ОРИГИНАЛЬНАЯ СТАТЬЯ
PEREIRA, Sérgio Rodrigo Araújo [1], BRAGA, Eduardo de Magalhães [2]
PEREIRA, Sérgio Rodrigo Araújo. BRAGA, Eduardo de Magalhães. Влияние уровней шероховатости на результаты химического анализа с помощью оптической спектрометрии выбросов. Revista Científica Multidisciplinar Núcleo do Conhecimento. 05-й год, Эд. 03, Vol. 09, стр. 102-121. Март 2020 года. ISSN: 2448-0959, Ссылка доступа: https://www.nucleodoconhecimento.com.br/инженерно-машиностроение/уровней-шероховатости
РЕЗЮМЕ
Настоящее исследование направлено на изучение влияния уровней шероховатости, после химического анализа оптической спектрометрии выбросов, с тем чтобы проверить, в какой шлифовки шаг химический состав низкосплавной стальной рельс (THH 370-JISE E1120), ближе к первоначальному стандарту завода. Шероховатость поверхности образца измерялась на различных уровнях (после разреза, #60, #120, #220 и полированной), а впоследствии химический анализ проводился с помощью оптической спектрометрии выбросов. Результаты показали, что стадия шлифовки с сеткой 120 “, представлены самые низкие относительные ошибки химического состава и один из параметров шероховатости (Ra, Rq, Rz) более однородным среди других фаз проанализированы. Химический состав испытательного органа, после последовательного шлифовки и сжигания спектрометра, колебался по-разному химический элемент проанализированы.
Ключевые слова: Шероховатость, оптическая спектрометрия выбросов, шлифовка, сталь с низким сплавом, параметры шероховатости.
1. Знакомство
При разработке инженерного проекта, свойства материалов должны быть рассмотрены для определения усилий и запросов. В качестве примера при проектировании автомобильного вала проверяются все свойства используемой механической строительной стали, а также компоненты, которые ее прикрепляют. Таким образом, важно, чтобы материалы, которые отвечают спецификациям, определяемым в проекте, использовались в процессе производства. Для этого проводится стандартизированная механическая, физическая и химическая процедуры тестирования для контроля качества или проверки материалов (PAHL, 2005; ASHBY, 2011).
В стали химический состав оказывает большое влияние на его физические, механические и химические свойства. Эти сплавы имеют базовые элементы, такие как железо (Fe) и углерод (C) (до 2,11%), в дополнение к другим химическим элементам, которые способствуют различным свойствам стали. Например, добавление хрома (Cr) в сплав повышает механическое сопротивление, упрочнение, устойчивость к абразивной износу и коррозии. Добавление вольфрама (W) повышает твердость и снижает теплопроводность стального сплава. Как и в описанном примере, оба химических элемента изменяют свойства стали, т.е. отсутствие основных элементов или слишком большое присутствие могут влиять на свойства, требуемые при проекции продукта или компонента (CHIAVERINI, 2008).
Для определения химического состава стали одним из используемых методов является оптическая спектрометрия выбросов. Принцип работы этого метода/оборудования основан на измерении трех основных физических количеств света или электромагнитной волны: интенсивности (или амплитуды), частоты и поляризации (угол вибрации) (SERWAY, 2011).
2. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОЦЕДУРА
Для получения результатов, предложенных в данном исследовании, были проведены экспериментальные процедуры. Испытания проводились в Лаборатории характеристик металлических материалов (ЛХММ) UFPA (Федеральный университет Pará), где будут подробно описаны процедуры, материалы и используемое оборудование.
Рельсы, используемые для химического анализа, имеют модель THH 370 (JISE 1120) японского производства, производственный процесс которой проходит за счет сокращения железной руды в высоких печах для производства чугуна, позже материал проходит через сталелитейную промышленность, ламинирование, тепловую обработку и выравнивание. Таблица 1 иллюстрирует химический состав рельса THH 370.
Таблица 1 – Химический состав рельса THH 370 (JISE 1120)
| C | Si | Mn | P | S | Cr | Других |
| 0,79 | 0,17 | 0,99 | 0,030≤ | 0,020≤ | 0,16 | V:0.03 макс |
Источник: (JFE, 2014).
В таблице 1 определены только шесть основных составных элементов химического состава рельса THH 370, поставляемого производителем, который будет основываться на предлагаемом анализе.
Для достижения различных уровней шероховатости, испытательный орган прошел шлифовочный процесс с различными частицами наждачной бумаги, как показано в таблице 2.
Таблица 2 – Определение различных поверхностных препаратов, используемых в эксперименте.
| Идентификации | 1 | 2 | 3 | 4 | 5 |
| Гранулометрия | Пост-вырезать | #60 | #120 | #220 | Полированная |
Источник: (Автор).
После процесса шлифовки металлографической политризой (модель Fortec II) испытательный орган был передан на очистку изопропиловым спиртом. Очистка проводилась для предотвращения присутствия загрязняющих веществ при анализе химического состава. Впоследствии была проведена оценка шероховатости испытательного органа.
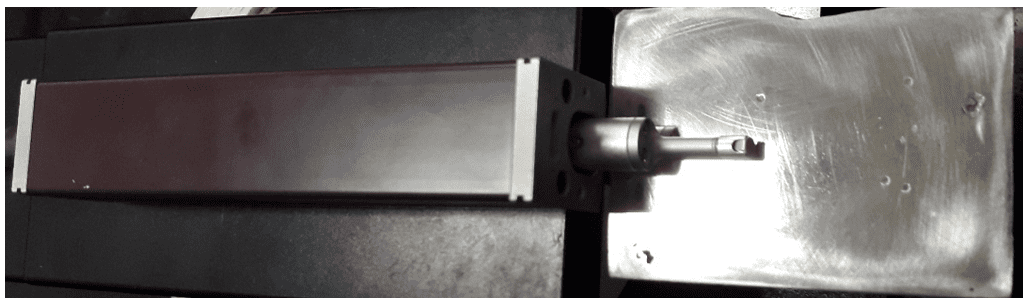
Для измерения шероховатости использовался портативный ругосиметр Mitutoyo, модель Surft Sj 210, скорректированная для измерения длины выборки 5 проб (λs) в 2,5 мкм, генерирующая отрезанную длину 0,8 мм. Измерения проводились в 2 различных положениях, выполняя поперечное направление (90o) канавок испытательного тела, будучи рассмотрены средние значения, полученные для анализа результатов. Помимо профиля, оценка шероховатости профиля испытательного органа проводилась по параметрам Ra, Rq и Rz (WHITEHOUSE, 2003). Цифры 1 и 2 иллюстрируют испытательное тело и аппарат rugosimeter соответственно.
Рисунок 1 – Тест тела проанализированы

Рисунок 2 – Mitutoyo Модель Surft SJ 210 Портативный ругосиметр
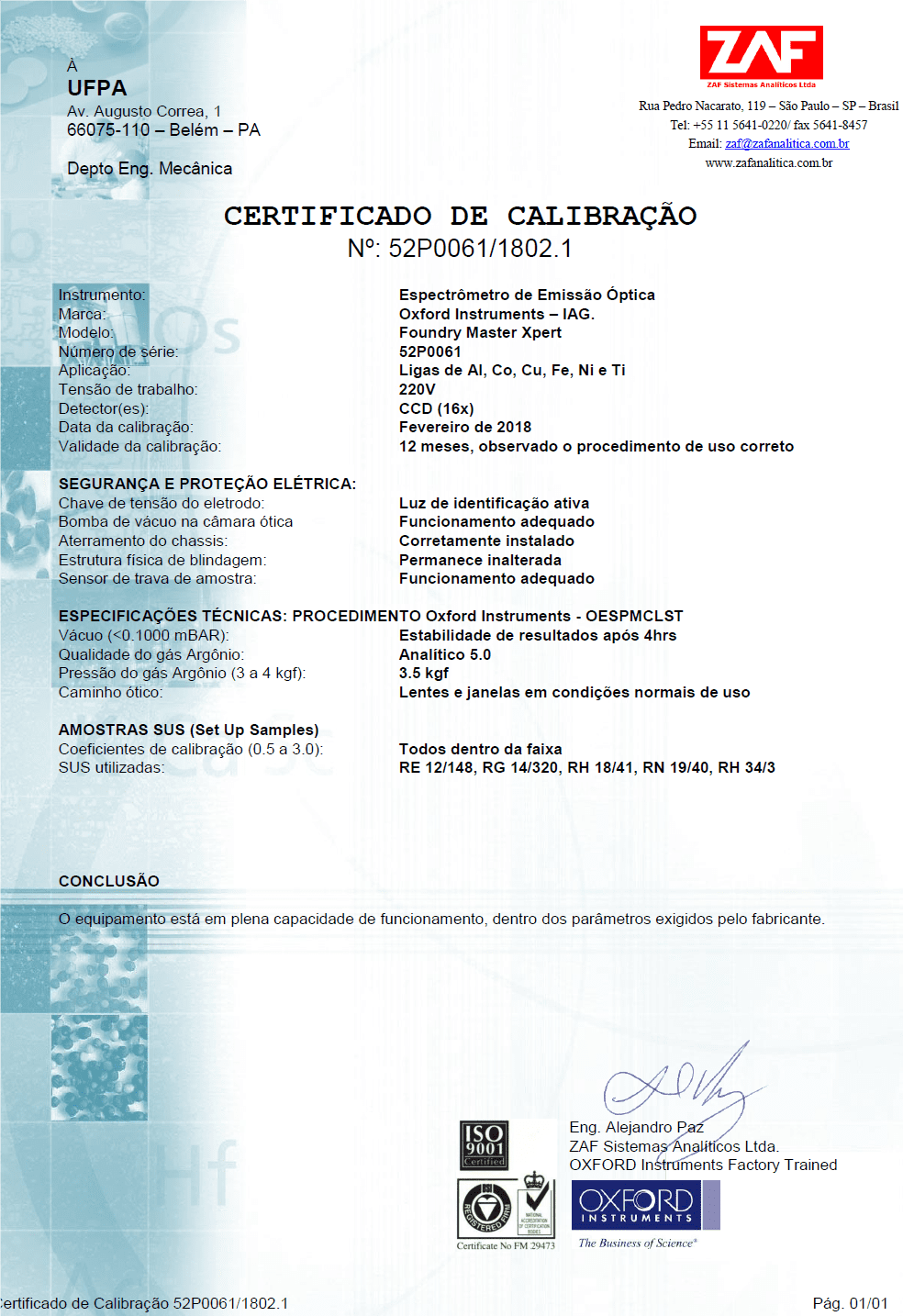
Для анализа химического состава был использован оптический спектрометр выбросов производителя оксфорда, Foundry Master Xpert модели. Следует отметить, что до проведения этого эксперимента соответствующие процедуры выполнялись в соответствии с руководящими принципами производителя.
Первоначально, чтобы избежать любого типа загрязнения и неточности в результатах, инструмент был очищен аргоном газа, сжатый под давлением 3,0 бар, за 24 часа до начала анализа, с помощью вакуумного насоса.
Рисунок 3 – Вакуумный насос, используемый при очистке спектрометра

Держатель электрода, а также электрод, используемый для искры (в данном случае, электрод Fe), были очищены щеткой. Вскоре после этого, он был установлен на стенде, с помощью ключа Аллена. Расстояние между кончиком электрода и поверхностью образца было скорректировано до 3,2 мм с помощью спейсера, в соответствии с руководящими принципами производителя.
Для обработки данных был включен компьютер и правильно активировано программное обеспечение Waslab. Выбранная аналитическая программа была Fe_100, идеально подходит для анализа стали с низким сплавом. Образец был помещен на держатель искры со стороной для анализа вниз.
Рисунок 4 – Оптический спектрометр выбросов

Для каждой поверхностной подготовки (образцы от 1 до 5) количество ожогов в спектрометре повторялось 10 раз, что позволяло сравнивать образцы путем анализа дисперсии с использованием уверенного интервала 99,7%.
Поэтому каждый тест состоял из подготовки поверхности испытательного тела (стандарт калибровки), процедур шлифовки, измерения шероховатости и анализа химического состава. Для каждой новой подготовки повторялись надлежащие процедуры.
3. РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЯ
3.1 АНАЛИЗ ШЕРОХОВАТОСТИ
3.1.1 ШЕРОХОВАТОСТЬ – ШАГ 1
В зависимости от генерируемых поверхностей и предопределенных шагов, неровности анализы расположены, они измеряются в двух направлениях: один продольный, а другой в поперечном направлении.
Ниже перечислены средней прочности найти в испытательном теле после последовательного шлифовки. Таблица 3 показывает среднее шероховатости в продольных и поперечных направлениях в испытательном теле после резки. Необходимо подчеркнуть, что разрез в испытательном корпусе был сделан электроэрозией.
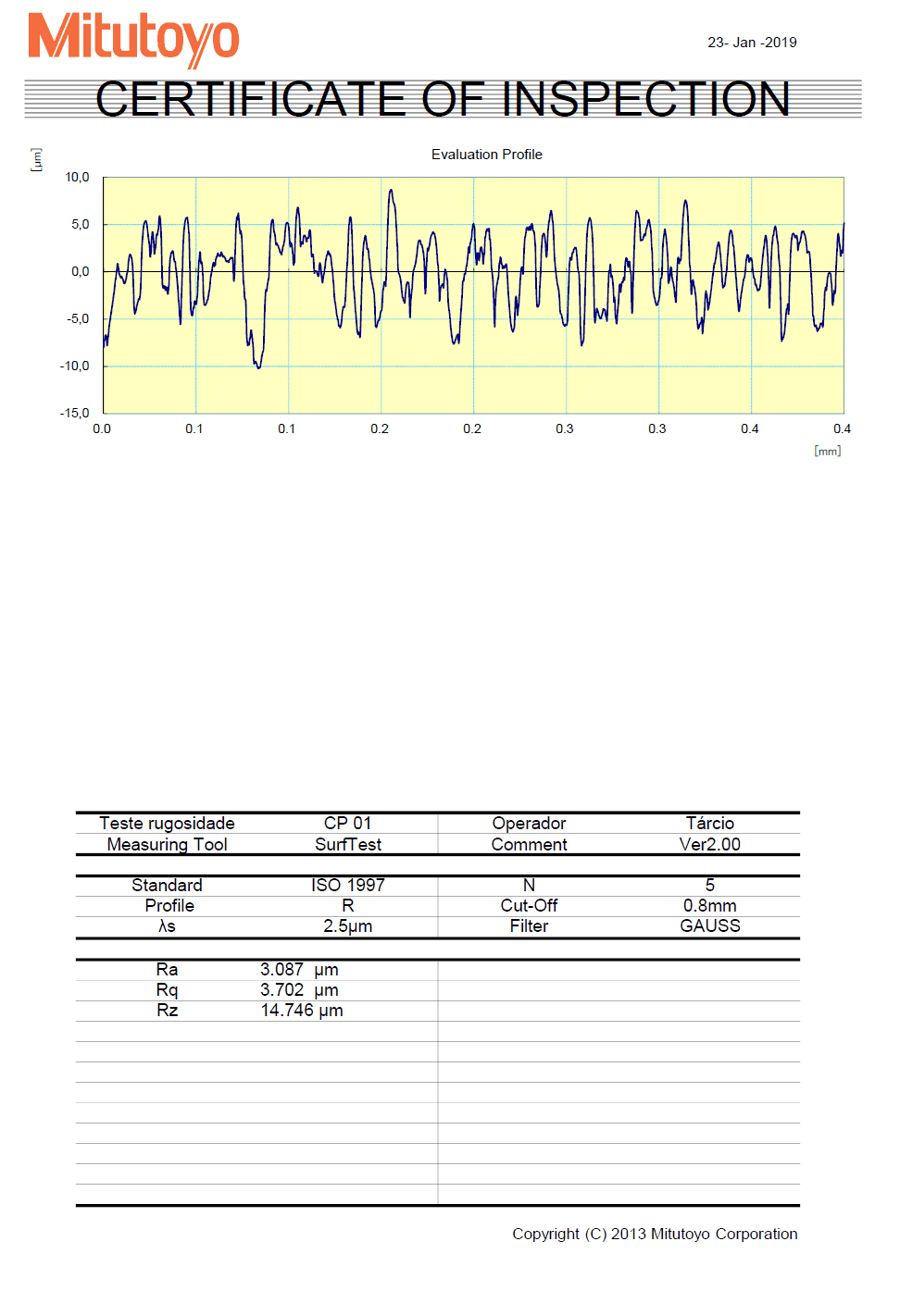
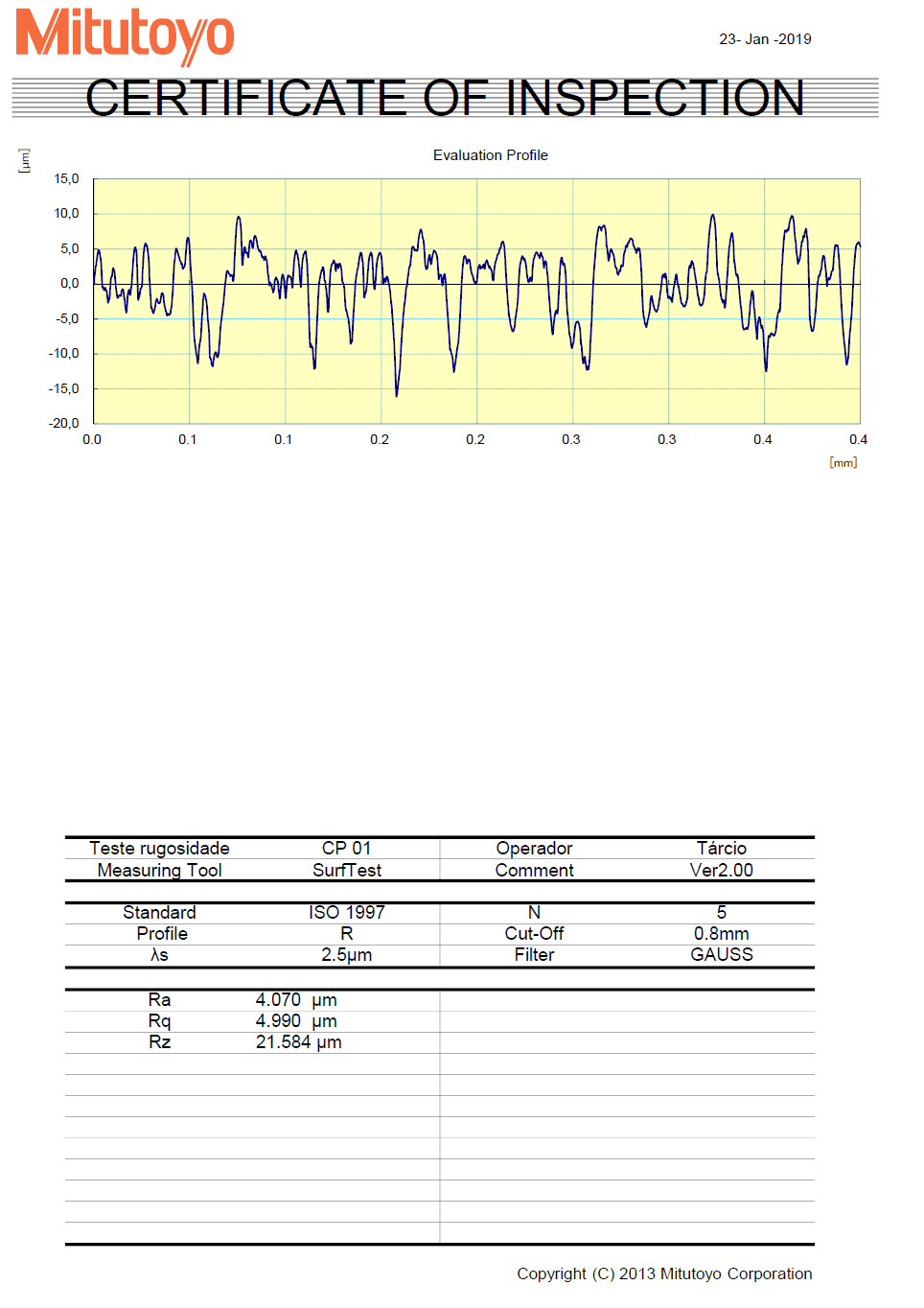
Таблица 3 – Измерение продольной и поперечной шероховатости (после разреза)
| Параметр | Продольной | Крест |
| Ra | 3,087µm | 4,070 µm |
| Rq | 3,702 µm | 4,990 µm |
| Rz | 14,746 µm | 21,584 µm |
Источник: (Автор).
Как мы можем наблюдать, в этом первом результате, Значения Ra и Rq, являются – они очень приблизительны, в то время как есть большое расхождение по отношению к значению, полученному в Rz, как в продольном, так и в поперечном, что нормально, потому что Rz является параметром, который указывает на высоту максимальных и минимальных точек профиля, и разница между значениями в крест шумно более заметным. Это связано с формой шлифовки, в данном случае преобладало поперечное направление.
3.1.2 ШЕРОХОВАТОСТЬ – ШАГ 2
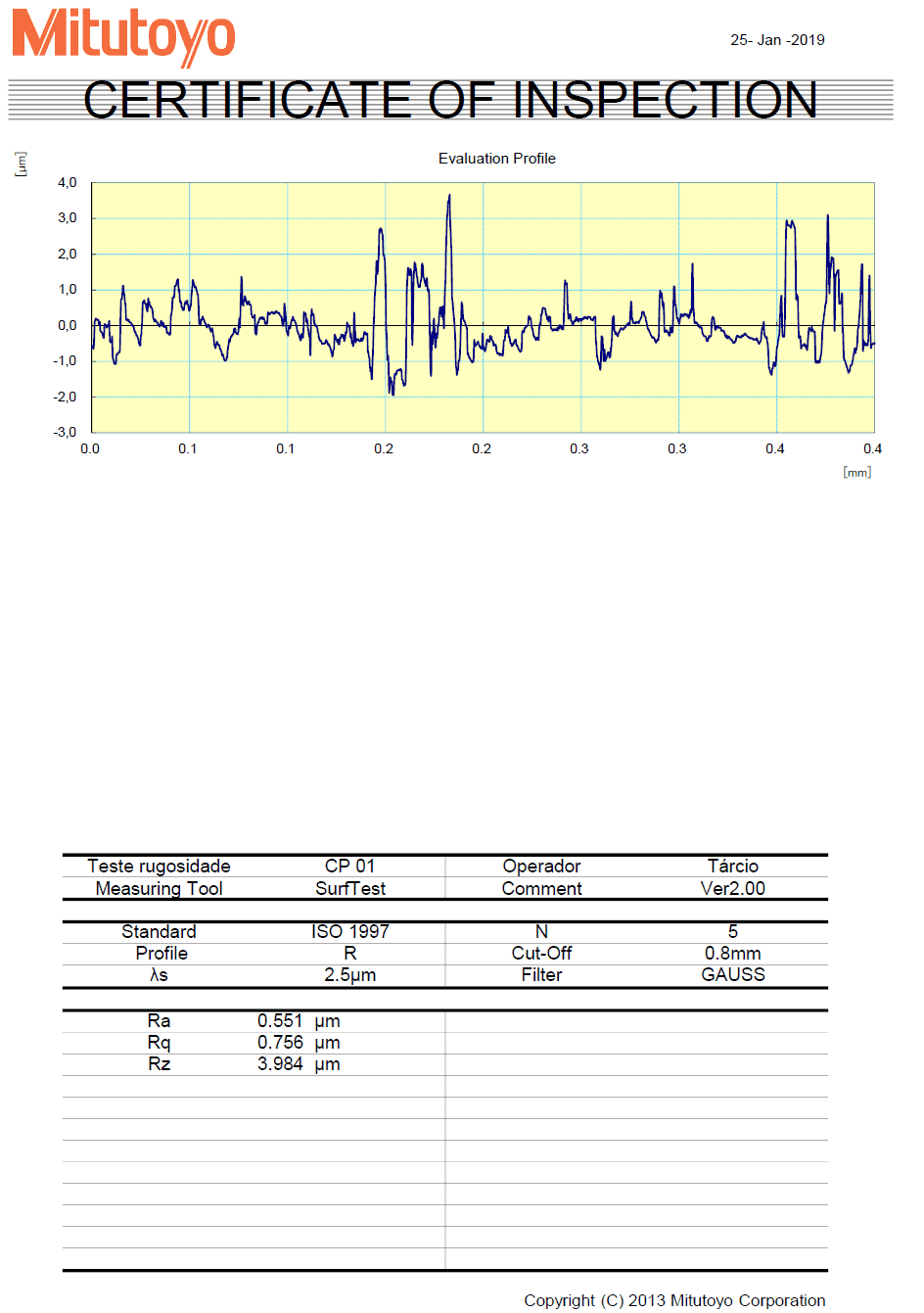
Впоследствии поверхность испытательного тела была представлена на первом этапе шлифовки сеткой, #60 значения, описанные в таблице 5. Существует резкое снижение значений шероховатости по отношению к предыдущему этапу в обоих направлениях измерения, однако существует определенная разница, благоприятная для поперечного направления.
Таблица 4 – Измерения продольной и поперечной грубости (#60)
| Параметр | Продольной | Крест |
| Ra | 0,551 µm | 1,291 µm |
| Rq | 0,756 µm | 1,705 µm |
| Rz | 3,984 µm | 9,709 µm |
Источник: (Автор).
3.1.3 ШЕРОХОВАТОСТЬ – ШАГ 3
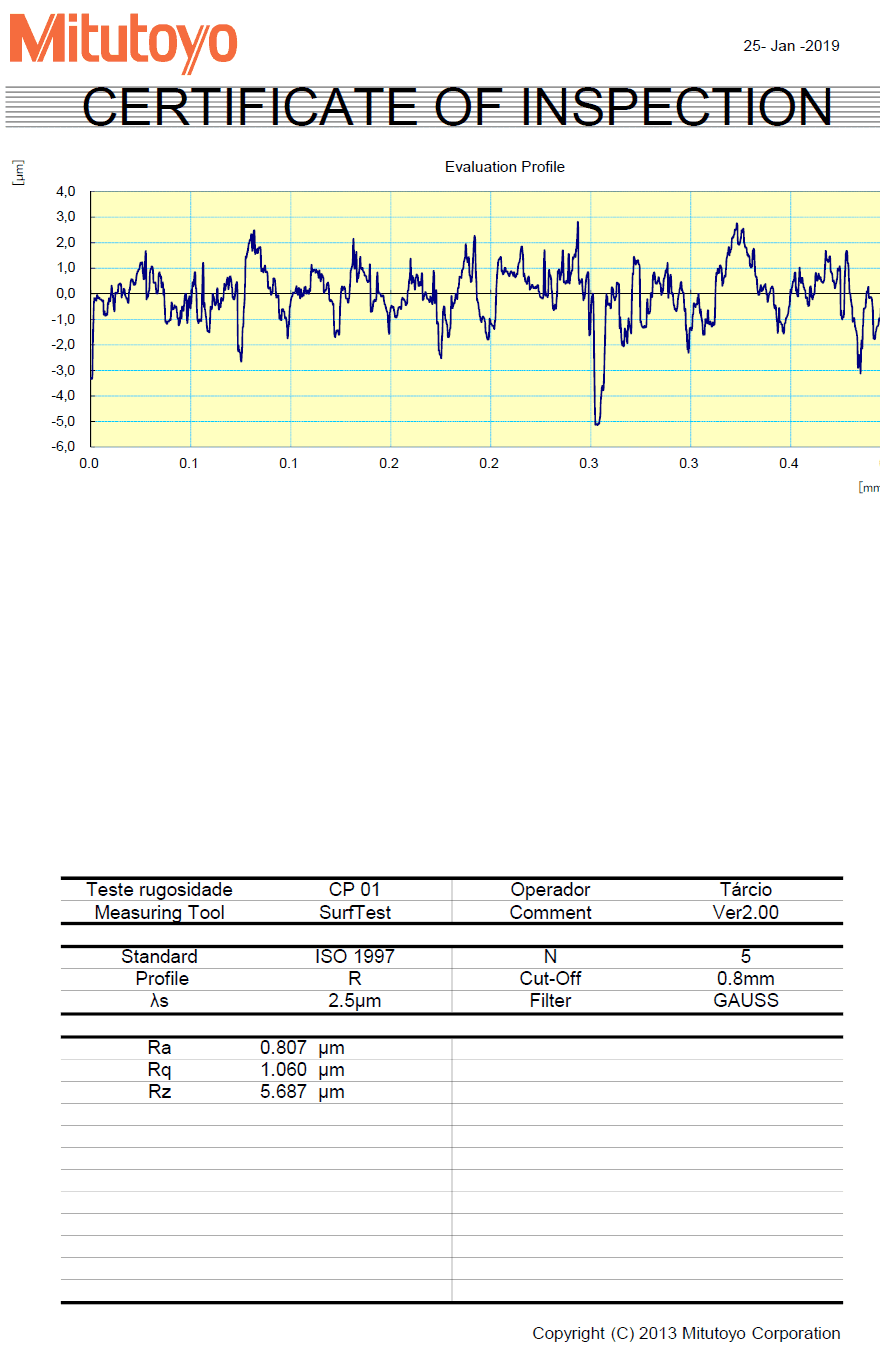
Следующий шаг шлифовки поверхности испытательного тела был выполнен сеткой наждачной бумаги #120, подчиняясь тем же параметрам, что и предыдущая шлифовка. Измерение шероховатости продольных и поперечных чувств достигло однородных значений. Следующие значения были получены в таблице 5.
Таблица 5 – Измерения продольной и поперечной шероховатости (#120)
| Параметр | Продольной | Крест |
| Ra | 0,807 µm | 0,901 µm |
| Rq | 1,060 µm | 1,184 µm |
| Rz | 5,687 µm | 7,708 µm |
Источник: (Автор).
3.1.4 ШЕРОХОВАТОСТЬ – ШАГ 4
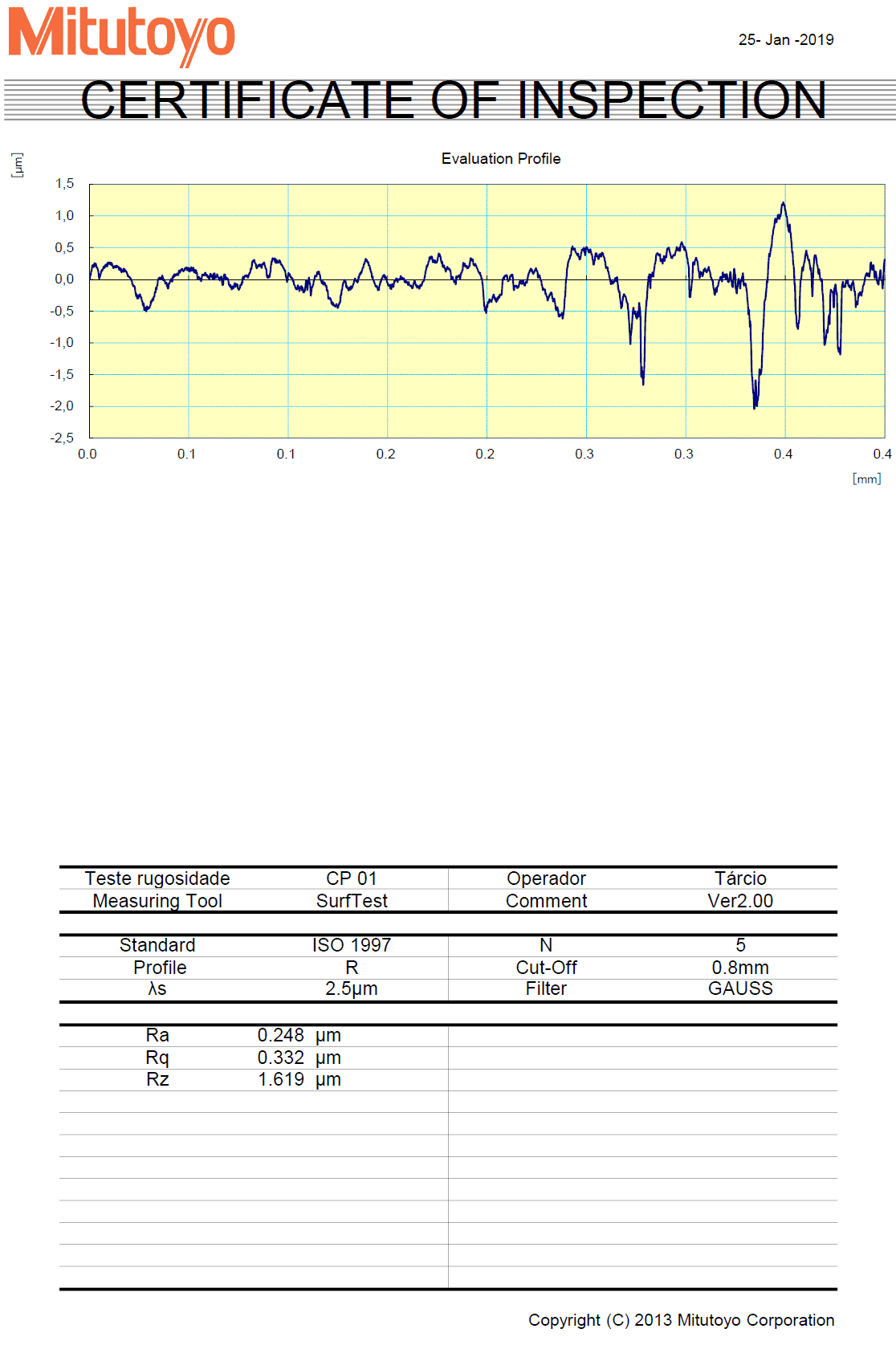
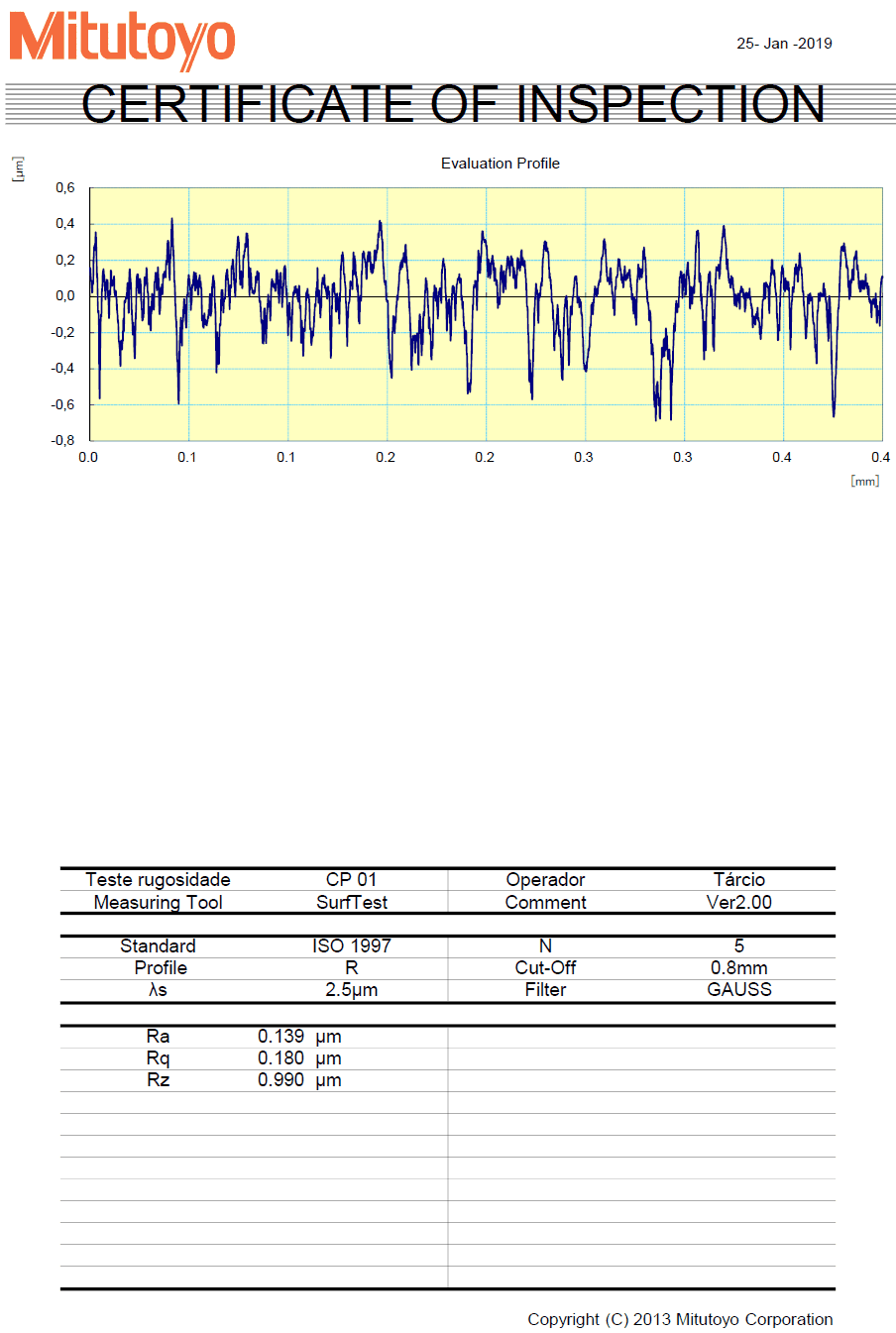
На этом этапе поверхность испытательного тела была отшлифована сетчатой наждачной бумагой #220, что значения шероховатости в продольном направлении впервые в этом эксперименте стали выше, чем в поперечном направлении, создавая следующие значения, прикрепленные в таблице 6.
Таблица 6 – Измерения продольной и поперечной грубости (#220)
| Параметр | Продольной | Крест |
| Ra | 0,248 µm | 0,139 µm |
| Rq | 0,332 µm | 0,180 µm |
| Rz | 1,619 µm | 0,990 µm |
Источник: (Автор).
3.1.5 ШЕРОХОВАТОСТЬ – ШАГ 5
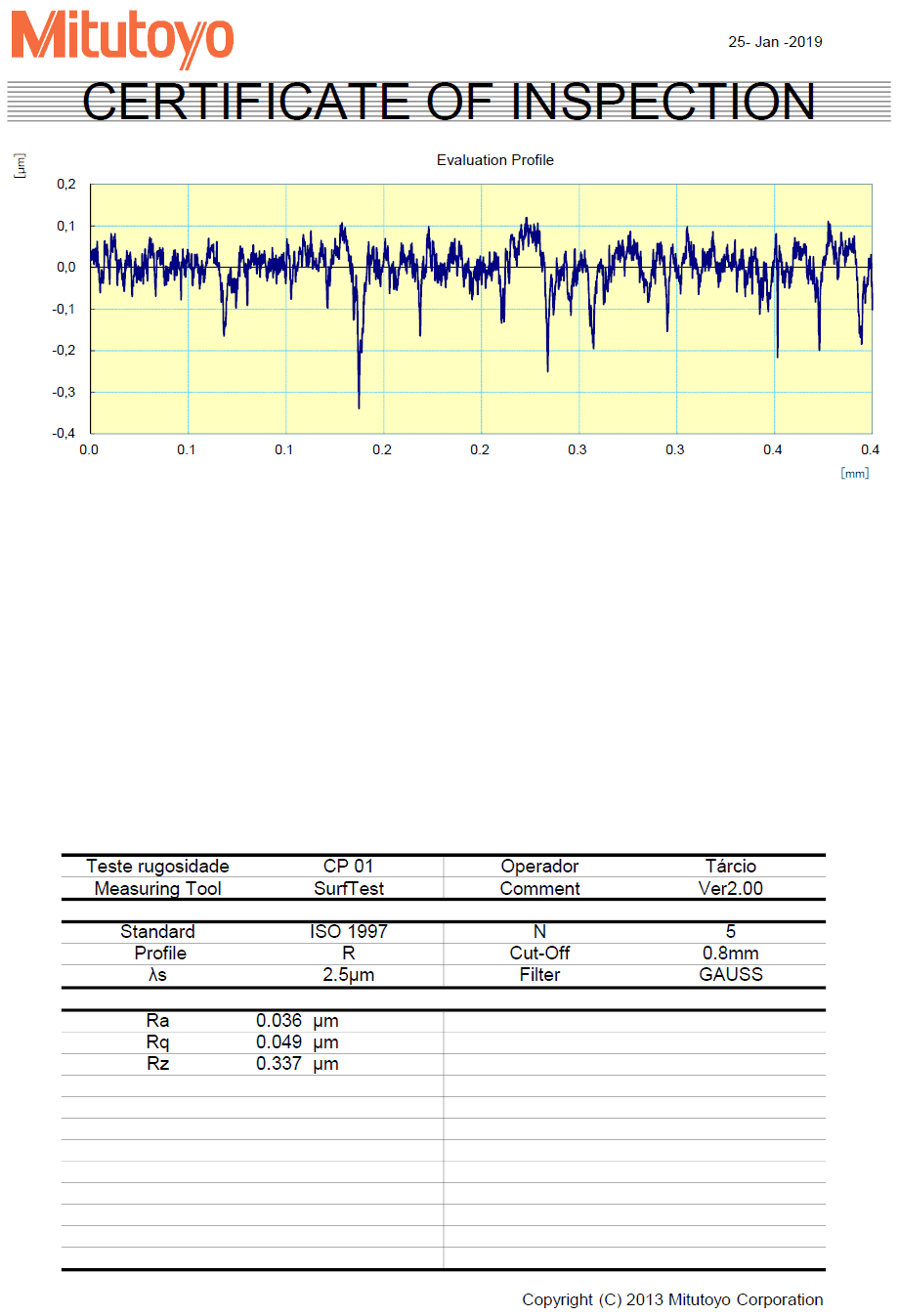
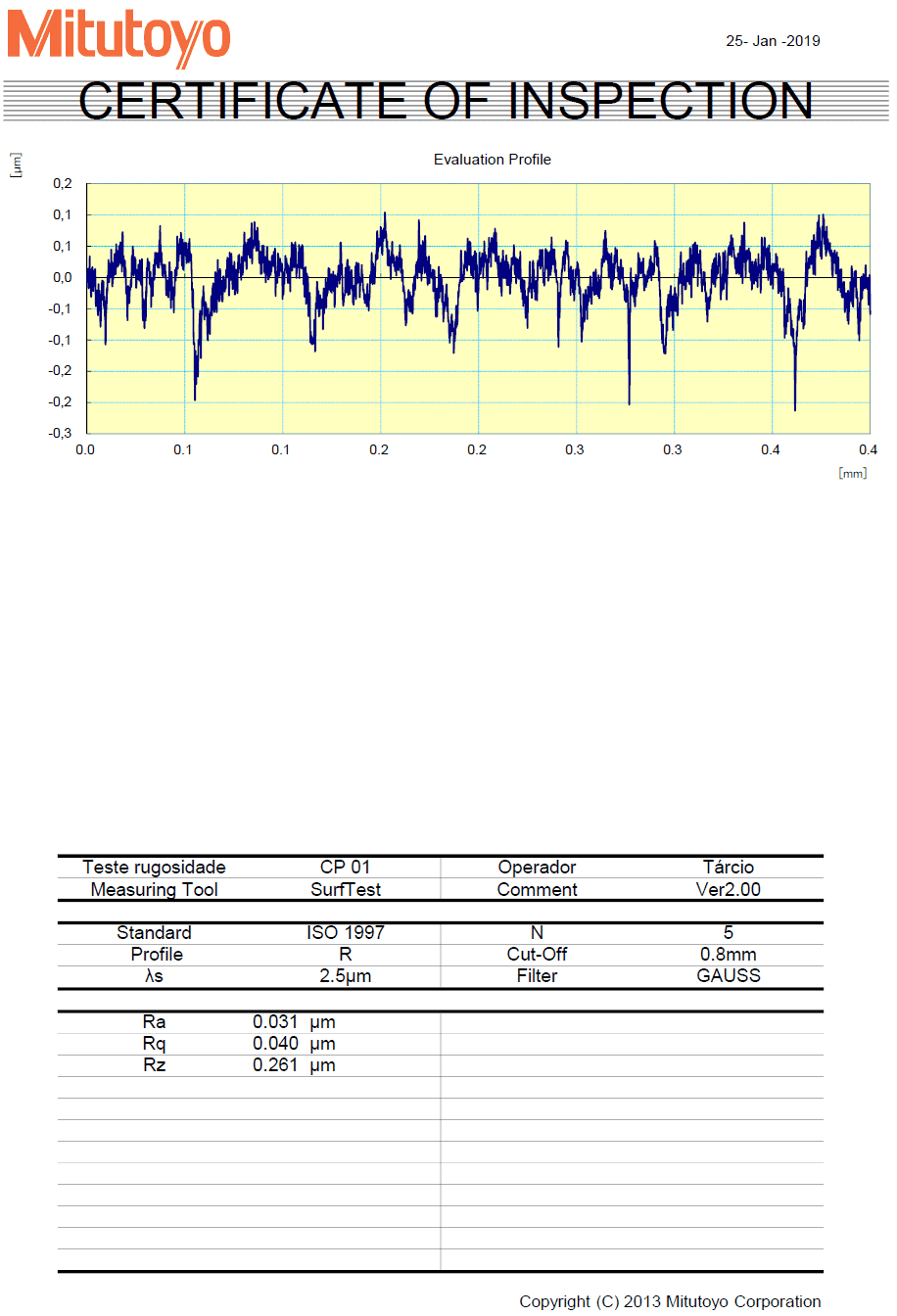
На этом последнем этапе испытательный корпус был представлен в процесс полировки, отшлифовался различными типами наждачной бумаги (#40, #60, #120, #220, #600), и правильно очищен для удаления любых металлических остатков. Были получены грубые результаты, однородные в обоих направлениях, и в продольном смысле значения преобладали немного выше. Измерения находятся за таблицей 7.
Таблица 7 – Продольные и поперечные измерения шероховатости (Sup. Польский).
| Параметр | Продольной | Крест |
| Ra | 0,036 µm | 0,031 µm |
| Rq | 0,049 µm | 0,040 µm |
| Rz | 0,337 µm | 0,261 µm |
Источник: (Автор).
3.2 ХИМИЧЕСКИЙ АНАЛИЗ ПО (EEO)
После фазы измерения шлифовки и шероховатости химический анализ проводился с помощью оптической спектрометрии выбросов испытательного органа. Для каждой частицы наждачной бумаги, применяемой к поверхности заготовки, измерялся ее химический состав, и с полученными данными был проведен относительный анализ ошибок для проверки того, какой уровень шероховатости ближе всего к стандартному химическому составу 22-го рельса. Таблица 8 иллюстрирует значения, полученные во всех шагах шлифовки, и их абсолютное стандартное отклонение, соответственно.
Таблица 8 – Химический состав поверхности испытательного тела и стандартное отклонение.
| Mesh# | C | Si | Mn | P | S | Cr |
| Полированная | 0,858 ± 0,015 | 0,250 ± 0,0108 | 1,19 ± 0,009 | 0,0100 ± 0,0008 | 0,001 ± 0,0011 | 0,186 ± 0,0020 |
| 220 | 0,841 ± 0,017 | 0,260± 0,0115 | 1,17 ± 0,015 | 0,0105 ± 0,0002 | 0,001 ± 0,0010 | 0,186 ± 0,0027 |
| 120 | 0,821 ± 0,013 | 0,243± 0,0076 | 1,20 ± 0,017 | 0,0131 ± 0,0001 | 0,002 ± 0,0012 | 0,190 ± 0,0026 |
| 60 | 0,841 ± 0,024 | 0,255± 0,0114 | 1,19 ± 0,012 | 0,0117 ± 0,0001 | 0,001 ± 0,0013 | 0,187 ± 0,0017 |
| Пост-вырезать | 0,916 ± 0,048 | 0,247 ± 0,0130 | 1,20 ± 0,001 | 0,0106 ± 0,0001 | 0,001 ± 0,0000 | 0,190 ± 0,0022 |
Источник: (Автор).
3.3 ОТНОСИТЕЛЬНАЯ ПОГРЕШНОСТЬ ХИМИЧЕСКИХ ЭЛЕМЕНТОВ
Согласно описанным данным, У S был самый высокий относительный уровень ошибок, что указывает на то, что его значения относительно менее близки к значению стандарта, и, в свою очередь, Cr достиг погрешности между 0,1 и 1,5%. Таблица 9 описывает процентные значения относительной ошибки, как мы видим.
Таблица 9 – Относительная погрешность по химическому элементу в (%).
| C | Si | Mn | P | S | Cr | |
| Пост-вырезать | 16 | 45 | 22 | 64 | 95 | 0,1 |
| # 60 | 6,4 | 53 | 20 | 61 | 93,5 | 1,5 |
| # 120 | 3,9 | 41 | 21 | 56 | 90 | 0,1 |
| # 220 | 6,4 | 53 | 18 | 50 | 95 | 0,4 |
| Полированная | 47 | 47 | 20 | 66 | 94,5 | 0,4 |
Источник: (Автор).
Отмечается, что на стадиях шлифовки #120 и #220 результаты имеют большую однородность, что свидетельствует о двух самых низких рядах относительных погрешностей по сравнению с другими стадиями шлифовки.
4. ЗАКЛЮЧЕНИЕ
Основываясь на полученных данных, было отмечено, что значения, найденные в параметрах Ra, Rq и Rz в сетке 120 “, имели одно из самых однородных поведений среди других, и с более низкой скоростью относительной погрешности химического состава стального рельса с низким сплавом. Параметр Rz был тем, который обеспечивал самые высокие значения, которые ожидались, из-за того же среднего между минимальными и максимальными точками шероховатости средней линии, в то время как параметры Ra и Rq имели однородное поведение, с робкими колебаниями во время шагов. От шлифовки сеткой 220 “значения шероховатости в продольном направлении стали выше, чем в поперечном направлении, однако, все параметры после этого этапа представили шероховатости значения очень приблизительные.
Шлифовка сеткой 120 “представила самую низкую относительную погрешность в 4/6 из проанализированных элементов, которые были: C, Si, S и Cr. Важно подчеркнуть, что в химических элементах P и Mn их относительная погрешность была второй самой низкой.
На этапах, когда параметры шероховатости проявляли большую однородность, как в поперечном, так и в продольном смысле, относительные показатели ошибок были самыми низкими.
Таким образом, 120 “сетки шлифовки оказался быстрым и недорогим решением обработки поверхности, так как, на основе полученных данных, его действие в низкосплавной стали подошел, с точки зрения химического состава, до уровней, установленных железнодорожным производителем THH 370 (JISE E1120).
ССЫЛКИ
ASHBY, Michael F. Materials selection in mechanical design. 4th ed. Amsterdam: Elsevier, 2011. 646 p. 17
CHIAVERINI, Vicente. Aços e ferros fundidos: características gerais, tratamentos térmicos, principais tipos. 7. ed. ampl. e rev. São Paulo: Associação Brasileira de Metalurgia e Materiais, 2008. 599 p.
JFE-STEELCO, 2014. http://www.jfe-steel.co.jp/en/release/2014.html. Acessado em: 17/02/2019.
PAHL, Gerhard. Projeto na engenharia: fundamentos do desenvolvimento eficaz de produtos, métodos e aplicações. São Paulo: Edgard Blücher, 2005. 412 p.
SERWAY, Raymond A; JEWETT Jr, John W. Física para cientistas e engenheiros: eletricidade e magnetismo. São Paulo: Cengage Learning, 2011.
WHITEHOUSE, D. J. Handbook of surface and nanometrology. 1 ed. ed. Bristol: IPP Publisher, 2003. 1128 p.
ПРИЛОЖЕНИЕ
ПРИЛОЖЕНИЕ I – Сертификат калибровки спектрометра
ПРИЛОЖЕНИЕ II – Сертификат анализа шероховатости (после резки – продольный)
ПРИЛОЖЕНИЕ III – Сертификат анализа шероховатости (после резки – поперечный)
ПРИЛОЖЕНИЕ IV – Сертификат анализа шероховатости (сетка 60 # – продольная)
ПРИЛОЖЕНИЕ V – Сертификат анализа шероховатости (сетка 60 # – поперечный)
![]()
ПРИЛОЖЕНИЕ VI – Сертификат анализа шероховатости (сетка 120 # – продольная)
ПРИЛОЖЕНИЕ VII – Сертификат анализа шероховатости (сетка 120 # – поперечная)
![]()
ПРИЛОЖЕНИЕ VIII – Сертификат анализа шероховатости (продольная сетка 220 #)
ПРИЛОЖЕНИЕ IX – Сертификат анализа шероховатости (сетка 220 # – поперечная)
ПРИЛОЖЕНИЕ X – Сертификат анализа шероховатости (полированная продольная)
ПРИЛОЖЕНИЕ XI – Сертификат анализа шероховатости (полированная-поперечная)
[1] Студент машиностроения (UFPA).
[2] Кандидат технических наук. Степень магистра в области машиностроения. Степень в области машиностроения.
Представлено: октябрь 2019 года.
Утверждено: март 2020 года.