 10 значения 38, 6 – выше верхнего предела, что указывает на особые причины, которые могут быть правильными. На этом этапе предлагается коррекция, с тем чтобы скорректировать пределы.
Рисунок 08: Контрольные образцы ногтей
Путем корректировки точки на фиг.08, точку 10 корректировали, уменьшая значение образца до 36,6, сохраняя процесс стабильным и под контролем при изготовлении диаметра алюминиевых стержней.
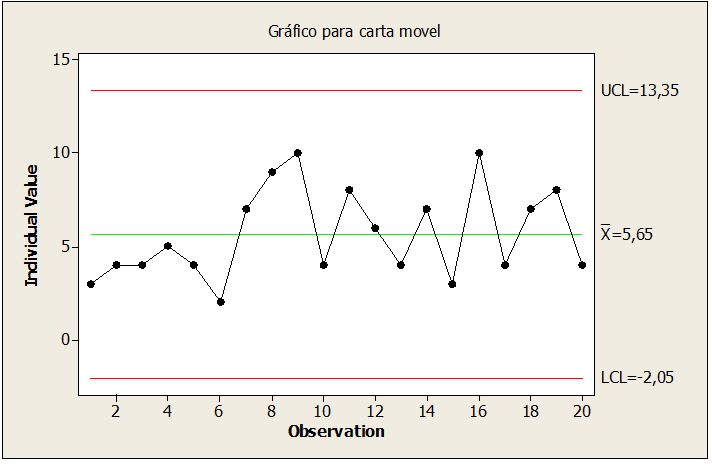
Рисунок 09: Образцы стволов технологической мощности
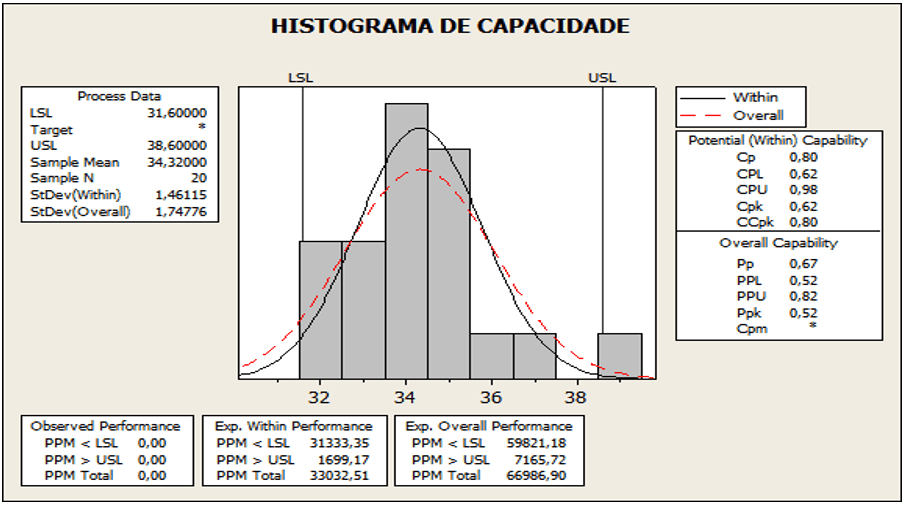
Согласно анализу рисунка 09, он представляет значение для Cpk, равное 0,49, среднее значение 5,65, стандартное отклонение 2,434 и p-значение 0,025. Результат CPk выходит за рамки, если Ppk < CPk. Полученное среднее значение составило 5,65, со смещением в LSE. CPk 0,49 ниже установленных значений, что подразумевает 1,33, находится за пределами стабильного предела.
Рисунок 10: Процент дефектов
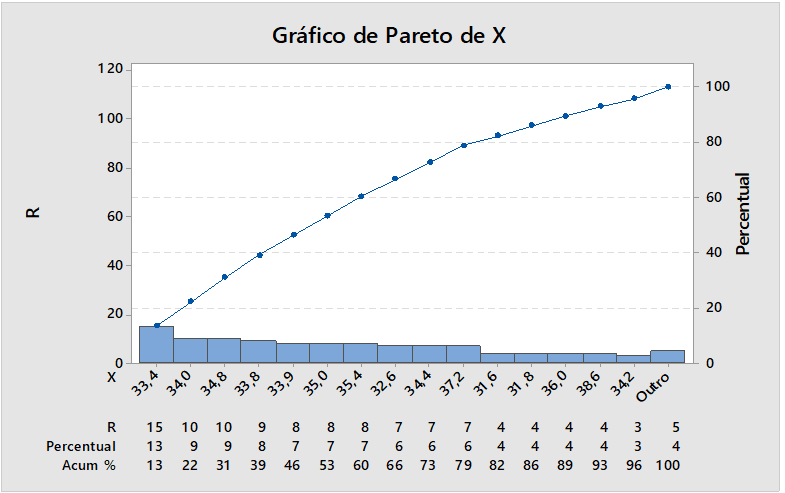
Рисунок 10. Диаграмма Парето дает процент проанализированных образцов дефектных, произведенных в этом процессе, процент, наибольший источник 15 дефектных деталей, что соответствует проценту 13%. Необходимо исключить вариации.
Наблюдая за цифрами, было проверено, что на фиг.07 точка 10 находится за пределами контрольного предела, представляя аномалию в диаметре стержней, которая может быть правильной. Уже на рисунке 09 cpk выходит за рамки. Однако рисунок 10, имеет дефект в стержнях. Следующая цифра 08. После интерпретации, анализа и устранения особых причин в точке диаметра оставались стабильными.
На рисунке 11 показаны контрольные диаграммы для средних, стандартного отклонения и количества несоответствий, измеренных путем отбора проб 5 штук в 25 лотах. Через представленные графики мы можем наблюдать, что существует точка за пределами предела контроля и распределена вокруг среднего, а также это позволило нам наблюдать порядок величины отклонений процесса и, наконец, позволило найти точки особых причин, где она представляет точку за пределами предела. Благодаря этим анализам мы обнаружили, что существует изменчивость особой причины в точке 17 LSC, где точка находится за пределами контрольного предела, требуя коррекции и снижения изменчивости. Эта аномалия была обнаружена с помощью контрольной карты программного обеспечения Minitab в 1-м тесте, где процесс был необходим для стабилизации. Таким образом, чтобы держать процесс под контролем, 2-й тест был применен в дополнение к 1-му тесту, чтобы создать новую контрольную диаграмму, которая контролирует процесс.
При построении предельного графика под контролем были рекомендованы три ситуации: удаление наблюдения за значением 3,95445, изменение значений несоответствия или построение нового графика. 2-й тест на рисунке 12. Покажите коррекцию, сравнение и уменьшение вариаций при построении нового графика с точкой под контролем по отношению к среднему, с модификацией точки отбора проб с целью держать процесс под контролем. В образце значения 3,95445 изменено значение 2,55445. После контроля процесса можно было сравнивать полученные результаты с предыдущими результатами между процессами. По сравнению со значениями расчета пробы в подконтрольном процессе среднее значение представляло значение, равное 1,60, стандартное отклонение 0,66 и амплитуду предельного значения 3,66. В то время как неконтролируемый процесс означает равный 1,68, стандартное отклонение 0,69 и предельная амплитуда со значением 3,81.
Рисунок 11: Письмо о выходе из-под контроля
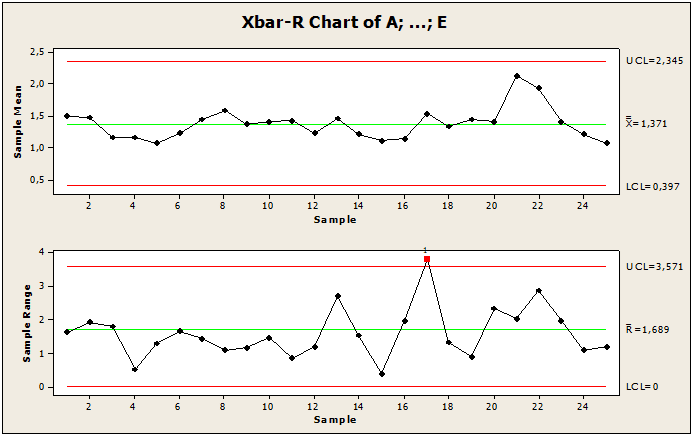
Рисунок 12: Письмо под контролем
Результаты, полученные в данном исследовании, показывают контрольные карты как эффективный инструмент снижения изменчивости в приложениях педагогических наук путем нахождения стабильности процесса и повышения качества.
4. ЗАКЛЮЧЕНИЕ
С помощью контрольных карт программного обеспечения Minitab можно было строить и анализировать изменения в распределении выборки в статистическом процессе, информируя критические точки с изменчивостью в приложениях педагогических наук. Благодаря анализу контрольных карт мы можем понять, что статистические приложения представлены изменчивостью.
Диаграмма представляет собой инструмент, используемый для контроля аномалий с помощью статистических тестов, и изменчивость была обнаружена в некоторых точках выборки статистических приложений. Поэтому необходимо делать выводы при контроле переменных с неконтролируемыми точками. 1-й тест подтвердил, что подгруппы, которые необычны по сравнению с другими подгруппами, представляют аномалии, и возникла необходимость применить 2-й тест, чтобы исправить и держать процесс под контролем.
Графики позволили проверить вариации и стабилизировать переменные между средними параметрами, стандартными отклонениями и амплитудой. Графики позволили аппроксимировать точки отбора проб за пределы и корректировать дефекты между пределами, способствуя постоянному совершенствованию процесса, позволяя воспринимать дефекты и контролировать причины аномальных вариаций между ограниченными параметрами диаграммы при сравнении образцов в проверочных испытаниях.
Анализируя графики с целью установления пределов для будущих инспекций, необходимо будет исключить пространственную изменчивость и после изменения выборки построить новые графики в минитабе становится возможным в устранении этих точек для расчета пересмотренных пределов
Цели, поставленные в этом исследовании, были успешно достигнуты путем использования статистических методов для выявления и устранения аномалий, которые не соответствуют статистическим проблемам. Такие методы позволяли выводить в инженерных приложениях через образцы. Действия уменьшали вариативность в программном обеспечении Minitab и тем самым поддерживали стохастический процесс стабильным и под контролем. Эта тема показал, что можно собирать, анализировать и интерпретировать данные с помощью контрольных диаграмм, потому что с помощью этого инструмента можно проверить аномалии в статистических задачах.
Установлено, что статистическое программное обеспечение способно соответствовать спецификациям при управлении технологическим процессом. Была проверена необходимость использования Minitab для предотвращения возможных причин изменчивости. Наконец, благодаря настоящему исследованию изменчивости стало возможным воспринимать и понимать вклад ресурсов контрольных карт путем применения программного обеспечения для уменьшения аномалий в статистических научных приложениях.
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
BORTOLOTTI, S. L. V. et al. Análise da qualidade do produto final no processo de envase de azeitonas verdes. Tecnol. & Hum., Curitiba, ano 23, n. 36, jan/jun. 2009. Disponível em: https://revistas.utfpr.edu.br/rth/article/viewFile/6238/3889
CARPINETTI, L. C. R. Gestão da Qualidade, Conceitos e Técnicas. São Paulo: Atlas S.A., 2010.
CARPINETTI, L. C. R. Gestão da Qualidade: Conceitos e Técnicas. São Paulo: Atlas, 2010.
CARPINETTI, L. C. R. Gestão da Qualidade: Conceitos e Técnicas. São Paulo: Atlas, 2010.
CASTRO, D. R. C. et al. A aplicabilidade dos gráficos de controle nas empresas como modelo de inspeção para a avaliação da qualidade. In: XXXII Encontro Nacional de Engenharia de Produção. Bento Gonçalves, RS, 2012. Disponível em: http://www.abepro.org.br/biblioteca/enegep2012_tn_stp_158_921_20804.pdf
CHAVES, J. B. P. Controle de Qualidade na Indústria de Alimentos. Viçosa,
MG, (s.n.), 1997.
CHAVES, J. B. P.; TEIXEIRA, M. A. Controle Estatístico de Qualidade:
inspeção por amostragem/ mapas de controle. DTA/UFV. Viçosa, MG: (s.n.), p. 162,
1997.
CORTIVO, Z. D. Aplicação do Controle Estatístico de Processo em sequências curtas de produção e análise estatística de processo através do planejamento econômico. Curitiba: Universidade Federal do Paraná, 2005.
FERREIRA, J. M.; OLIVEIRA, M. S. de. Controle estatístico da qualidade. Lavras: UFLA/FAEPE, p.87, 2008.
GADELHA, G. R. de O.; MORAIS, G. H. N. Análise do Processo de Desperdício de Embalagens em uma Indústria Alimentícia: Aplicação das Quatro Primeiras Etapas do MASP. Fortaleza-SC: XXXV ENEGEP, 2015.
GADELHA, G. R. de O.; MORAIS, G. H. N. Análise do Processo de Desperdício de Embalagens em uma Indústria Alimentícia: Aplicação das Quatro Primeiras Etapas do MASP. Fortaleza-SC: XXXV ENEGEP, 2015.
HORA, H. R. M., COSTA, H. G. Tomada de decisão no MASP: uma contribuição para decisões utilizando a matriz AHP. XXIX Encontro Nacional de Engenharia de Produção. Salvador. ENEGEP, 2009.
IPEK, H. et al. The application of statistical process control. Minerals Engineering, Vol. 12, Issue 7, p. 827-835, 1999. ISSN 0892-6875. Disponível em: https://doi.org/10.1016/S0892-6875(99)00067-9.
JURAN, J. M.; GRYNA, F. M. Controle da Qualidade: Métodos Estatísticos Clássicos Aplicados à Qualidade. São Paulo, Ed. Makron, 1992.
LAGO NETO, J. C. do. O efeito da autocorrelação em gráficos de controle para variável contínua: Um estudo de caso. Florianópolis, 1999.
MAGALHÃES, M. S. de; MOURA NETO, F. D. Economic-statistical design of variable parameters non-central chi-square control chart. Production, v. 21, n. 2, p. 259–270, 2011.
MICHEL, M. H. Metodologia e Pesquisa Científica em Ciências Sociais: Um Guia Prático para Acompanhamento da Disciplina e Elaboração de Trabalhos Monográficos. São Paulo: Atlas, 2005.
MINITAB. Conheça o Minitab para Windows. 1º. ed. São Paulo: Editora Minitab
Inc., 2010.
MONTGOMERY, D. C. Estatística Aplicada e Probabilidade para Engenheiros. Tradução e revisão técnica Verônica Calado. Rio de Janeiro, LTC, 2015.
MONTGOMERY, D. C. Introdução Ao Controle Estatístico Da Qualidade. 4. ed. Rio de Janeiro: LTC, 2009.
MONTGOMERY, D. C. Introdução ao Controle Estatístico de Qualidade. 3. ed. Rio de Janeiro: LTC, 1997.
MONTGOMERY, D. C. Introdução ao Controle Estatístico de Qualidade. 4. ed. Rio de Janeiro: LTC, 2004.
MONTGOMERY, D. C. Introdução ao Controle Estatístico de Qualidade. 3. ed. Rio de Janeiro: LTC, 2013.
MONTGOMERY, D. C. Introdução ao controle estatístico de qualidade. Rio de Janeiro: LTC, 2016.
OLIVEIRA, T. S.; LIMA, R. H. P. Aplicação do controle estatístico de processo na mensuração da variabilidade em uma usina de etanol. Anais. INGEPRO Inovação, Gestão e Produção, v. 3, n. 6, p. 022-033, 2015.
OLIVEIRA, V. F. de. Mobilidade e acessibilidade urbana: uma análise socioespacial a partir dos bairros Jardim Morada do Sol e Conjunto Habitacional Ana Jacinta, em Presidente Prudente. Faculdade de Ciências e Tecnologia – FCT, Unesp, 2011.
PALLADINI, E. P. et al. Gestão da Qualidade: Teoria e Casos. 2. Ed. São Paulo: Atlas, 2010.
PEDRINI, D. C. Proposta de um método para aplicação de gráficos de controle de regressão no monitoramento de processos. Universidade Federal do Rio Grande do Sul: UFRGS, 2009.
PEREIRA, A.; PATRÍCIO, T. Guia prático de utilização: análise de dados para Ciências Sociais e Psicologia. 8.ª ed. Lisboa : Sílabo, 2013.
REBELATO, M. G. et al. Estudo sobre a aplicação de gráficos de controle em processos de saturação de papel. XIII SIMPEP. Bauru, SP: 2006.
RIBEIRO, J. L.; CATEN, C. T. Controle estatístico de processos: Apostila de Curso. Porto Alegre: UFRGS, 2012.
RICHARDSON, R. J. Pesquisa social: métodos e técnicas. 3 ed. São Paulo: Atlas, 1999.
RICHARDSON, R. J. Pesquisa social: métodos e técnicas. São Paulo: Atlas, 1999.
RODRIGUES, G. P. Controle Estatístico de Qualidade e de Processo na Indústria de Alimentos. Universidade Federal de Viçosa, MG, p. 152,1998.
ROSA, L. C. Introdução ao Controle Estatístico de Processos. Santa Maria, Ed. Da UFSM, 2009.
SIQUEIRA, L. G. P. Controle Estatístico de Processos – Equipe Grifo – Série Qualidade Brasil. São Paulo: Pioneira, 1997.
SOUZA, A. M., RIGÃO, M. H. Identificação de variáveis fora de controle em processos produtivos multivariados. Revista Produção, São Paulo, V.15 no.1, p.74-86, abr. 2005.
SOUZA, R. Case Research in Operations Management. EDEN Doctoral Seminar on Research Methodology in Operations Management, Brussels, Belgium, 2005.
SPIEGEL, M. R.; STEPHENS, L. J. Schaum’s esboço de teoria e problemas de estatística: Aprenda a si mesmo. 4ª ed., Rio de Janeiro: LTC, 2007.
TRIVELLATO, A. A. Aplicação das sete ferramentas básicas da qualidade no ciclo PDCA para melhoria contínua: estudo de caso numa empresa de autopeças. Trabalho de conclusão de curso, Universidade de São Paulo, 2010.
VIEIRA, S. Estatística para a qualidade: como avaliar com precisão a qualidade em produtos e serviços. Rio de Janeiro: Elsevier, 1999.
VILAÇA, A. C.; OLIVEIRA, R. C. B. Utilização do Controle Estatístico de Processo para Avaliação de Peso de Massas para Pastel. FAZU em Revista, Uberaba, n. 8, p. 137-146. 2011.
WERKEMA, M. C. C. Avaliação de sistemas de medição. 2.ed. Belo Horizonte: Werkema. 2012.
WERKEMA, M. C. C. Ferramentas estatísticas básicas para o gerenciamento de processos. Belo Horizonte: Werkema, 2006.
YIN, R. K. Estudo de caso: planejamento e métodos. 2. Ed. Porto Alegre: Bookman, 2001.
[1] Магистр технологического проектирования – PPGEP / ITEC-UFPA.
[2] Доктор инженерных наук в области природных ресурсов Федерального университета Пара.
Представлено: Апрель 2021 года.
Утверждено: Июнь 2021 года.