ОРИГИНАЛЬНАЯ СТАТЬЯ
ALMEIDA, Rodrigo Tito de [1], MACHADO, Marcos André [2], MACEDO, Amarildo [3], LUZ, Iremar Bezerra da [4]
ALMEIDA, Rodrigo Tito de. Et al. Принципы бережливой методологии, применяемой в линии технического Компания в авиакомпании: тематическое исследование самолета (вертолет модели S-70). Revista Científica Multidisciplinar Núcleo do Conhecimento. Год 06, эд. 12, Vol. 11, с. 31-47. Декабрь 2021 года. ISSN: 2448-0959, Ссылка доступа: https://www.nucleodoconhecimento.com.br/инженерно-машиностроение/компания-в-авиакомпании
СВОДКА
Техническое обслуживание воздушных судов и их компонентов представляет собой сложную деятельность, которая должна осуществляться компетентными органами или компаниями, всегда заинтересованными в эффективности выполняемой работы, чтобы гарантировать безопасность полетов. Чтобы гарантировать эту эффективность и повысить безопасность обслуживания, был разработан и применен ряд методологий в сегменте технического обслуживания авиационной техники. С целью оптимизации всех процессов, задействованных в линии технического обслуживания, последовательность задач, выполняемых при периодическом осмотре самолета S-70, вертолета производства американской компании Sikorsky Aircraft Corporation, в мастерской в г. Манаус/АМ , было предложено. Разработка предлагаемой методологии началась в мае/2019 г. со встречи руководителей цехов, супервайзеров и разработчиков методологии, с созданием исследовательской группы для выявления всех процессов, определения эффективной последовательности проведения карт проверки и изучения способы оптимизации использования имеющихся ресурсов в линии обслуживания. Следуя этой линии, после этапа планирования методология была применена в бета-версии на первом самолете, где можно было на практике скомпилировать все препятствия с целью улучшения процесса. После необходимых корректировок проект был применен повторно, уже на другом самолете, с исправлением выявленных при предыдущей проверке проблем. С применением предложенной методологии удалось улучшить распределение человеческих и материальных ресурсов, а также оптимизировать время проверки, сократив исторические средние семь месяцев всего до трех месяцев, превысив первоначальные ожидания.
Ключевые слова: техническое обслуживание воздушных судов, последовательность задач, эффективность, методология.
1. ВВЕДЕНИЕ
После Второй великой войны мир претерпел глубокую трансформацию в отношениях между народами. Под руководством Японии мир перешел от методологии управления, известной как фордизм, которая характеризовалась большими запасами сырья и конечного продукта, производственными линиями, которые работали независимо от спроса и централизации всего процесса, к новой под названием Тойотизм, которая имела в качестве характеристик производство по требованию, таким образом, без необходимости больших складов для запасов, децентрализация производственной цепочки, аутсорсинг многочисленных частей процесса и ориентация на качество конечного продукта.
Так появилась бережливая методология, или тойотизм, основанная на сокращенной, бережливой модели. Он направлен на оптимизацию всех процессов, уделяя особое внимание максимально эффективному использованию имеющихся ресурсов, избегая отходов и сосредотачиваясь на том, что необходимо. Метод стремится производить все лучше и лучше, уменьшая ресурсы, необходимые для полной работы и времени выполнения, включая ценность для клиента. Все это возможно благодаря развитию инновационных методик, оценке отраслевых тенденций и постоянному мониторингу конкуренции, с внедрением MASP (методы анализа и решения проблем), стремясь решить существующие узкие места, препятствующие полноценному протеканию деятельности, за счет реализации более простых и эффективных процессов. Другим важным аспектом является внедрение систем управления, автоматизирующих процессы. Технологии анализа и контроля данных позволяют менеджерам более четко справляться с автоматизированными стратегическими действиями, используя все меньше и меньше ручных, повторяющихся, сложных и бюрократических процедур.
При анализе любой системы, помимо профилактики, необходимо избегать повторения проблемы, чтобы избежать отходов, а также в квалификации и обучении тех, кто ее решает. По мнению Sobek и Smalley (2010), важно развивать навыки у всех сотрудников, независимо от должности профессии. В 1970-х годах японский Сэйити Накадзима разработал инструмент под названием TPM с целью максимального повышения эффективности производственного процесса за счет структурированной реализации его восьми опорных столбов, минимизации отказов, содействия производительному и полному техническому обслуживанию. Уделяя особое внимание техническому обслуживанию своих машин и оборудования, TPM также ценит участие всех, создавая вовлеченность, что отражается непосредственно на производительности и качестве продукции. Все это возможно только через изменение позиции и мышление, введение новой организационной культуры с введением инструмента TPM.
TPM был быстро Lean Manufacturing производство вместе с его широким спектром инструментов, которые стремятся достичь общей цели, которая заключается в обеспечении максимально возможной стабильности, что является непременным условием для работы бережливой модели. Его восемь столпов: автономное техническое обслуживание, плановое техническое обслуживание, техническое обслуживание качества, конкретные улучшения, первоначальный контроль, обучение, безопасность и окружающая среда, административный TPM.
В этом контексте в линии технического обслуживания самолета Sikorsky S-70 модель управления нестандартными процессами показала себя неэффективной, с большими трудностями в измерении и учете выполняемых задач, поскольку модель не может дать количественную оценку суб -задачи, которые составляют основные задачи, что приводит к неточности в затратах на каждом этапе. Отсутствие стандартизации и последовательности задач, которые должны выполняться ежедневно, приводит к несоответствию между мастерскими, ответственными за выполнение задач, соответствующих каждой системе самолета, что создает узкие места в обслуживании, например, из-за совместного использования вспомогательного оборудования и калиброванных инструментов. Кроме того, существуют междисциплинарные подзадачи, требующие привлечения двух и более мастерских, которые без стандартизации действий создали узкие места, напрямую влияющие на время и стоимость проверок.
Согласно Yaman (2008), целью производственной линии является повышение эффективности производственной системы за счет максимизации взаимосвязи между предполагаемыми результатами и эффективной стоимостью производства.
Согласно Ford (1997), организация и последовательность деятельности по техническому обслуживанию являются важными вопросами, которые необходимо соблюдать в деятельности по авиационному обслуживанию. По мнению автора, хотя в руководстве по техническому обслуживанию и карточках задач указываются процедуры, которым необходимо следовать, существует вероятность расхождения между бумажными процедурами и тем, как фактически выполняется работа, Machado; Urbina и Eller (2010).
Настоящая работа обоснована необходимостью стандартизации и последовательности задач, выполняемых на линии профилактического обслуживания самолета S-70. Нынешняя модель процесса технического обслуживания неправильно расставляет приоритеты этапов деятельности каждого цеха, порождая неправильный контроль задач, которые должны быть выполнены на всех уровнях, что делает невозможным количественную оценку подзадач, которые составляют значительную часть основных видов деятельности, что делает фактические затраты на каждый этап неточными.
С учетом вышеизложенного, данный проект предлагает оптимизировать процессы, задействованные в линии технического обслуживания самолета S-70, путем эффективного планирования, выявления процессов, задействованных в линии авиационного технического обслуживания, разработки оптимизированных решений, определения эффективной последовательности выполнения задач технического обслуживания, с целью обеспечения максимальной эффективности сквозного использования материальных и человеческих ресурсов в процессе технического обслуживания.
Была создана исследовательская комиссия для выявления проблем, предложения решений, совместимых с реальностью линии технического обслуживания, и их тестирования, сбора результатов и применения необходимых исправлений. Группа определила использование программного обеспечения «MS-PROJECT» в качестве инструмента для секвенирования и автоматизации задач технического обслуживания, будучи одинаково отлитым в соответствии с форматом «SPRINTS», где каждый sprint соответствует фазе и уровню обслуживания, основываясь на руководстве по проверкам производителя.
2. МЕТОДОЛОГИИ
2.1 ПОИСК
Данная статья была проведена в течение 2019 года в авиакомпании из Манаус – AM, которая эксплуатирует вертолеты модели S-70 Sirkosky и нацелена с количественной и прикладной точки зрения, имея в качестве структуры процесс управления, применяемый к линии технического обслуживания самолета S-70. Исследование было объективировано, и была создана исследовательская группа для анализа проблем, предложения решений и проверки изменений.
2.2 НАСЕЛЕНИЕ И ВЫБОРКА
В состав группы входили обслуживающий персонал из каждой из пяти мастерских, наиболее опытный, два инспектора по техническому обслуживанию и начальник отдела линейного технического обслуживания.
2.3 ИНСТРУМЕНТЫ
Было определено использование программного обеспечения «МS-PROJECT» в автоматизации и количественной оценке задач технического обслуживания, имея в качестве ориентира промежуточную проверку под названием «PMI-I».
2.4 СБОР ДАННЫХ
Данные взяты из руководства производителя «ТМ 1-2840-248-23&P» и интегрированной системы управления и логистики авиакомпании.
2.5 ПРОЦЕДУРЫ ОБУЧЕНИЯ
Было проведено пять заседаний исследовательской комиссии, в ходе которых документы, подлежащие проведению, были разделены на «SPRINTS», и была применена концепция методологии Google с обсуждением результатов на последующих заседаниях. На первом совещании каждому рабочему совещанию было предложено рассмотреть все проблемы, которые исторически влияли на поток технического обслуживания, с помощью эмпирической оптики, поскольку на линии не было статистического сектора. Кроме того, каждому сектору было предложено установить последовательную взаимосвязь всей деятельности по техническому обслуживанию, которая была необходима, но это не было предусмотрено планом технического обслуживания производителя самолета, чтобы как можно ближе подойти к фактическим усилиям по техническому обслуживанию.
Со второй встречи состоялось разделение инспекции в 6 Sprints, а именно: Sprint 1 – Подготовка самолета к инспекции, Sprint 2 – Разборка самолета, Sprint 3 – Крупные инспекции, Sprint 4 – Малые инспекции, Sprint 5 – Сборка самолета и Sprint 6 – Проверки. Sprint 1 и 2 были покрыты коврами , чтобы найти наиболее эффективную последовательность задач и избежать каких-либо узких мест в потоке работ по техническому обслуживанию.
На третьей встрече было выполнено исследование sprint 3, что соответствует задачам технического обслуживания, требующим гораздо большего времени по отношению к среднему времени. Было также определено, что во второй половине дня каждую пятницу не будет запланировано техническое обслуживание, с тем чтобы дать время для решения проблем или административных задержек.
Четвертое совещание было использовано для компиляции и обработки всей информации, собранной к настоящему времени с учетом отзывов заинтересованных сторон, а также для обследования потребностей в необходимых и специальных калиброванных инструментах и ковровых покрытиях sprint 4 и 5.
На пятом и заключительном заседании sprint 6 был покрыт ковром и собрана вся информация, собранная с предыдущих встреч, а также обратная связь от всего исследования и презентация всего плана, готового к выполнению.
2.6 ОГРАНИЧЕНИЯ НА УЧЕБУ
Необходимость в ежедневном контроле за планированием, поскольку автоматизирована была только количественная оценка деятельности, надзора не было. Адаптивность и/или управленческий потенциал руководителя, поскольку это управление осуществляется путем ротации со сопровождающими самих ремонтных мастерских. Исторические данные старше пяти лет не могли быть доступны, потому что не было записей. Возникли трудности с материально-техническим обеспечением и своевременной нехваткой запасных частей, что, в дополнение к дефициту калиброванного оборудования, препятствовало развитию деятельности.
2.7 АНАЛИЗ ДАННЫХ
Статистический анализ был проведен в конце первого цикла инспекции после внедрения методологии, с целью сравнения результатов до и после.
3. РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
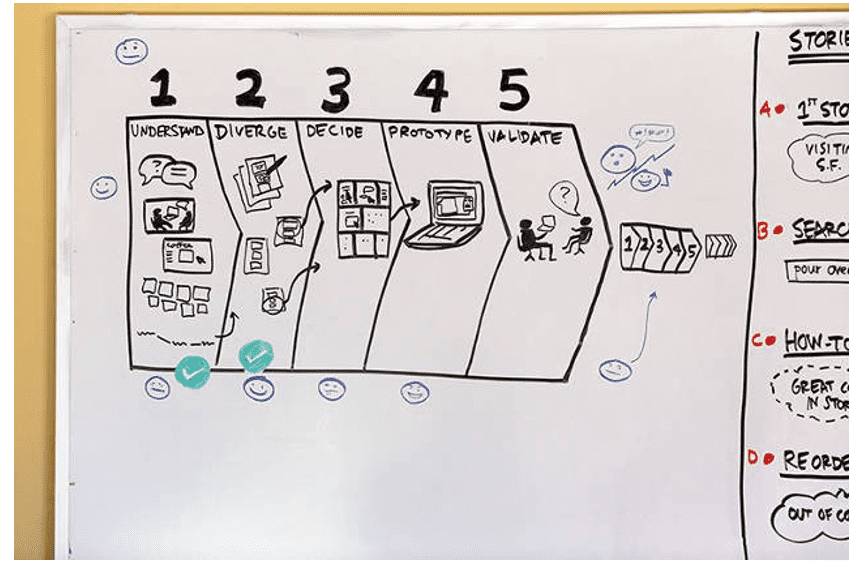
По словам Knapp; Zeratsky и Kowitz (2017), концепция Sprint методологии Google широко используется, особенно в стартапах, благодаря своей гибкости в развитии проекта. По сути, он состоит из последовательности действий, которые длятся пять дней, и каждый день соответствует фазе развития проекта. День первый — понять, день второй — нарисовать, день третий — решить, день четвертый — создать прототип и день пятый — протестировать в соответствии с прототипом, нарисованным на рисунке 1 ниже. В силу особенностей этой авиакомпании, провести за пять дней не удалось, но по стандартной методике было проведено пять встреч.
Рисунок 1: Блок-схема методологии Google.
Прототип был полностью структурирован в программном обеспечении MS-Project, Oliveira (2005), разделенном на шесть этапов, также называемых sprint. Каждый из sprint соответствовал этапу эволюции. Sprint первый – этап подготовки самолета к техническому обслуживанию, на котором обтекатели (съемный фюзеляж) снимаются для лучшей мойки. Второй sprint соответствует этапу разборки компонентов, которые будут проверяться/заменяться мастерскими на стендах технического обслуживания. Во избежание эффекта, описываемого теорией закона Паркинсона, при моделировании третьего sprint приоритет проверки отдавался действиям, требующим много времени для выполнения. Сосредоточение этих видов деятельности в конкретном периоде давало большую предсказуемость трудовых усилий, определяя точку, на которую приходится пик работы, а значит, где возникает наибольшая потребность в использовании человеческих и материальных ресурсов. Остальные проверки были оставлены на четвертый sprint, названные «минорными проверками», то есть те, которые требовали меньше времени на выполнение или были проще в выполнении. Пятый sprint — этап сборки всех компонентов и снятых обтекателей. В шестом sprint были сосредоточены все проверки, необходимые после технического обслуживания ряда электронных компонентов. Такая концентрация была необходима потому, что проверки проводились на поверенном оборудовании, которое, в большинстве случаев, было недоступно либо из-за поломок, либо из-за высокой востребованности их использования, а концентрируя их в определенный период, можно точно знать период, в течение которого такое оборудование будет использоваться.
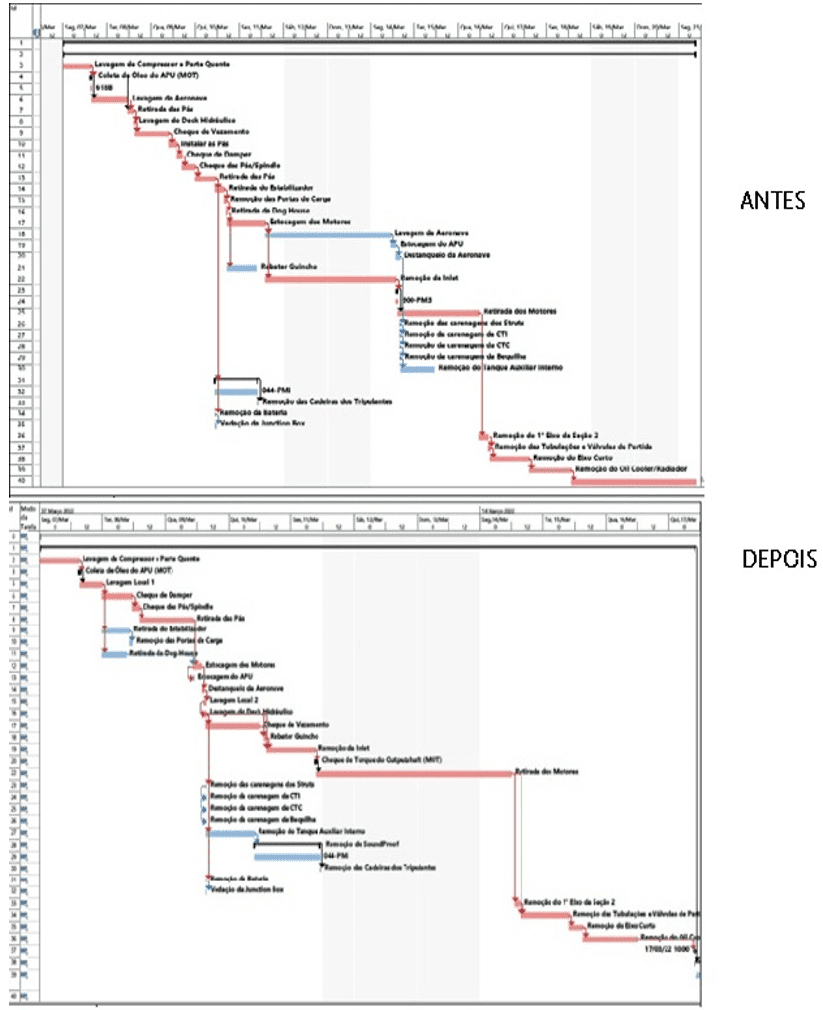
Рисунки ниже демонстрируют структурирование плана инспекции, разработанного в его аналитической форме, рисунок 2, и на графике Ганта, рисунок 3. Действия по техническому обслуживанию были интеллектуально упорядочены, чтобы обеспечить постоянный поток между задачей и ее предшественником, сокращая время выполнения и конфликты друг с другом.
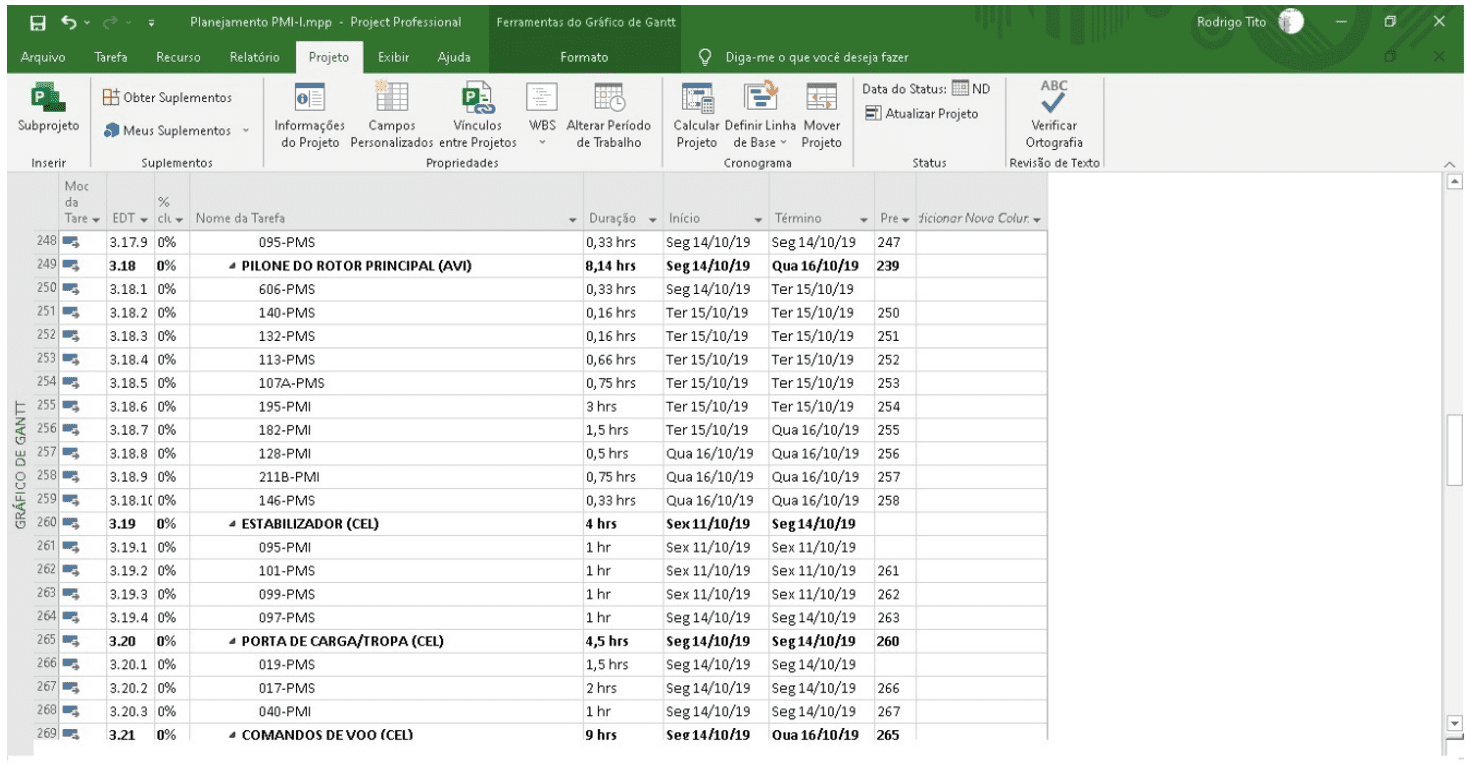
Рисунок 2: Модель структурирования программного обеспечения
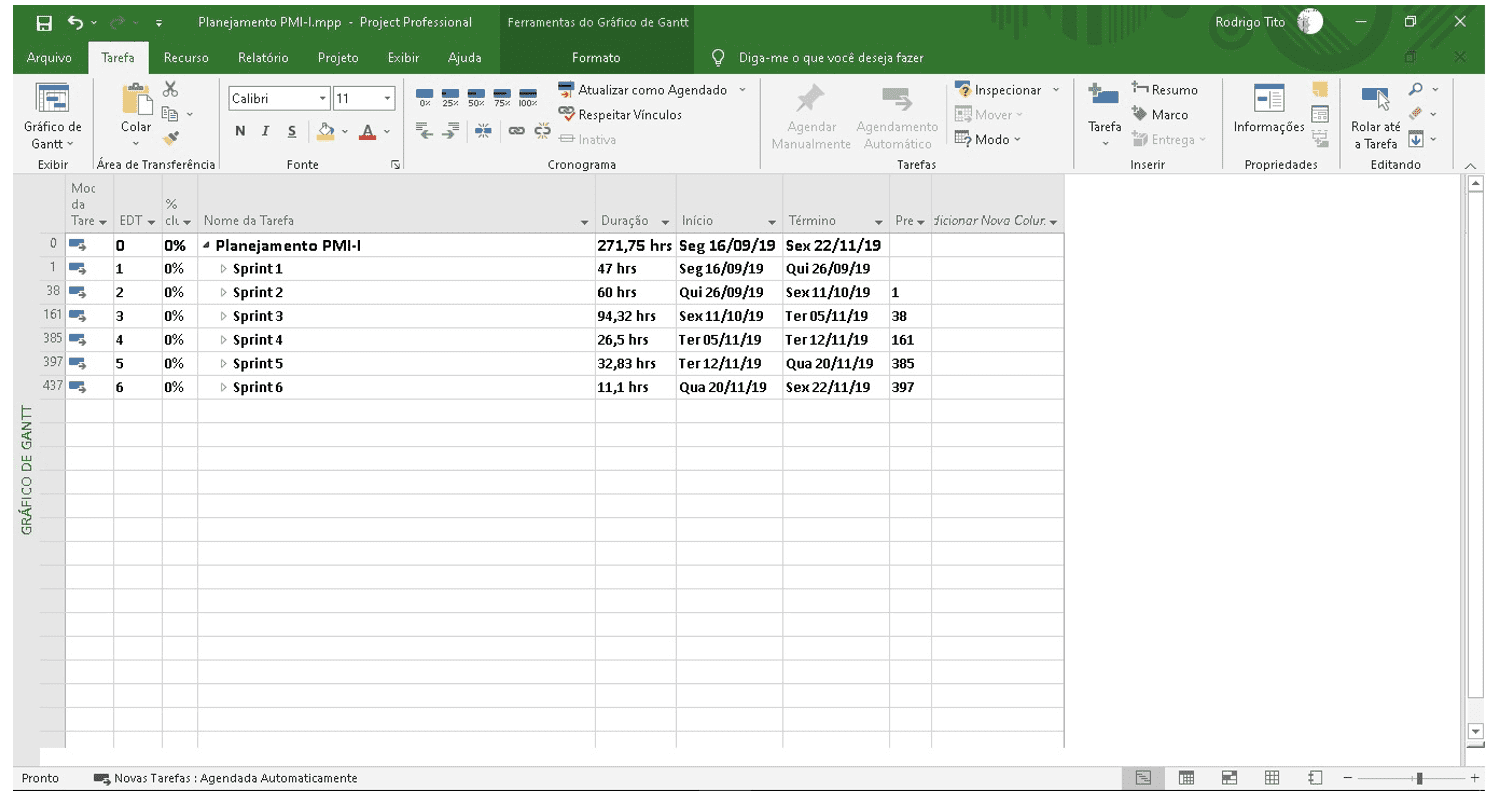
Рисунок 3: Модель структурирования программного обеспечения в графе Ганта
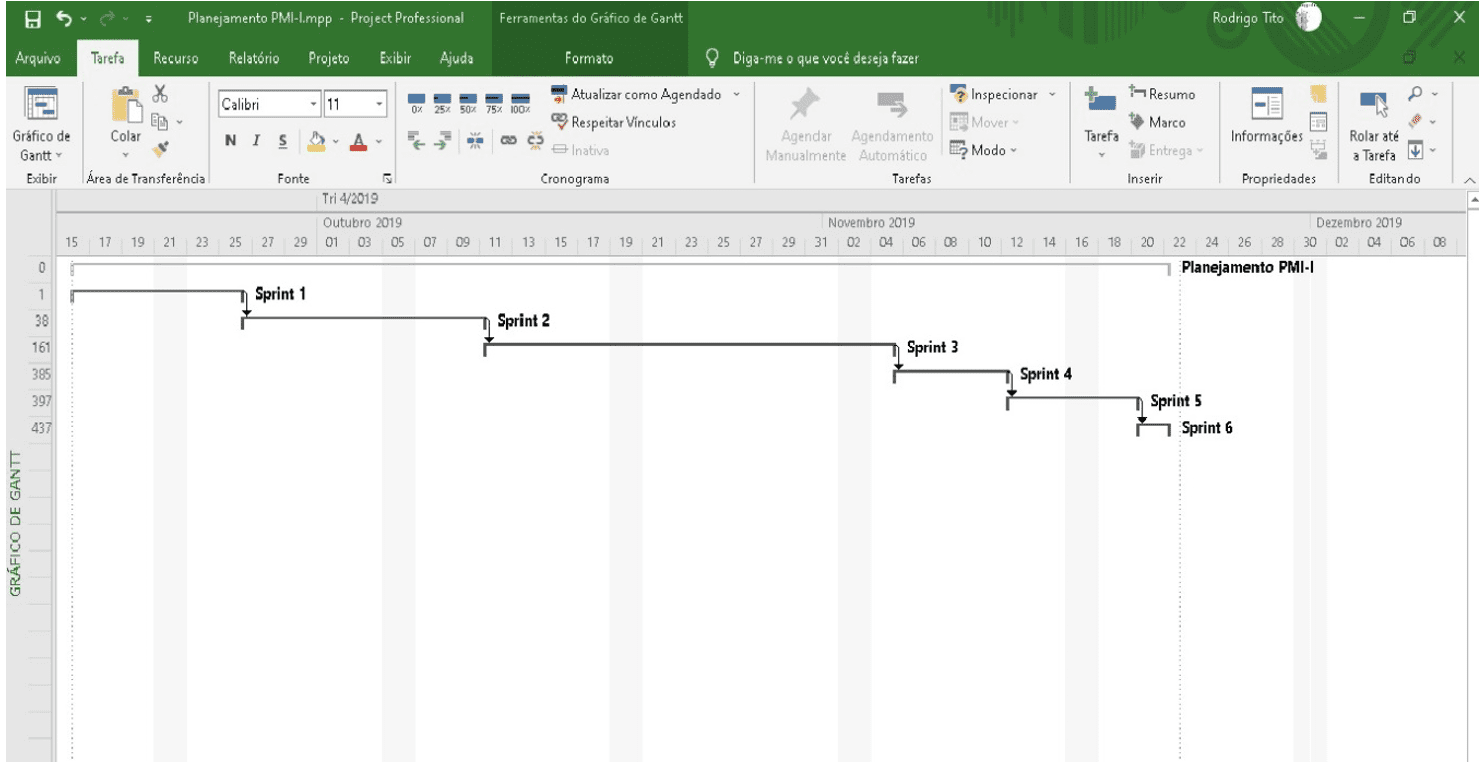
Задачи были упорядочены таким образом, чтобы обеспечить эффективный поток деятельности, устраняя те задачи, которые могли бы создать узкое место, либо путем совместного использования широко используемого оборудования, такого как подъемные подъемники, либо с помощью калиброванных инструментов. Более крупные задачи были разделены на более мелкие задачи, называемые подзадачами, что обеспечивало большую гибкость в действиях и лучшее измерение прогресса инспекций, как показано на рисунке ниже.
Рисунок 4: Модель структурирования программного обеспечения – Аналитическая форма
Перед началом проекта был проведен briefing с теми, кто отвечал за семинары, и было стандартизировано, что каждый четверг будет проводиться краткое совещание для сравнения того, что было запланировано и выполнено, с предложением необходимых корректировок и ознакомлением с мероприятиями на следующую неделю. . Первым предпринятым действием было внедрение методологии «BOM (Bill of Materials)» во всех мастерских, чтобы устранить узкое место в логистическом потоке, обеспечив большую предсказуемость и прогнозирование материалов, используемых в задачах технического обслуживания. Это позволяло заранее и точно знать все необходимые материалы и когда они потребуются в инспекционной деятельности.
Рисунок 5: B.O.M – Приспособление

Как видно из рисунка 5, рассматривалась вся потребность в материалах из мастерских, необходимых для выполнения всех работ по техническому обслуживанию без перерыва в услугах. Проект испытывался на двух самолетах последовательно, выполнялись на самолетах регистрации S-70 8903 и S-70 8914.
3.1 САМОЛЕТ S-70 8903
Инспекция S-70, насчитывающая номер 8903, должна была продлиться десять недель, с 16/09/19 по 22/11/19, где эволюция обновлялась еженедельно в соответствии с таблицей ниже. В таблице 1 приводится сводная информация о мероприятиях, проведенных в течение десяти недель, запланированных для этих мероприятий.
Таблица 1: Резюме
| НЕДЕЛЯ | ОПИСАНИЕ |
| ОДИН | Никаких задержек в расписании. Финишировал досрочно в 1 п.п. |
| ДВА | Произошло ускорение выполнения мероприятий. Он закончился досрочно в 15 п.п. |
| ТРИ | Добыча значительно выше запланированной, но обнаружила разворотную тенденцию Curve S. Финишировала рано на отметке 15 п.п. |
| ЧЕТЫРЕ | Задержка в поставках нового оборудования, что создало эффект домино на подзадачах, которые требовали выполнения предшественников с добавлением увеличения спроса на рабочую силу на других фронтах технического обслуживания. Он завершился рано на отметке 4 п.п. и с сильным разворотным трендом на кривой. |
| ПЯТЬ | На него повлияли логистические проблемы и нехватка доступной рабочей силы, что было смягчено производством цехов, которые не страдали от задержек в доставке материала. Первая неделя ниже плана, закончилась поздно в 3 п.п. |
| ШЕСТЬ | Некоторое оборудование начало поступать. Была создана ночная смена для придания потока поступающим материалам и продления рабочего времени, с тем чтобы свести к минимуму отсутствие людских ресурсов. Закончилось с задержкой в 7п.п. |
| СЕМЬ | Ночная смена оказалась эффективной, поэтому задержка стабилизировалась. Существенных изменений в отношении логистики не произошло. Закончилось с задержкой в 6р.п. |
| ВОСЕМЬ | Была произведена перепланировка персонала цехов без задержек для отсроченных семинаров, с тем чтобы критический путь сохранялся без препятствий. Закончилось с задержкой в 6п.п. |
| ДЕВЯТЬ | Улучшился материальный поток, а также появилось оборудование, необходимое для проведения испытаний топливной системы, которая питает двигатели. Такой тест должен был быть выполнен на второй неделе и вызвать наиболее впечатляющий эффект домино. Однако уровень недоступности рабочей силы увеличился из-за начала осмотра другого самолета параллельно с этим самолетом. Закончилось с задержкой в 7п.п. |
| ДЕСЯТЬ | Прибытие оставшегося материала для доработки. Была запланирована целевая группа с пунктуальной парализацией и всеми дополнительными потребностями, с тем чтобы применить весь имеющийся кадровый потенциал, а также ночную смену. Все закончилось по расписанию. |
Источник: Архив начальника линии технического обслуживания. п.п. = Процентные пункты.
Согласно рисунку 6, мы можем проследить, переведенное по кривой S, все развитие мероприятий, сгруппированных по неделям в течение запланированного периода. Можно четко проследить из резюме таблицы 1 и то, как препятствия повлияли на услуги в течение нескольких недель, а также трудности в выполнении отложенных мероприятий одновременно с мероприятиями, запланированными на эту неделю.
Рисунок 6: Кривая S
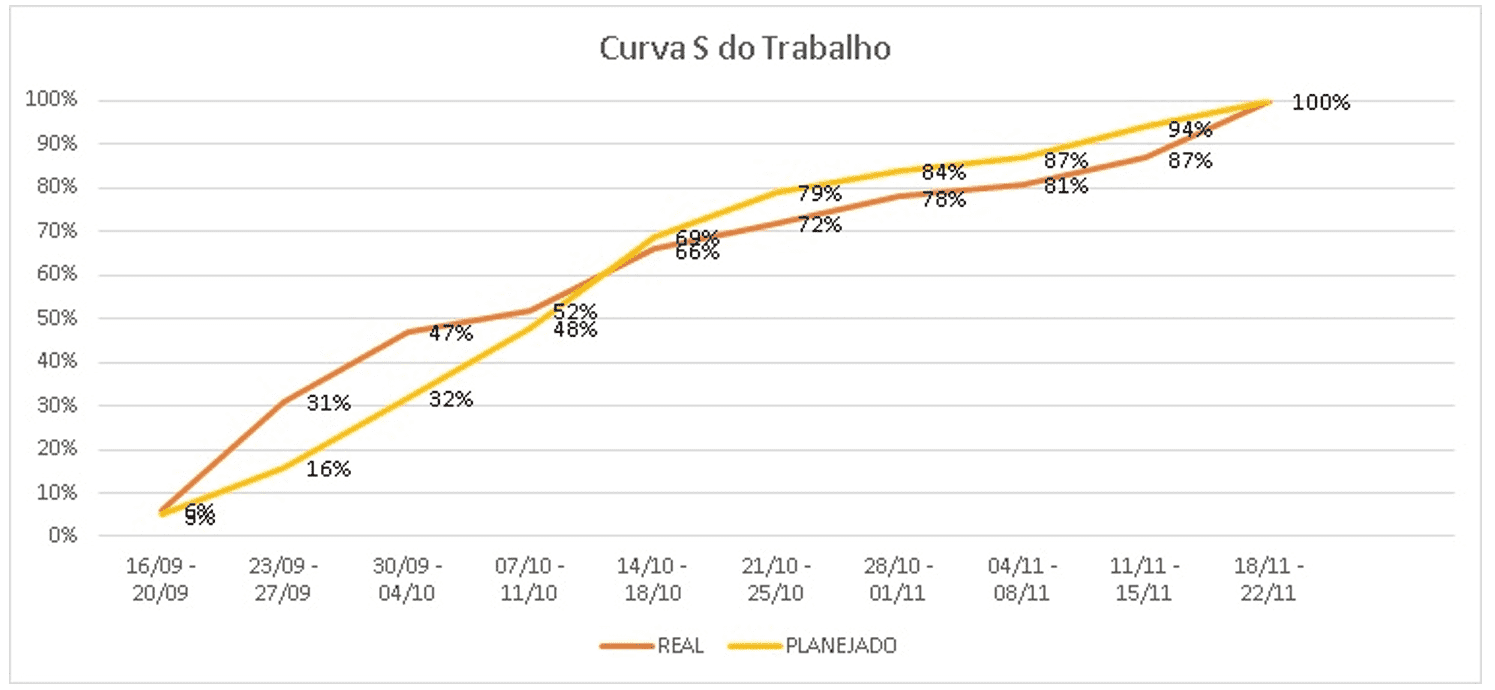
После проверки был проведен анализ полученных данных с целью понимания препятствий и улучшения процессов. Было установлено, что время выполнения задач в две и три недели было увеличено, в то время как было занижено количество задач на пять и шесть недель. Необходимые корректировки были внесены в аспект продолжительности. Были также некоторые конкретные конфликты, последовавшие за некоторыми задачами, и их критический путь был скорректирован. После корректировок планировка была вновь опробована на регистрационном самолете S-70 8914.
3.2 S-70 8914
Из-за того, что начало проверки было в четверг, первая неделя имела только два дня проверки, а последние четыре недели, которые, в дополнение к парализации двух недель из-за перерыва в конце года, длились четырнадцать недель гонок.
В таблице 1 приводится сводная информация о мероприятиях, проведенных в течение четырнадцати недель, запланированных для этих мероприятий.
Таблица 2: Резюме
| НЕДЕЛЯ | ОПИСАНИЕ |
| ОДИН | Как и планировалось, никаких препятствий. |
| ДВА | Все шло по плану, заканчивалось наступлением на 1 п.п. |
| ТРИ | Были пунктуальные непредвиденные события, но не повлиявшие на критический путь. Сохранил аванс 1п.п. |
| ЧЕТЫРЕ | Без каких-либо серьезных изменений он закончился, как и планировалось. |
| ПЯТЬ | Немного ускорено и без новых непредвиденных событий. Закончился с 3 п.п. авансом. |
| ШЕСТЬ | Опять же с пунктуальными непредвиденными событиями, удалось сохранить запланированные на неделю события. |
| СЕМЬ | С половиной пропускной способности из-за рождественских каникул, деятельность развивалась медленнее. Он закончился с задержкой в 1 п.п. |
| ВОСЕМЬ | Из-за новогодних каникул не было никаких мероприятий по техническому обслуживанию. |
| ДЕВЯТЬ | Через неделю после перерывов произошло ускорение активности, чтобы компенсировать остановку предыдущей недели. Закончился с 3 п.п. авансом. |
| ДЕСЯТЬ | Он следовал в медленном темпе, без препятствий. Закончился с авансом 1 п.п. |
| ОДИННАДЦАТЬ | По темпам предыдущих недель и без проблем материального и человеческого аспекта, закончился с опережением на 2 п.п. |
| ДВЕНАДЦАТЬ | Все пошло по плану, закончившись наступлением на 3 п.п. |
| ТРИНАДЦАТЬ | Из-за поломки компонента системы подачи топлива в двигателе деятельность продолжалась медленнее, однако неделя закончилась без задержек в графике. |
| ЧЕТЫРНАДЦАТЬ | Когда инспекция практически завершена и без препятствий, она была завершена в соответствии с планом. |
Источник: Архив начальника линии технического обслуживания. п.п. = Процентные пункты.
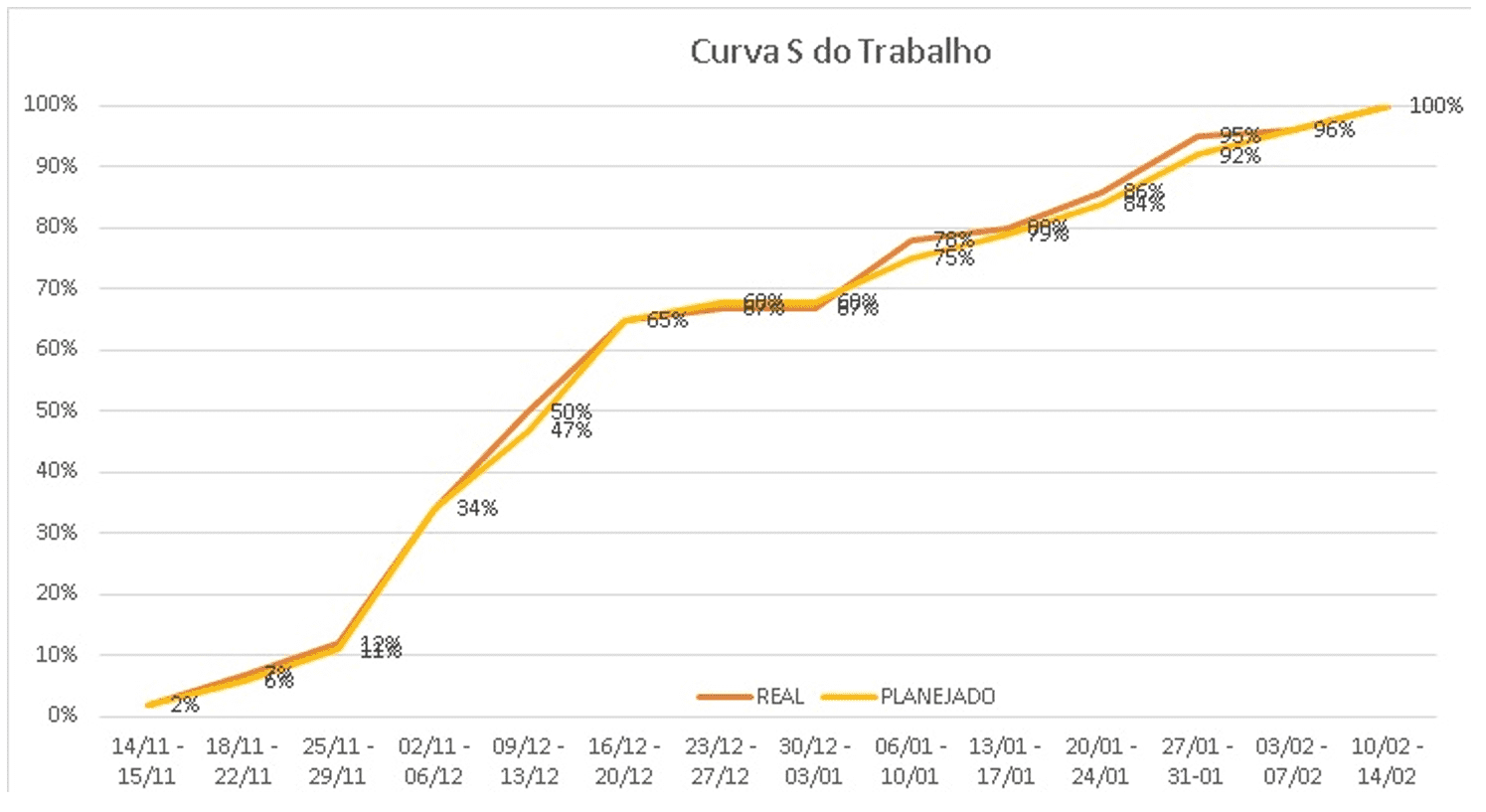
В таблице 7 мы можем наблюдать, что изменения, внесенные после данных, собранных при осмотре S-70 8903, были точными с рабочей линией REAL, почти совпадающей с запланированной рабочей линией.
Рисунок 7: Кривая S
Инспекции самолетов S-70 8903 и S-70 8914 были запланированы на 50 рабочих дней и 59 рабочих дней соответственно, в то время как старая планировка предусматривала инспекцию в 70 рабочих дней. Исторический средний показатель этой авиакомпании составлял семь месяцев на инспекцию PMI-I, в то время как при таком планировании две проверки вместе длились шесть месяцев.
На рисунке 8 мы можем наблюдать построение критического пути (в розовом цвете) по временной шкале. Его называют критическим, потому что он является «основой» планирования, соответствующей тем задачам, которые не имеют запаса отсрочки, то есть затягивают или опережают срок всей проверки.
Рисунок 8: Критический путь
Несмотря на препятствия, обнаруженные при осмотрах обоих самолетов, были предприняты огромные усилия для того, чтобы выполнение критически важных задач оставалось в рабочем состоянии, где даже при наблюдаемых задержках они не допускали задержки в запланированном общем графике.
Экономия выше 60% от общей стоимости проверки наблюдалась по отношению к модели контроля до исследования с повышением эффективности (сокращением времени) более чем на 100%.
4. ОКОНЧАТЕЛЬНЫЕ СООБРАЖЕНИЯ
Проект четко достиг своей цели, сократив затраты на инспекцию, что привело к сокращению времени выполнения задач более чем на 50%, оптимизации последовательности деятельности с эффективным использованием материальных и человеческих ресурсов. В управление процессами в линии технического обслуживания была добавлена новая организационная культура, где все участники процесса были подчинены новой динамике контроля и исполнения.
В соответствии с представленным, аналогичные исследования с применением бережливой методологии (бережливой методологии) следуют той же линии внедрения и исполнения методологии, что и в случае с Bernard (2017), чьи исследования принесли четкое представление о преимуществах внедрения бережливой методологии в больничных условиях. Преимущества включают в себя операционные улучшения в оптимизации процессов, повышение удовлетворенности пациентов, сокращение времени ожидания, повышение мотивации сотрудников, снижение затрат, вовлечение больничной команды и т. Д. В Lindgren (2001) исследование анализирует внедрение бережливой методологии производства, особенно в EMBRAER, бразильской авиастроительной компании. Исследование показывает надежный и последовательный результат с точки зрения рационализации процессов, ресурсов и бюрократии.
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
BERNARDO, Vítor Zanetti. Melhorias Na Gestão Estratégica Hospitalar Com A Utilização Do Lean Six Sigma: Uma Contribuição Teórica, São Carlos, 2017.
FERREIRA, Renata. Sistemas Lean. Volume 1, Belo Horizonte, 2018.
KNAPP, Jake.; ZERATSKY, John.; KOWITZ, Braden. Sprint – o método usado no google para testar e aplicar novas ideias em apenas cinco dias, Rio de Janeiro, 2017.
LINDGREN, Paulo Cesar Corrêa. Implementação Do Sistema De Manufatura Enxuta (Lean Manufacturing) Na Embraer, Taubaté, 2001.
MARTINS, Gabriel Kazuo Kimura. Implementação De Uma Sistemática Para Resolução De Problemas Na Origem: Um Estudo De Caso Em Uma Empresa Do Segmento De Duas Rodas Do Polo Industrial De Manaus, Manaus, 2020.
MACHADO, Márcio Cardoso.; URBINA, Lígia Maria Soto.; ELLER, Michelle Aparecida Gomes. Planejamento de uma linha de manutenção de aeronaves. Aplicação dos conceitos de balanceamento, São Carlos, 2010.
OLIVEIRA, Guilherme Bueno De. Ms Project & Gestão De Projetos, São Paulo, 2005.
[1] Бакалавр машиностроения. ORCID: 0003-4807-8555.
[2] Бакалавр машиностроения. ORCID: 0002-5572-8221.
[3] Бакалавр машиностроения. ORCID: 0001-5322-4735.
[4] Советник. ORCID: 002-8897-9166.
Представлено: Июнь 2021.
Утвержден: Декабрь 2021 года.