FONTÃO, Henio [1], LOPES, Eloisa de Moura [2]
FONTÃO, Henio; LOPES, Eloisa de Moura. Plackett-Burman saturo di pianificazione per l'analisi delle opportunità e dei miglioramenti nei rivenditori di generi alimentari. Rivista scientifica multidisciplinare di nucleo di conoscenza. anno 03, Ed. Vol 05, 02, pp. 111-126, maggio 2018. ISSN:2448-0959
Riepilogo
L'obiettivo di questo studio per individuare opportunità di miglioramento dei rivenditori commerciali supermercato un comune situato nella Valle do Paraíba Paulista-Brasile. Lean Six Sigma si propone di migliorare la qualità e la velocità dei processi, con l'ausilio di strumenti statistici avanzati, come la progettazione di esperimenti. Applicato il metodo di ricerca esplorativa, attraverso una matrice fattoriale frazionale Plackett-Burman, che serviva per indirizzare l'applicazione ad una ricerca economicamente più snella. Test di significatività sono stati effettuati su fattori specifici a un processo studiato. È concluso che i fattori più importanti per un processo di opinione da parte dei clienti sulla qualità dei servizi forniti da rivenditori locali e regionali sono: gruppo d'età e luogo di residenza. Infine, abbiamo analizzato le possibili relazioni tra le informazioni registrate e alcuni miglioramenti promesso dal Lean Six Sigma.
Parole chiave: Lean Six Sigma, Design of Experiments, Plackett-Burman, rivenditori di generi alimentari.
1. Introduzione
Si è osservato che la maggior parte delle pubblicazioni sui concetti di Lean Manufacturing/Enterprise e Six Sigma descrivere applicazioni pratiche di questi concetti e metodologie in imprese di trasformazione. Tuttavia, questi concetti possono essere applicati a entrambi i contraenti, come i servizi esistenti nella produzione di serie. (2004) dichiara George di essere comuni in aziende manifatturiere, il fatto che circa l'80% del prezzo dei rispettivi prodotti sono formate dai costi indiretti. In questo senso, le tecniche di Lean Six Sigma possono provocare miglioramenti e riducendo al minimo i costi e fornire alle aziende un vantaggio competitivo importante.
In un contesto di globalizzazione della produzione e alta competitività, in cui i prezzi di beni e servizi devono essere determinati dal mercato e oligopoli possono stabilire mercato barriere all'entrata e/o continuità di piccole e medie dimensioni aziende, rende necessario per i piccoli e medi supermercati, rivenditori locali e regionali sono coinvolte nei processi di miglioramento continuo (l'innovazione incrementale). In questi tempi, forse può essere uno dei modi per innovare, ridurre i costi, rimanere competitivi e per rimanere in mercati sempre più globalizzati.
Il concetto di Lean Six Sigma è emerso con l'obiettivo di migliorare la velocità e la qualità nel settore. Il metodo si propone di analizzare e prevedere la variabilità, migliorando la qualità dei prodotti e dei servizi, aumentare la velocità dei processi, ridurre al minimo costi e diretto alle organizzazioni di successo aziendale.
Considerando che la letteratura, anche se a un minor numero di pubblicazioni forniscono anche casi di applicazione di questi concetti in vari fornitori di servizi, si ritiene, nel senso di sviluppo del business, ricerca pertinente che Esplorate il soggetto nel ramo del supermercato rivenditori nella regione di Vale Paraíba Paulista e possono servire come riferimento per ulteriori studi sull'argomento.
La ricerca si propone di studiare gli effetti e il significato di alcuni fattori specifici di un processo di percezione dei clienti sulla qualità dei servizi forniti da medie e piccoli supermercati, rivenditori in più di analizzare possibili le relazioni tra queste informazioni e le proposte di miglioramento promesso dal Lean Six Sigma. Per questo, applicato le tecniche di disegno degli esperimenti, che è uno degli strumenti avanzati utilizzati da Lean Six Sigma.
Sono stati studiati libri, articoli scientifici e sito web specializzato, al fine di strutturare la storia dell'argomento e metodi scientifici applicati nella ricerca. Tuttavia, come fondamento bibliografica, tra gli altri, il libro "Lean Six Sima per servizi: come utilizzare velocità Lean e Six Sigma Quality per migliorare i servizi e le transazioni", creati da Michael l. George.
2. Obiettivi
Questo studio mira a identificare le opportunità di miglioramento dei rivenditori di affari di supermercato in città della Lorena, situata a Vale do Paraíba.
Per assistere la direzione e il disegno di questo studio, gli obiettivi specifici sono stati:
- Identificare i profili cliente comune con Plackett-Burman, N = 20 e indagare come si rendono conto (il parere di) la qualità dei servizi forniti dai rivenditori di supermercati di piccole e medie dimensioni di una città nella valle del Paraíba.
- Aumentare l'importanza dei fattori studiati e proporre la soluzione migliore per il processo definito nella ricerca.
- Verificare che le informazioni raccolte possono aiutare a sostegno di alcuni miglioramenti proposti con l'implementazione del metodo Lean Six Sigma, che in questo studio erano: controllo sulla variabilità, miglioramento della qualità dei servizi, aumentare la velocità processi e riducendo al minimo i costi. Per questo, abbiamo cercato di identificare potenziali opportunità di miglioramento, basato sul rapporto tra i dati raccolti nell'indagine e i concetti studiati.
3. Fondamento teorico
3.1 Lean Manufacturing / Enterprise
In Europa, tra il 16 ° e 18 ° secolo, la produzione artigianale non ha risposto pienamente commerciale richiesta. Al fine di aumentare la produzione e profitti, commercianti assunto artigiani a lavorare insieme in un unico luogo. Questo ha comportato nella separazione tra la capitale e il lavoro e cominciarono a sorgere le prime produzioni industriali capitaliste.
Handcrafting utilizzato professionisti altamente qualificati e strumenti flessibili per produrre elementi personalizzati secondo le necessità dei clienti, tuttavia i costi elevati. Mentre la produzione di massa, intorno al 1760, indossava un'intensa divisione del lavoro, con vari professionisti con competenze specifiche per una produzione su larga scala di prodotti standardizzati e unici e a basso costo.
Per quasi due secoli, diversi modelli di produzione vengono applicati nelle organizzazioni. Tuttavia, nei dintorni di 1949, inizia impostare un modello che, più tardi, negli anni ' 70 e in piena "crisi petrolifera" e il mondo economia, riesce a mantenere la Toyota Motor Company con profitti superiori a quelli dei suoi concorrenti, il Toyota Production System (OHNO.1997.
Tuttavia, al fine di cercare di evitare gli alti costi di produzione su piccola scala e la rigidità della produzione su larga scala, nel tardo 80 1 generico termine per la Toyota produzione sistema-Lean Manufacturing. Se l'intenzione era di definire un sistema di produzione flessibile, reattivo, innovativo ed efficiente, che utilizza macchine automatizzate e in inferiorità numerica per la produzione di elevati volumi di prodotti in un'ampia varietà. Il suo obiettivo è la riduzione delle rimanenze, formazione di collaboratori qualificati e versatili, lavoro in team, la prevenzione delle occorrenze dei guasti e perdite e il rapporto di cooperazione a lungo termine con i fornitori (SHINGO, 1996).
Ai fini dell'applicazione dei concetti e strumenti a tutti i livelli dell'organizzazione e la necessità di estendere il sistema per l'intera organizzazione, il termine Lean Enterprise.
Gestione della qualità 3,2
Anche se solo con ISO nel 2000 la qualità è ufficialmente evoluto sistema di gestione, è stato possibile percepire in pubblicazioni di autori classici come Deming e Juran la preoccupazione con gestione della qualità in tutta l'azienda.
Per rimanere competitiva, tutte le parti delle aziende dovrebbero adottare un approccio sistematico approccio per stabilire e raggiungere gli obiettivi di qualità, (JURAN, 1990).
Deming, negli anni 1950, (apud Anjard, 1995) ha sviluppato il PDCA (Plan-attrezzo-Check (Studio)-Act). In senso evoluzionistico e adattabile alle esigenze del mercato, sono emerse nuove sigle denominazione dei sistemi, strumenti, modelli e processi di gestione della qualità. Secondo George (2004), il DMAIC (Define-misura-analizzare-migliorare-Control) o DMEDI-(Define-Measure-Explore-Develop-Implement), sono componenti di un progetto Six Sigma o Lean Six Sigma.
3.3 Six Sigma
Sei Sigma-σ-6 è un sistema per realizzare, sostenere e massimizzare il successo e usi comprensione del business del cliente ha bisogno, applicazione di metodi statistici e processi e concentrarsi sulla gestione aziendale. In questo caso, il successo di business può essere tradotto con i vantaggi del sistema di Six Sigma, come: riduzione costi, miglioramento della produttività, crescita della quota di mercato, fidelizzazione, cambiare ridotti difetti, culturale, sviluppo di nuovi prodotti e servizi come (Perrone, 2001).
Il Six Sigma costituisce un "ciclo chiuso" al fine di tenere traccia delle modifiche nel business e mantenere l'organizzazione sulla strada del successo, attraverso la gestione dei processi, miglioramento e progettazione/consulenza di processo. Per che allinea il sistema da un modello algebrico in cui Y (rappresentata dalle misure di performance di business, ad esempio: obiettivo strategico, profitto, soddisfazione del cliente) è una funzione di X (rappresentati da variabili indipendenti, come: elaborare input o variazioni nella tecnologia, tempo di ciclo, personali), cioè: Y = f (X), (Perrone, 2001).
Tabella 1 – Semplificato la tabella di conversione nel sigma.
Tabella semplificata di conversione in Sigma |
||
| % Di rendimento | DPMO | Sigma |
| 30,9 | 690.000 | 1.0 |
| 69,2 | 308.000 | 2.0 |
| 93,3 | 66.800 | 3.0 |
| 99,4 | 6.210 | 4.0 |
| 99.98 | 320 | 5.0 |
| 99,9997 | 3.4 | 6.0 |
Fonte: adattato da Pande (2001).
Tabella 1 porta una presentazione semplificata della conversione nel sigma, mostrando i valori relativi di difetti per milione di opportunità e tasse per i processi di produzione, come livelli di sigma.
La piccola lettera greca sigma alfabeto-σ-rappresenta la deviazione standard, che, nel tempo, rappresenta la variazione, l'incoerenza del processo. Il livello di sei indica 99,9997% resa nel processo di business, cioè 3,4 difetti per milione di opportunità (DPMO). È attraverso l'uso di strumenti statistici che il sistema di Six Sigma si propone di gestire la variabilità e diventa rilevante perché può aiutare a rispondere automaticamente ai segnali da processi, fornitori, dipendenti e clienti, e con questo, raggiungere nuovi livelli di potenza e prestazioni, pur (Perrone, 2001).
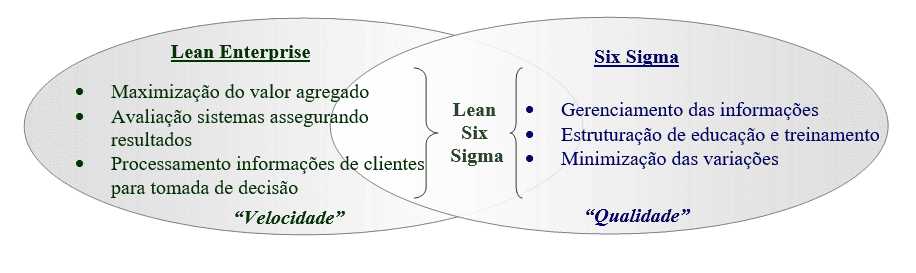
3.4 Lean Six Sigma
Lean Six Sigma è una metodologia di miglioramento continuo del business che massimizza il valore per gli azionisti e ricerca con velocità e qualità, il miglior tasso di soddisfazione del cliente e il capitale investiti. È il metodo che utilizza la stima della variabilità climatica, smaltimento dei rifiuti e la pianificazione strategica sulle opportunità. Possibile combinare più strumenti come necessario e livello di business per soddisfare l'organizzazione, ed è "chiave" per differenziare il supporto specializzato per ogni progetto necessario, come (GEORGE, 2002, 2003).
Lean e Six Sigma interagiscono e si rafforzano reciprocamente. I guadagni sono molto più veloci se il Lean e Six Sigma si eseguono contemporaneamente, George (2003). Si vede il concetto di Lean Six Sigma non solo come strumento per ridurre i rifiuti e i costi, ma come un metodo di massimizzare investimenti di capitale a lungo termine, con applicazioni veloci e qualitative in ogni progetto.
Secondo gli autori intervistati, i concetti di progettazione di esperimenti (DOE) sono ampiamente applicati in organizzazioni per mezzo di strumenti statistici diffusi in metodologie quali Six Sigma e Lean Six Sigma.
3.5 Pianificazione di esperimenti – DOE (Design of Experiments)
In uno scenario altamente competitivo, le aziende che hanno effettive condizioni di scegliere il miglior metodo di miglioramento continuo possono avere un vantaggio rispetto ai vostri concorrenti. Strumenti di controllo statistico possono aiutare nell'analisi di più variabili per il migliore processo decisionale manageriale e, quindi, negli sforzi per processi con maggiore probabilità di successo. La pianificazione sperimentale (DOE) si presenta come un modo intelligente di verifica dei processi produttivi o servizi o progetti ancora più ampi e complessi.
La femmina del cervo è uno strumento per l'ottimizzazione di esperimenti e di raffinatezza, utilizzati in progetti di Lean Six Sigma nello "sviluppo" in DMEDI, o "Migliorare" in DMAIC. Disegno degli esperimenti è una metodologia in cui i fattori di input sono molteplici per capire il tuo impatto sulle variabili di output. In un servizio ambiente può essere prescrizione, tempo di ciclo, soddisfazione del cliente, come descritto nella sezione (GEORGE, 2004).
3.6 Pianificazione Plackett e Burman saturata
Il modello di Plackett-Burman, oltre ad essere adatto a situazioni esplorativi, utilizzabile anche economicamente magra perché permette di indagare ricerche con esperimenti di "n" fattori "n-1" e usi "fantasmi", che servono a rendere il stima dell'errore sperimentale, Barros Neto; Scarmínio; Bruns, (2003). Questi progetti sono utili per, economicamente, rilevare effetti principali, considerando che tutte le interazioni sono trascurabili se confrontato con alcuni significativi effetti principali (manuale di statistica ingegneria, 2007).
4. Metodi e tecniche della ricerca
In questa ricerca, lo studio esplorativo, che è raccomandato quando c'è poca conoscenza circa il problema da studiare, Rampazzo (2001). Fondamentalmente, il metodo sperimentale riduce per presentare lo studio all'afflusso di determinate variabili, meno controllato condizioni da parte del ricercatore, di osservare i risultati e per il processo decisionale (BONDUELLE S.A., 2000).
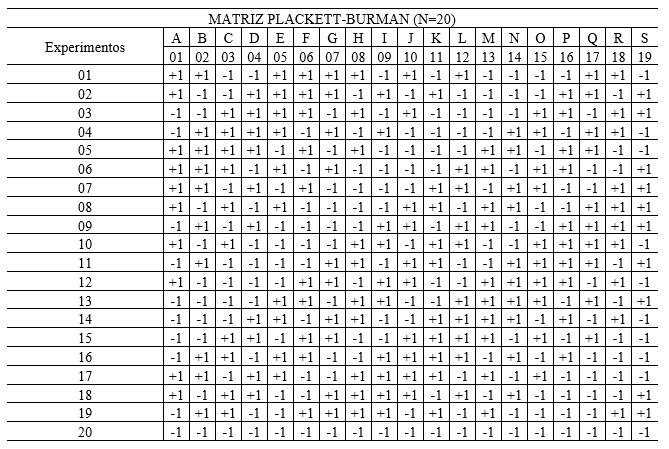
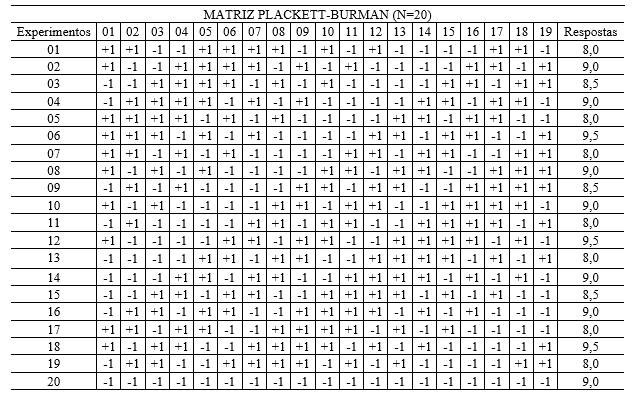
Per allineare i fattori indagati e obiettivi alla struttura sperimentale e indirizzare l'applicazione di una ricerca esplorativa e con bassi investimenti, progettazione di esperimenti tecniche-progettazione di esperimenti (DOE) sono stati usati- strutturato attraverso una matrice fattoriale frazionale Plackett-Burman saturata N = 20 (come tabella 02), con un livello di significatività del 5%. Le analisi statistiche sono state elaborate attraverso un foglio di calcolo di Excel.
Come una ricerca esplorativa applicata a un segmento locale formato da aziende al momento del completamento dello studio non viene utilizzato il metodo Lean Six Sigma, scelto come alcuni fattori socio-economici profili e abitudini di consumo dei clienti di queste aziende. Secondo George (2004), un dati di progetto di Lean Six Sigma da clienti dovrebbero essere incorporati nel processo di miglioramento e le informazioni devono essere incorporate nel processo decisionale.
La percezione dei clienti sulla qualità dei servizi è più complessa di prodotti. C'è una maggiore domanda relativa alla procedura per la consegna di questi, come partecipazione e sensibilità del prestatore di servizi, Quintella et al. (2004). Tuttavia, quando il client aggiunge valore a questi aspetti, le aziende sembrano camminare verso successo aziendale. Dati di borsa mostrano che le aziende con più alto rapporto tra valore di mercato e valore di libro, ha mostrato grande incremento di fatturato e profitto, (GEORGE, 2004).
In caso di questa indagine, sono stati eseguiti esperimenti di venti, con diciannove variabili, essendo tredici fattori reali e sei colonne vuote o fantasmi, tenendo conto della necessità di matrice sperimentale, come tabella 03.
Tabella 03 – Fattori indagati e i rispettivi livelli.
| Fattori | Livello | |||
| (+) | (-) | |||
| 1 | Il | Genere. | Maschio. | Donna. |
| 2 | (B) | Gruppo di età. | Sopra i 40 anni. | Fino a 40 anni. |
| 3 | (C) | Scolarizzazione. | Si è laureato. | Non laurearsi. |
| 4 | (D) | Funziona? | Sì. | Non. |
| 5 | E | Livello di reddito familiare. | 05 sopra gli stipendi. | Fino al 05 salari. |
| 6 | (F) | Stato civile. | Sposato/Amancebado. | Gli altri. |
| 7 | G | Ha dei figli? | Sì. | Non. |
| 8 | H | Residence | Nella città. | Gli altri. |
| 9 | (I) | Hai una macchina? | Sì. | Non. |
| 10 | J | Villa. | Il proprietario. | Noleggio. |
| 11 | K | Come spesso si usa il supermercato? | + 01 volta al mese. | Fino al 01 volta al mese. |
| 12 | L | Quante persone ci sono nella vostra famiglia? | + 05 persone. | Fino al 05 persone. |
| 13 | M | Preferire frequente supermercato. | Giorni della settimana. | Week-end. |
| 14 | N | "Ghost". | ||
| 15 | Il | "Ghost". | ||
| 16 | P | "Ghost". | ||
| 17 | Q | "Ghost". | ||
| 18 | R | "Ghost". | ||
| 19 | S | "Ghost". | ||
Fonte: autori.
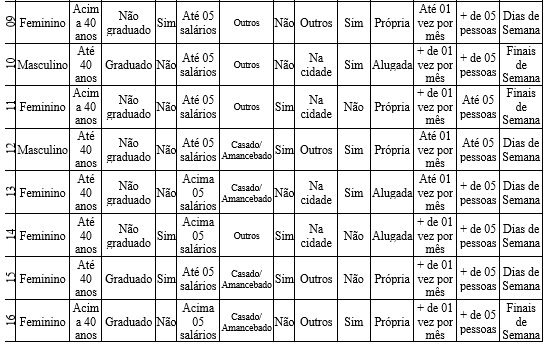
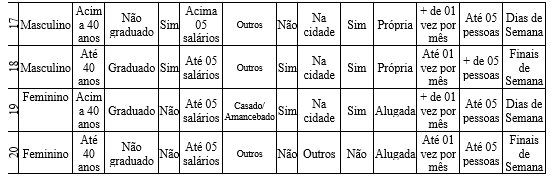
4.1 Il profilo di informatori
Venti profili specifici per i clienti dei supermercati che rispettate la struttura della matrice proposta (tabella 04), che ha servito come informatori nell'applicazione del questionario, per il completamento degli esperimenti sono stati definiti e ottenere le risposte o variabili dipendenti.
Di conseguenza, 20 relativi esperimenti combinando due diversi livelli di fattori selezionati: alta (+) e giù (-) e così definito il profilo di ogni informatore, che in seguito servì come una fonte di raccolta dei dati su applicazione di un questionario chiuso e diretto.
Informatori selezionati sono stati chiesti circa la soddisfazione percepita sui servizi forniti dai rivenditori di supermercati di medie e piccole dimensioni, situati in una città a Vale Paraíba. Cercò di mantenere la riservatezza per quanto riguarda l'identità delle aziende coinvolte nel processo di prova.
Tabella 04-Profilo di informatori.
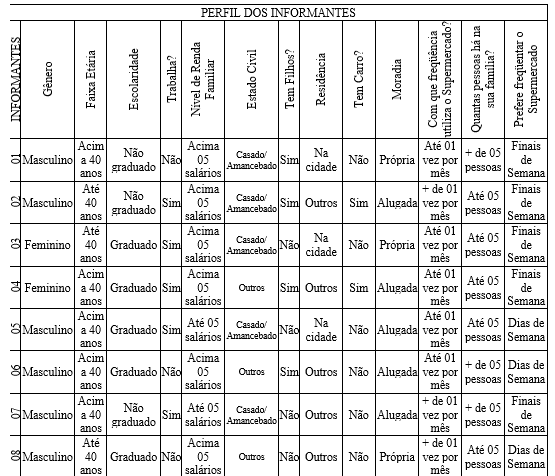
Fonte: Autori.
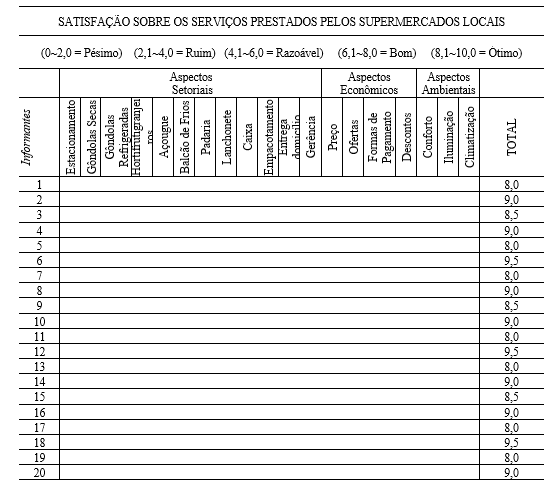
La misurazione della soddisfazione ha risposto una scala da zero a dieci, assegnate a specifici aspetti dei supermercati, come il risultato della media aritmetica dalla somma di tutti i valori. Tabella 05 Mostra risultati e aspetti considerati nel questionario.
5. Analisi dello spazio
5.1 Sito di studio:
Il comune, oggetto di questo studio si trova nella valle del Paraíba, in Brasile sud-orientale. Ha una popolazione stimata di 87.980 abitanti, distribuiti in una superficie pari a 414,160 miglia quadrate, secondo i dati pubblicati nell'IBGE – Istituto brasiliano di geografia e statistica (2017).
06 – tavolo sulla base delle informazioni dei sensi IBGE ultimi.
| Comune | Stima della popolazione-2017 | Indice di sviluppo umano comunale (IDHM) 2010 | PIL pro capite-2015 R$ |
| Comune ha studiato | 87.980 | 0.766 | 24,456.18 |
| Guaratinguetá | 120.417 | 0.798 | 40,014.21 |
| Taubaté | 307.953 | 0.800 | 48,634.09 |
| São José dos Campos | 703.219 | 0.807 | 52,858.35 |
| São Paulo | 12,106,920 | 0.805 | 54,357.81 |
Fonte: adattato da IBGE – Istituto brasiliano di geografia e statistica (2017).
Al fine di identificare più rilevanti per il raggiungimento di questa ricerca, sollevato alcune informazioni demografiche e indice di sviluppo umano di alcuni comuni della Vale do Paraíba Paulista e la capitale dello stato di São Paulo, come base comparativa.
I ricercatori hanno generato anche informazioni relazionati ai prodotti nazionali di questi comuni, come tabella 06.
07 – Tavolo sulla base delle informazioni dei sensi IBGE ultimi.
| Comune | PIL a corrente prezzo di mercato-2015 (x 1,000) R$ | Valore aggiunto del settore – 2015 (x 1.000) R$ lordo | Percentuale del valore aggiunto nell'industria PIL (%) | Valore aggiunto servizio-2015 (x 1,000) R$ | Percentuale del valore aggiunto nel servizio sul PIL (%) |
| Comune ha studiato | 2,132,041.11 | 601,447.30 | 28.20 | 1,019,373.13 | 47,81 |
| Guaratinguetá | 4,764,611.60 | 1,527,977.49 | 32.06 | 2,046,006.68 | 42.94 |
| Taubaté | 14,703,591.83 | 4,965,631.35 | 33.77 | 5,688,837.47 | 38,69 |
| São José dos Campos | 36,398,100.25 | 13,517,172.25 | 37,13 | 15,273,198.61 | 41,96 |
| São Paulo | 650,544,788.73 | 63,665,137.84 | 9,78 | 431,465,442.20 | 66.32 |
Fonte: adattato da IBGE – Istituto brasiliano di geografia e statistica (2017).
Si può dire, analizzando le tabelle 06 e 07 che il comune ha studiato, anche con il più basso PIL pro capite, cioè 24.456.18 R$ ha ancora la composizione percentuale secondo migliore del valore aggiunto nel servizio sul PIL, 47,81% e solo in questo elemento, sotto le prestazioni della capitale città di São Paulo.
Crede di essere rilevanti per studiare il segmento Servizi in questa città, perché, tra i sensi del 2004 e il 2015, ha trovato che una crescita in valore aggiunto al servizio del comune di 405.79% pertanto presenta, da questi collegi elettorali, un grande potenziale per la generazione di ricchezza e impatto sull'economia locale e sulla società.
Lean Six Sigma ha aiutato le aziende di provider del servizio per minimizzare i costi, George (2004). Di conseguenza, la massimizzazione dei profitti e questo fenomeno, che ha base concettuale nella vostra finanziaria e contabilità equazione, L (profitto) = P (prezzo)-C (costo), può aumentare la competitività delle imprese, attrarre nuovi investimenti e causare il riscaldamento economico.
5.2 Limiti del metodo
Alcune limitazioni sono state incontrate quando studiare uno strumento applicato nel progetto di Lean Six Sigma in aziende che non utilizzano questo metodo:
- Il metodo di Plackett-Burman è stato utilizzato per essere economicamente un modello adatto per rilevare gli effetti principali, tuttavia le esigenze di ogni azienda anche devono essere analizzate separatamente per selezionare il miglior metodo di progettazione di esperimenti per essere applicata in ogni caso.
- L'indagine è stata condotta con i clienti dei supermercati, fuori dagli spazi fisici e aziende senza cercare l'identità dell'azienda preferito dagli informatori. Così, è stato studiato il segmento nella regione e non le aziende stesse.
Anche se non potrebbe essere stato limitazioni per quanto riguarda la ricerca di un'analisi completa sul metodo Lean Six Sigma, si ritiene che i risultati hanno sollevato per mezzo di un metodo sperimentale efficiente, che riduce al minimo l'impatto dei progetti di sviluppo ed astratti massimizza il raggiungimento della teoria, erano sufficienti a soddisfare le proposte e le ipotesi di questa ricerca. Pertanto, si ritiene che nell'esame socio-economico consumo di informazioni e conclusioni le abitudini dei clienti attraverso modelli statistici possono avere aggiunto ricerca e affidabilità data la base per la ricerca quantitativa e qualitativa.
6. Risultati
Mediante i metodi e i materiali utilizzati, uno può eseguire i calcoli necessari per il calcolo degli effetti, il test di significatività e possibili conclusioni e adeguamenti al processo studiato. 08 tabella dimostra le loro risposte di esperimenti effettuati.
Sono stati calcolati gli effetti dei fattori, la varianza complessiva e l'errore sperimentale, ottenuto con i fantasmi, come le colonne della tabella 09.
Gli effetti sono stati calcolati dalla differenza tra le medie delle risposte relative ad alta e bassa fattori. Questo calcolo viene ripetuto in ogni combinazione di livelli, rappresentate dalle colonne di tabella di diciannove 08.
Tabella 09 – tabella per il calcolo degli effetti dei fattori, global varianza ed errore sperimentale.
| Effetto = R (+)-R (-) | (EFANTASMAS) 2 | Scostamento globale | Errore sperimentale | ||
| S2P = 8 (EFANTASMAS) 2 dei fantasmi | SP = √ S2p | ||||
| E | 0.20 | 0,035 | 0.1871 | ||
| EB | -0,50 | ||||
| CE | 0.30 | ||||
| ED | -0,10 | ||||
| EE | 0.10 | ||||
| EF | -0.40 | ||||
| AD ESEMPIO | 0.30 | ||||
| EH | -0,50 | ||||
| EHI | 0.20 | ||||
| EJ | 0.00 | ||||
| EK | 0.20 | ||||
| EL | 0.10 | ||||
| In | -0,10 | ||||
| IT | 0.10 | Fantasma | 0,01 | ||
| E la | -0,10 | Fantasma | 0,01 | ||
| EP | 0.30 | Fantasma | 0,09 | ||
| EQ | -0,30 | Fantasma | 0,09 | ||
| ER | 0.00 | Fantasma | 0.00 | ||
| ES | -0,10 | Fantasma | 0,01 | ||
| Proiettore (EFANTASMAS) 2 | 0.21 | ||||
Fonte: autori.
La somma dello spirito effetti elevato alla seconda potenza e diviso per la quantità di queste colonne vuote, la varianza viene estratta.
L'errore sperimentale è calcolato dalla radice quadrata della varianza.
Il possesso di questi valori ha permesso di calcolare i valori di "t" e li confronta con il valore di "t critico", ottenuta attraverso i valori critici di tabella "t" e, pertanto, definire l'importanza dei fattori studiati, come illustrato nella tabella 11. Tabella del modello 10 delinea il test di significatività.
Tabella 10 – delimitazione del test di significatività.
| Tcalc (≥) = significativo tcrítico | |
| tcrítico = tcalc (<) non significative | |
Fonte: autori.
Tabella 11 – test tabella della rilevanza degli effetti studiato.
| t calcolato | t critico | Risultati del test di significatività | |||
| | Effetto | SP |
Valori critici di t | ||||
| Tcalc il | 1.07 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc B | 2.67 | > | 2,447 | SIGNIFICATIVO | |
| Tcalc C | 1.60 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc D | 0,53 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc e | 0,53 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc F | 2.14 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc G | 1.60 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc H | 2.67 | > | 2,447 | SIGNIFICATIVO | |
| Tcalc ho | 1.07 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc J | 0.00 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc K | 1.07 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc L | 0,53 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc M | 0,53 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc N | 0,53 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc il | 0,53 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc P | 1.60 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc Q | 1.60 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc R | 0.00 | < | 2,447 | NON SIGNIFICATIVO | |
| Tcalc S | 0,53 | < | 2,447 | NON SIGNIFICATIVO | |
Fonte: autori.
Gli esperimenti hanno rivelato l'importanza degli effetti sul processo studiato, come illustrato nella tabella 12. Le linee tratteggiate nella tabella dimostrare effetti significativi.
Tabella 12 – Illustrazione del processo studiato come il significato ha rivelato nella ricerca
| Il |
(B) |
(C) | (D) | E | (F) | G |
H |
(I) | J | K | L | M | N | Il | P | Q | R | S | T |
| 0 | – | 0 | 0 | 0 | 0 | 0 | – | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Fino a 40 anni | Altri |
Fonte: Autori.
7. Discussione
Previsto in questa ricerca, soprattutto, alzare le risposte che affrontate l'obiettivo proposto, cioè, identificare le opportunità di miglioramento dei rivenditori di affari di supermercato in una città situata nella valle del Paraíba, in base al rapporto tra le informazioni raccolte nel sondaggio e i concetti studiati.
Effetti significativi sono stati identificati e la possibilità di miglioramenti diretti per più valore aggiunto dei processi, evitando sprechi con non significative, le variabili di processo possono essere correlate direttamente a un migliore controllo sopra variabilità, miglioramento della qualità dei servizi, aumentare la velocità dei processi e riducendo al minimo i costi. Queste relazioni saranno discusso di seguito.
7.1 Controllo sulla variabilità
Sei Sigma concetti stabilire un "ciclo chiuso" in ordine al controllo la variabilità e vengono utilizzati per elaborare dati e clienti informazioni, Pande (2001).
In questa ricerca, i profili dei clienti sono stati utilizzati per rappresentare i dati necessari per il calcolo degli effetti sul processo, vale a dire, la percezione della qualità dei servizi forniti. I dati raccolti con l'applicazione del questionario rappresentato le informazioni sul cliente, pertanto valutati in un progetto di Lean Six Sigma.
È stato realizzato nella ricerca che l'applicazione della Daina permette il controllo diretto di variabili indipendenti per mezzo di test di significatività e può contribuire alla riduzione dei rifiuti esistenti. Come i concetti studiati, il livello di sei sigma indica 99,9997% resa nel processo di business, cioè 3.4 (tre punto quattro) difetti per milione di opportunità.
Conoscere il processo di livello "sigma" studiato richiede l'applicazione di altri strumenti. In futuro, esplorare gli strumenti statistici in fase di un Lean Six Sigma project può essere rilevante per provare a sperimentare con poche risorse, i concetti studiati, fino al compimento del ciclo DMEDI di misura.
7.2 miglioramento nella qualità dei servizi
Essendo la qualità dei servizi un differenziale competitivo, è importante che i rivenditori di medie e piccole imprese smettere di mezzi economici di miglioramento continuo e possono rimanere sul mercato. Tuttavia, la qualità raggiunta dai servizi dovrebbe essere percepita dai clienti per aggiungere valore al business. Secondo George (2004), aziende che hanno ottenuto i migliori risultati di fatturato e profitto economico nel mercato azionario erano quelli che hanno mantenuto un elevato rapporto tra valore di mercato e valore contabile. In questo studio, il DOE ha assistito l'identificazione di profili cliente che percepire la qualità dei supermercati locali.
7.3 Aumento della velocità dei processi e riducendo al minimo i costi
Possono essere identificati nella letteratura che il disegno di esperimenti è uno strumento originariamente applicato nella metodologia Six Sigma, che è legata a difetti di qualità e l'eliminazione dei rifiuti, Perrone (2001); George (2004). Il metodo applicato in questa ricerca è stato dimostrato efficace per identificare gli effetti con maggiore importanza nei processi e può essere utilizzato prima dell'applicazione di Lean Tools, che può aggiungere una maggiore velocità per progetti o processi, poiché la DOE appoggia la decisione circa la direzione degli sforzi. Secondo George (2004), l'obiettivo di magra è per accelerare la velocità di qualsiasi processo. Targeting per effetti significativi per il processo, quindi, semplifica il processo di miglioramento continuo, ridurre gli sprechi e minimizzare i costi.
Pertanto, l'integrazione dei concetti di Lean e Six Sigma, un approccio può aggiungere valore ad un'altra metodologia.
Il metodo economico applicato in questa ricerca attivata una ricerca con costi ridotti al minimo e la velocità, perché la quantità di esperimenti può essere ridotta.
8. Conclusione
Mentre gli autori hanno studiati lo ritengano finanziariamente alti realizzazione di un progetto di Lean Six Sigma, questo studio ha permesso di sperimentare l'applicazione di uno dei più potenti strumenti di Lean Six Sigma-DOE, con basso costo e, pertanto, accessibile rivenditori di supermercati finanziariamente le piccole e medie dimensioni.
Il segmento di rivenditori di supermercato in Brasile, soprattutto nella capitale e nelle principali città, è dominato da grandi aziende oligopolizadas. Tuttavia, alcune città dell'entroterra non hanno ancora subito l'impatto di questa economia neoliberista. I meccanismi studiati in questo lavoro ha rivelato uno strumento che può aiutare le piccoli e medi supermercati per preparare ed essere più competitivi.
In questa ricerca, la fase con il più alto costo e le spese è stato l'identificazione di profili di clienti che hanno partecipato alla struttura dell'esperimento. Tuttavia, i costi di applicazione del DOE in questi supermercati possono essere minimizzati, poiché tutte le aziende coinvolte nella ricerca hanno informatizzato sistemi, in grado di identificare rapidamente e affidabilità le informazioni necessarie per questo tipo di ricerca. Questi software forniscono informazioni sui profili socio-economici e le abitudini di consumo dei clienti, che semplifica il processo di identificazione degli informatori, come la necessità di strutture sperimentali, che in questo caso era una matrice fattoriale saturi frazionario.
8.1 Il processo di regolazione
In termini di competitività, l'intenzione è di aumentare i risultati sulla percezione (parere) dei clienti circa i servizi forniti da supermercati ha studiato i rivenditori di città. È concluso che il processo deve essere regolato come indicato nella tabella 13.
Tabella 13 – Proposta per la regolazione del processo.
| Il |
(B) |
(C) | (D) | E | (F) | G |
H |
(I) | J | K | L | M | N | Il | P | Q | R | S | T |
| 0 | – | 0 | 0 | 0 | 0 | 0 | – | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Sopra i 40 anni | In città |
Fonte: autori
I risultati ottenuti indicano che i clienti con significato per migliorare il processo della percezione della qualità dei servizi forniti da supermercati sono persone sopra i 40 anni e residenti nella città.
8.2 Opportunità di miglioramento
Non solo sono state sollevate il significato dei fattori nel processo di valutazione la soddisfazione sui servizi forniti dai supermercati, nonché rivenditori ha cercato di individuare potenziali opportunità di miglioramento nel business.
Strategie per migliorare i processi e le imprese possono dipendere da molte variabili. Tuttavia, nel caso di quest'opera, si è notato che i rivenditori di supermercati studiato potrebbe essere concentrando i suoi sforzi sul Marketing o investire in miglioramenti in settori interni, concentrandosi sui clienti più di 40 anni, residenti nella città.
Gli effetti non significativi ha condotto anche il ricercatore ad interrogarsi circa la possibilità di questi effetti hanno significato su altri processi, che possono aiutare a identificare le attrazioni che portano i clienti con questi profili di frequentare questi supermercati.
Infine, esplorato l'applicazione di strumenti statistici e di parte dei processi Lean Six Sigma per fornire servizi a Vale do Paraíba regione.
Si ritiene che questa ricerca può servire in futuro come base per altri esperimenti, perché anche se le limitazioni sono stati grandi, il ricercatore ha cercato l'applicazione pratica dei concetti, che fino ad allora erano poco sfruttata, soprattutto nella zona amministrative.
8.3 suggerimenti per il lavoro futuro
Attraverso i problemi individuati e le limitazioni del metodo applicato, è possibile aumentare le opportunità potenziali per la continuità del lavoro di ricerca, vale a dire:
- Sperimentare l'applicazione di Lean o sei strumenti di Sigma in altri processi e con bassi costi, concentrandosi sulle piccole e medie imprese.
- Arrivare a lavorare in partnership con i medi e piccoli supermercati, al fine di aggiungere valore al lavoro futuro, soprattutto al fine di cercare l'ambiente interno delle aziende e, quindi, con una maggiore ricchezza di informazioni e che lo rende un allineamento tra le esigenze strategiche di organizzazioni e gli obiettivi della ricerca.
Ancora, si può sottolineare che i risultati ottenuti in questa ricerca rivelano anche problemi probabili ad altre opere, come:
- Studiare in isolamento i settori o reparti interni dei rivenditori di generi alimentari di piccole e medie.
- O, sollevare quali sono i fattori che possono attirare i clienti con i profili che sono stati "non significativi" nel processo studiato in questa ricerca. I concetti che fare con il DMEDI con il modello migliore migliore adatto alle situazioni esplorativi e il DOE si applica in una di quelle fasi. Con esso, la possibilità della ricerca futura di esplorare low cost altre fasi del progetto in questo segmento economico e luogo.
Riferimenti
Strumenti di ANJARD, RONALDO, P. gestione e pianificazione. Formazione per qualità, v. 3. N. 2. 1995. Pp. 34-37.
BARROS NETO, BENÍCIO DI; SCARMÍNIO S. IORIO; BRUNS E ROY. Pianificazione e ottimizzazione degli esperimenti. UNICAMP, 2003. 299p.
BONDUELLE S.A., GHISLAINE, m. applicazione progettazione di esperimenti per controllare la produzione di fibre di legno. UFPR. 2000.
W. Edwards DEMING. Uscire dalla crisi. Boston, Ma: Mit Press, 1986.
MANUALE DI STATISTICHE DI INGEGNERIA. Disponibile a: <http: www.itl.nist.gov/div898/handbook/pri/section3/pri335.htm="">.</http:> Accesso a: 07 gen. 2007.
GEORGE, M.L. Lean Six Sigma: combinando sei sigma con velocità magra. McGraw Hill, 2002, 323 p.
_ _ _ _ _ _ _ _, M.L.; KASTLE, B.; ROWLANDS, D. T.; Che cosa è un Lean Six Sigma? Collina di McGraw, 2003, 96 p.
_ _ _ _ _ _ _ _, M.L. Lean Six sigma per i servizi: come utilizzare velocità Lean e Six Sigma Quality per migliorare i servizi e le transazioni. Collina di McGraw, 2003, 436 p.
IBGE – ISTITUTO BRASILIANO DI GEOGRAFIA E STATISTICA. Disponibile a: <https: cidades.ibge.gov.br/brasil/sp/lorena/panorama="">.</https:> Accesso a: 01 10. 2017.
JURAN, J. M. La qualità del progetto: nuova procedura per la pianificazione di qualità in beni e servizi. São Paulo: Pioniere, 1992.
JURAN, m. j. pianificazione della qualità. São Paulo: Pioniere, 1990.
OHNO, Taiichi. Il Toyota production system, oltre alla produzione su larga scala. Porte Alegre: Bookman, 1997.
PERRONE, S. P.; NEUMAN, R. P.; CAVANAGH, r. r. Six Sigma strategia: come GE, Motorola e altre grandi aziende stanno affilando le prestazioni. Rio de Janeiro: Thorsons, 2001.
RAMPAZZO, l. metodologia scientifica agli studenti dei corsi di laurea e corsi di laurea. 2 ed. São Paulo: Loyola, 2004, 141 p.
SHINGO, Shingeo. Il Toyota Production System. Porto Alegre: arti mediche, 1996.
[1] Facoltà di tecnologia di Pindamonhangaba; Centro di ricerca in economia e sociologia delle organizzazioni, Lisbona, Portogallo
[2] Facoltà di tecnologia di Pindamonhangaba