SILVA, Dirceu Mateus da [1], SILVA, Wesley Nunes da [2], NASCIMENTOS, Daniel Junior Ferreira [3]
SILVA, Dirceu Mateus da; et.al. Использование PLC для автоматического управления в промышленных процессах. Междисциплинарный основной научный журнал знаний. 03 год, Эд. 06, vol. 02, pp. 56-83, июня 2018. ISSN:2448-0959
Резюме
В процессе выщелачивания силиката металлургической компании, является производственная линия, которая имеет ручной работы, где операторы выполняют все команды вручную клапанов. Там были проблемы с отходов материала и потери доходов в процессе за счет автоматизации и оперативной стабильности в производстве. Контролировать переменные, которые составляют этот процесс является безопасным способом обеспечить производительность производственной линии и напористость в параметры допустимых пределов. Основываясь на существующих проблем в этом районе, это исследование представляет альтернативный процесс управления, с помощью PLC (программируемого логического контроллера). Важность наблюдения переменных уровня, расхода, проводимость и рН является избежать отходов происходило с перевалок танков и позволяет оптимизировать эффективность завода. В конце исследования являются подвергаются результаты, полученные с измерительной системы применяется.
Ключевые слова: процесс, инструментов, эффективность, CLP.
Введение
Процесс управления является полем инженерии, которые во все большей степени укрепила через новые технологии и инструменты, которые могут быть применены в любой производственный процесс, который является простым, с тем чтобы обеспечить более высокую производительность, оптимизировать время операции заводы и производственные процессы, создавая тем самым большую доходность.
Даже с большие успехи в области промышленной автоматизации по-прежнему есть процессы с некоторыми типами ручного управления, которые не всегда гарантирует максимальную эффективность. С помощью инструментов измерения и контроля можно оптимизировать процессы, обеспечивая стабильной и надежной работы с имеющихся данных более легко.
Однако эта работа направлена на изучение производственного процесса путем применения концепции управления процессом, КИП и автоматики предложить улучшение производственного контроля.
В первой главе являются целями, чтобы достичь с развитием работы и методологических процедур, используемых в ходе тематического исследования.
Во второй главе рассматриваются концепции управления процессом, а также действия контроля и характеристик промышленных процессов.
Третья глава включена краткая история появления автоматизации и коммуникационных сетей, а также ваши применения в промышленной среде.
В четвертой главе проводится обзор литературы на некоторых типах метров, применяется в промышленных процессах.
Глава пять за дело учиться в металлургической компании, где один из ваших процессов с ручной работы, где были собранные данные в приложение управления с инструментированием.
Шестая глава показывает, выводы и рекомендации получены после завершения этого исследования и наконец являются ссылки, используемые для реализации работы и приложениях для читателя.
1.1 допроса
В настоящее время завод силикатных выщелачивания металлургической компании там, где было проведено тематическое исследование работы с несколько шагов процесса по-прежнему полагается на ручных операций, то есть прямое вмешательство оператора в стране, что приводит к нестабильности оперативные, потеря дохода, помимо предоставления оператору Анте эргономичный осанки. Поиск альтернатив для улучшения контроля и следовательно придать процессу большей прибыльности, считалось в автоматизации этих операций, а также установки измерительных приборов и автоматики оборудования, которое позволит устранить необходимости ручного вмешательства.
Контроля и силиката, выщелачивание завод позволит поддержание нынешнего уровня поставка цинка через силикат, повышения КПД и оптимизировать время работы процесса.
1.2 цели
1.2.1 Общие цели
Разработка управления через приборы измерения быть частью процесса выщелачивания силиката, делая более точная дозировка контролировать и оптимизировать производительность и производства.
1.2.2 конкретные цели
Конкретными целями работы являются:
- Проводить обзор литературы;
- Контроль над силикатных выщелачивания процесса через логику программирования, согласно информации, полученной полевой инструментацией;
- Сравните производительность процесса до и после системы КИП;
- Предоставить материал для углубления темы, которая могла бы быть объектом будущих исследований для совершенствования процесса.
1.3 методологических процедур
Первое действие было изучение и исследование на тему промышленных приборов и управления процессом где резюме и обзоры были проведены по темам. Это было необходимо для изучения процессов автоматизации и коммуникационных сетей с целью улучшения знаний по темам.
Исследование было проведено с целью проверки возможности применения в процесс управления силиката, выщелачивание в металлургической компании Минас Жерайс-мг. Такое исследование будет пересматриваться boatload непрерывный процесс, где танки, расположены восемь танков цинкового концентрата.
Знание процесса произошло от посещений в области обследования существующих проблем, и тогда это было необходимо для сбора данных и стандартов совместно с инженерами и операторы.
С необходимые данные для исследования были проведены несколько обследований для обеспечения лучших и самых прибыльных возможных применений для этого процесса, установив, что автоматизация будет предоставлять некоторые положительные отзывы компании. Однако в конце этого проекта будет иметь возможность проверить применение этого достиг ожидаемых целей и может применяться в промышленной среде.
2. Управление процессом
В первые дни человеческой эволюции не известные средства производства энергии. Таким образом энергия была представлена человеческого труда или животных, которые были одомашнены. Промышленная революция началась в Англии в середине 18-го века принесли мир важные технологические изменения и значительно воздействие производственных процессов времени, (7)
На промышленной революции:
Промышленная революция началась в Англии в середине XVIII века. Лучшее, в основном, путем введения простых машин, которые возникли для замены мышечной силы, механических и повторяющиеся задачи, выполняемые человеком. Эти производительной деятельности претерпели эволюцию быстрее, рождая, в Англии, индустриальной эпохи. (12)
С развитием паровых двигателей удалось превратить сырой энергии в механическую энергию, и человек изменился его процессов при использовании точно умственной работы, которая позволила разработка методов для управления новой Источник питания. С этого момента ручной труд начал быть заменены машин и оборудования, замена ручного управления путем автоматического управления процессами.
2.1 концепция и применение
Процесс представляет собой последовательность предварительно определенные шаги и оборудования в соответствии с вашей функциональность, которая включает непрерывной обработки сырья в определенной цели. Процессы могут быть ручной или автоматической операции. (2)
Контроль процесса основан на взаимодействии между компонентами и инструментов, от конфигурации системы, может показать желаемый результат контролируемого процесса. Один можно суммировать система управления процессом в основном в следующих элементов: (8)
- Измерительный элемент обнаруживает изменения в процессе и обеспечивает сигнал;
- Элемент сравнения: сравнивает сигнал обратной связи с мерой ссылок, указав команду на следующий этап исправить разницу, обнаруженных в сравнении;
- Исправление: элемент получает команду элемент сравнения и выполняет все необходимые действия работать желаемого продукта;
- Последний элемент: устройство, которое действует непосредственно на процесс и пытается обеспечить постоянный выход.
Элемент управления применяется главным образом в отраслях, требующих точность и низкий уровень сбоев, где этот процесс постоянно измеряется (вход) и переменной манипулировать изменяется Контролером, влияя таким образом на процесс и конечный результат. Преимущество, что контролируемый процесс, является вывод систематизируется и поддерживает стандарт качества и количества при необходимости и также уменьшает человеческих усилий, потому что операция требует только психического работы или системными.
2.2 отзыв
Система ФРС является одним, который устанавливает связь между выход сравнения и ссылки, ввода, посредством инструментов, которые выполняют измерения переменных. Эта система использует разницу вывода и ввода в качестве средства для управления процессом. (8)
Сигнал поступает из сравнения между входом и выходом может быть вызван сигнал ошибки. Когда сигнал обратной связи вычитается из опорного сигнала называется отрицательной обратной связи, и когда сигнал обратной связи добавляется опорный сигнал называется положительной обратной связи. (3)
2.3 блок-схема
Чтобы облегчить идентификацию каждого компонента систем управления, с помощью метода под названием блок-схема.
Блок-схема системы является представление функций, предназначенных для каждого компонента и сигнала потока. Основные компоненты системы представлены блоки и интегрируются через линии, определяющие направления потока сигналов между блоками. Затем эти диаграммы используются для представления отношения зависимости между переменными, представляющие интерес для элемента управления. (7)
2.4 типы элементов управления
2.4.1 ручного управления и автоматического управления
Ручное управление — это полностью опирается на животных или человека действий для достижения конкретного результата или продукта. Есть еще такого рода контроля, особенно в небольших компаний, малого производства или ремесло.
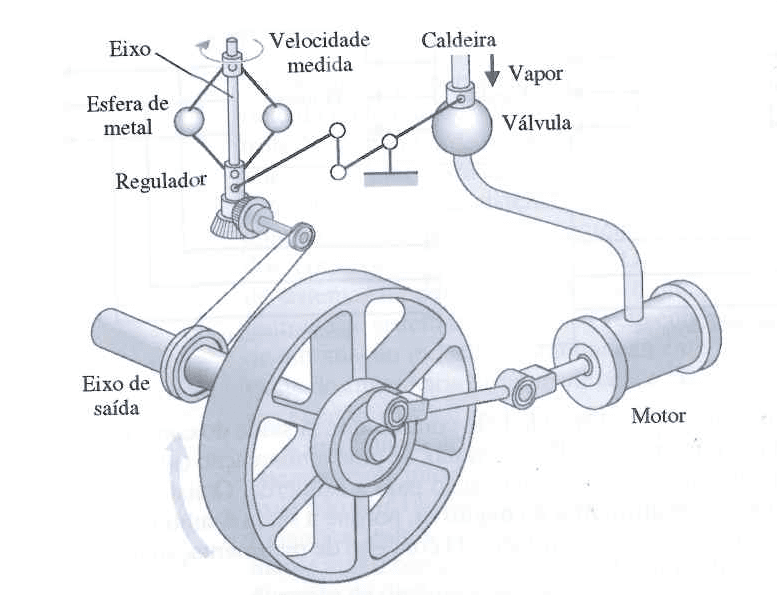
Автоматический контроль на основе использования инструментов и системы, что ошибка детектор, привода и блока управления, позволяя оператор, делая точных и непрерывной работы. Ватт Джеймс был автором первого автоматического регулятора с обратной связью, регулятор, что мяч был разработан в 1769 и был использован в промышленных процессах для контроля скорости парового двигателя. Как она изображена на рисунке 1, элемент управления был механик и СМИ выходного вала скорость двигателя, используя движения сфер, чтобы паровой клапан управления, контролируя таким образом количество пара, ввода двигателя. (5)
Сферические весов разбили и отойти от оси регулятора как скорость вращения увеличивается выход парового двигателя и через механические сцепные устройства, паровой клапан закрывается и двигатель замедляется.
Рисунок 1 показывает регулятор ватт мяч. (5)
2.4.2 открытым контуром управления
В системе открытого цикла процесс ввода выбирается в соответствии с обычной и опыт, без использования метода сравнения, таким образом, что результат является желаемый результат. Результат не изменяется и сопровождает процесс шаги только в условиях эксплуатации, являются элементами управления, действовали по времени и не для обратной связи, как показано на рисунке 2. (3)
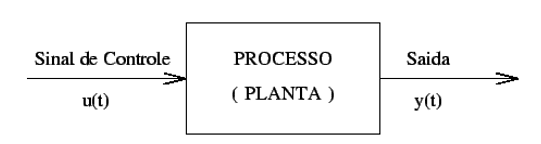
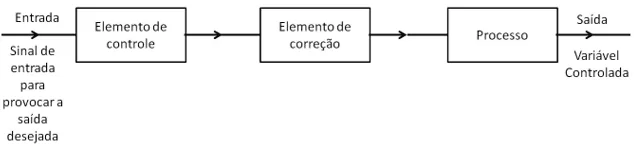
Основными элементами (подсистем) разомкнутый системы являются:
- Элемент управления: этот параметр определяет, какие меры должны приниматься для того, чтобы контролировать вход в систему.
- Исправить элемент: он реагирует на сигнал вывода элемента управления и действует для того чтобы расположить контролируемой переменной нужное значение.
- Процесс: это растение система, которая предлагает переменной необходимо контролировать.
На рисунке 3 представлена подсистема управления открытым контуром.
2.4.3 в замкнутом контуре управления
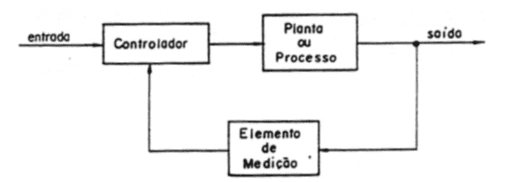
Главной особенностью замкнутого цикла управления является обратной связи, который сравнивает вывода с вводом этого процесса, где выход вмешивается непосредственно в действие элемента управления. Вывод является всегда измеряется и сравнивается с вводом процесс, чтобы смягчить недостатки, сократить количество ошибок и убедитесь, что конечный результат удовлетворительным. Рисунок 4 показывает пример замкнутой. (7)
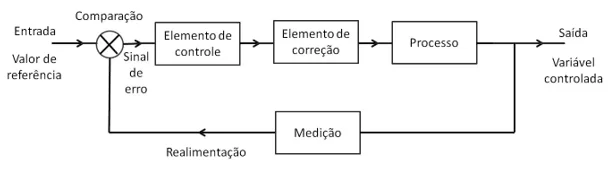
Основными элементами (подсистем) замкнутой системы являются:
- Элемент сравнения: сравнивает значение ссылки с измеренное значение и указывает на ошибку, показаны как выходное значение отсутствует ожидаемое значение. Ошибка является таким же, как опорный сигнал минус измеряемого сигнала.
- Элемент управления: она предусматривает меры, которые необходимо принять в случае ошибки.
- Исправление: элемент действия для того, чтобы исправить ошибку, вызывая изменения в процессе.
- Процесс: это система, где переменная управляется и предоставляет данные.
- Измерительный элемент: этот элемент обычно знак, который изображает контролируемой переменной и обеспечивает сигнал подается обратно к элементу что этот элемент сравнения, чтобы проверить, если есть какая-то ошибка.
Рисунок 5 предоставляет пример закрытого цикла.
2.5 драйверы
Контроллер является элементом, который, в замкнутом цикле, имеет функцию получения сигнала об ошибке и создает выходные данные, которые будут использованы для элемента. (5)
2.5.1 ON-OFF управляющего воздействия
Это действие проще и более общего управления, где есть только две позиции для элемента окончательного контроля, нормально закрытый или нормально открытый, независимо от интенсивности отклонение или ошибка. (7)
Основные особенности включения выключения управления являются:
- Исправление не зависит от интенсивности отклонения;
- Не исправить ошибку вне набора;
- Получить бесконечные;
- Причины колебания в процессах.
2.6 особенности промышленных процессов
Процесс представляет собой серию шагов, который развивается постепенно, через ряд постепенных изменений в порядке правопреемства, с целью обеспечения продукт или результат. (7)
2.6.1 производственные процессы
Непрерывный: В непрерывный процесс цели или конечный продукт получается без сбоев в обрабатывающей промышленности, в одной системе.
Преривчатая:, известный как процесс пакетной обработки, которые сделаны шаги и сырьевых материалов может произойти после циклов.
Monovariáveis: процесс monovariável это один, что имеет переменную и регулирования влияет только контролируемой переменной.
Многовариантное тестирование: многомерный процесс является переменной и регулирующие влияние над контролируемой переменной. Этот тип процесса преобладает в промышленные средства.
Нестабильные: Являются процессы, которые изменяют их переменных все время, вы можете изменять вашу картину все время.
Стабильная: он имеет элемент стабильности, которая остается постоянной, без много вариантов.
3. Промышленная автоматизация
С древних времен люди пытались сделать вашу жизнь проще и практике, особенно в деятельности, связанной с работой. В конце средневековья, вызванные огромные успехи, которые произошли в то время, весил на этой машине может заменить некоторые ручной мероприятий, которые были выполнены людьми. (10)
Ранние формы развития автоматизации процесса произошло с созданием оборудование контроля и измерения электрических и пневматических, но автоматизации, получила более широкое известность с числовым программным управлением машины в 50 лет. Эти машины были сделаны из клапанов и других электрических компонентов, которые вскоре были заменены транзисторов и интегральных доски.
Эволюция произошло быстро, и вскоре компоненты были заменены CNC (ЧПУ) где все команды даются через компьютеры и таким образом интегрировать непосредственно в CAD (автоматизированного проектирования), позволяя большую рентабельность, стандартизации продукции Дизайн и гибкости в производстве, но машины имели высокую стоимость и будучи очень хрупкие (10).
С годами зато принимает все больше и больше пространства и завоевании рынка, главным образом в крупных и средних предприятий, и, в сегодняшний день, автоматизированных средств доминировать на рынке и применяются с сетями связи и развивается каждый год, (10).
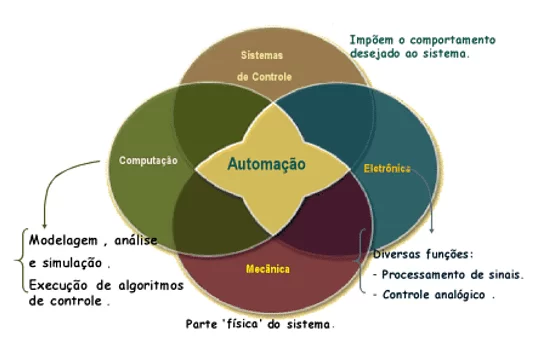
Автоматизация всех процесс, который требует минимальной оператор вмешательства в деятельность, и они проводятся таким образом и действовать сам. Автоматизация — междисциплинарная область и непосредственно связан приборостроение, потому что инструменты управления и измерения имеет важное участие в автоматизированных процессах. (11)
Рисунок 6 иллюстрирует концепции автоматизации показаны ваши междисциплинарных подходов.
В настоящее время автоматизации рассматривается не только как опция, но необходимость в крупных предприятий, потому что рынок становится все более конкурентоспособной и любопытный, что приводит компании инвестировать в автоматизированных систем, чтобы получить время для деятельность связана с интеллектуальность и не застрять с черную услуг. Автоматизация обеспечивает значительное сокращение стоимости продукции, стандартизации продукции, ловкости в измышления, предотвращает износ рабочих и обеспечивает эргономичный комфорт для всех пользователей.
3.1 PLC-программируемый логический контроллер
Программируемый логический контроллер является одним из наиболее процесса контроля устройств, используемых в промышленности. CLP имеет функцию программируемый компьютер используется в промышленных систем управления и предназначены для замены большие номера элементов управления, используемых перед реле. (9)
PLC была основана в 1968 году под названием MODICON. Это имя было производным от имени вашего первого изготовителя, цифровой модульный контроллер и ваш создатель и изобретатель был Ричард Морли. Идея Ричарда заключалась в том, чтобы построить более надежный, надежное оборудование, гибкий и легкий в обращении и модификации. (1)
Первый процесс, в котором они использовали CLP в г.м., в линейке автомобилей в различных тестов для калибровки. В начале 70 очень большие изменения произошли в микропроцессорной технологии, PLC победа гибкость и разведки, улучшение интерфейса с оператором и зарабатывать способности арифметических вычислений и связи данных. Между 1974 и 1975, они выиграли памяти годы потенциала, управления Сервомеханизмы, контроль над входов, выходов, аналоговые переменных и позиционирования. С этими событиями, он был уже можно применять ПЛК в различных областях промышленности, что делает этот процесс более простой, легко и дешево, сокращаются с установок и электрических проводов. (1).
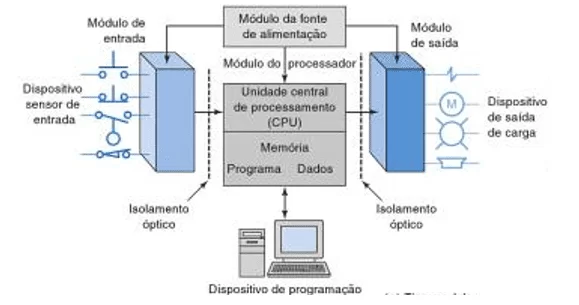
3.1.1 части PLC
PLC можно разделить на части, как показано на рисунке 7, который показывает ЦП центральный процессор, секции ввода/вывода, питания и устройства.
Существует два способа включить входных и выходных данных из PLC: фиксированные и модуляции. Ввода/вывода, ввода/вывода, фиксированные характеристики ПЛК малого бизнеса, где процессора и ввода-вывода смонтированы вместе и имеют фиксированное количество подключений для входов и выходов, как показано на рисунке 8. (9)
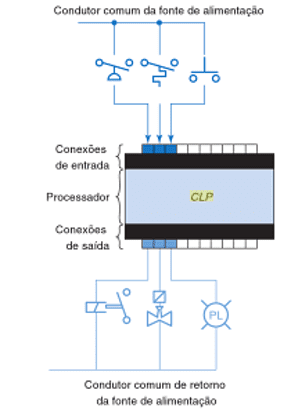
Фиксированной ввода/вывода имеет то преимущество, низкой стоимости и число подключений может быть расширена, и недостатком является отсутствие гибкости, потому что количество и типы ввода устанавливается единица.
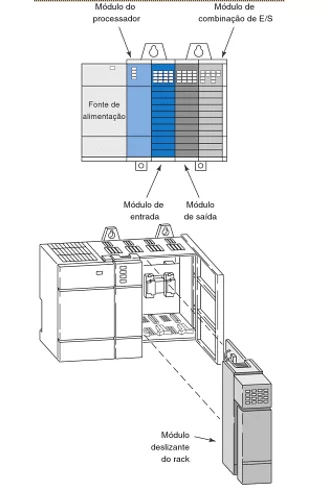
В модульных ввода-вывода модули строятся отдельно и может быть подключен. Эта модель состоит из стойки, источник питания, модуль процессора, модули ввода/вывода и интерфейс для программирования и мониторинга. Модули и процессор CLP подсоединены к системной плате и могут общаться со всеми модулями стойки. На рисунке 9 показана Модульная ввода-вывода.
Блок питания обеспечивает подачу питания для всех компонентов, которые подключены к стойке и для крупнейших ПЛК не используется для корма с полевых устройств, а также источником DC (постоянного тока) или AC (переменный ток). (9)
Процессор является команда CLP и состоит из микропроцессор для построения логики и контроля связи между модулями и требует памяти для хранения результатов логических операций. Процессор отвечает за получение логики, которые пользователь вводит в логике лестница. «Программа CLP выполняется как часть итеративного процесса называют сканирования, в которой процессор считывает или выключен, и, после завершения действия в программе запуска встроенных задач диагностики и коммуникации» (9).
Устройство программирования используется для вставки программы в память процессора. Персональный компьютер — устройство, используемое для разработки логики, обычно в лестнице и может быть передана PLC через ссылку или ethernet. Программа представляет собой серию команд, разработаны в соответствии с потребностями пользователя.
3.1.2 принцип действия CLP
ПЛК имеют последовательные операции делает проверку на этапах этого процесса, как показано на рисунке 10, и когда выполняется шаг, другие являются неактивными. Общее время, затраченное на выполнение цикла называется часы.
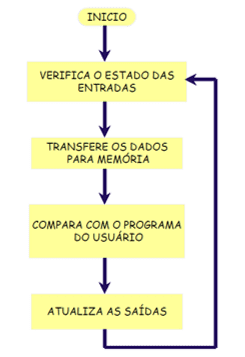
Каждый шаг основан на:
Начало: в начале этого процесса, проверки условий эксплуатации центрального процессора, памяти, вспомогательных цепей, в качестве ключей, существования программы, введенные пользователем, он выдает предупреждение и ошибка отключает все выходы.
Проверка состояния входов: на этом шаге читается каждую запись в процессе, проверка, чтобы увидеть, если таковые имели место.
Сравнение с пользовательской программой: CLP обновления памяти вывода изображения из сравнения с инструкциями, что пользователь вошел в программу для запуска записи.
Обновление: выходы, выходы активации или деактивации согласно определению PLC и начинается новый цикл. (6)
4. Тематическое исследование
4.1 Компания обзор
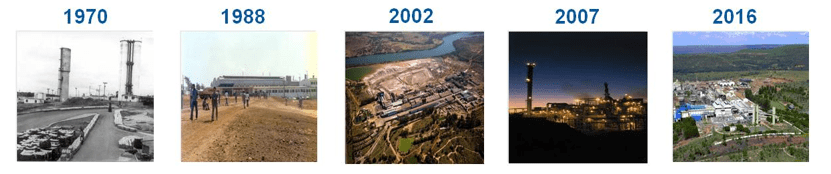
Тематическое исследование было проведено в металлургической компании в состояние Минас Жерайс-MG, процесс автоклава и сернокислотный цех, который затем начался процесс расширения, в 2001 году, где поднять ваши производственные мощности 110 000-160 000 тонн цинка . Рисунок 11 показывает развитие завода в течение многих лет.
Это один из крупнейших мировых производителей цинка, будучи мировым лидером в производстве оксида цинка. Это единственный цинка, металлургии в мире технологии комплексного лечения сосредоточены с различных химических качеств. Продукты этого процесса являются:
- Цинк марки SHG – используется в автомобильной промышленности, знаки, приборов и электрических вышки.
- Zamac – используется в части двигателя автомобиля и давления литья и центрифугируют.
- Специальных сплавов (Galfan, Zn4E, пользовательские сплавов)-используется в гальваники в целом, фонарные столбы и электропередач башни.
- Цинковый порошок используется в красках и щелочных батарей.
- Оксид цинка — используется в резиновых, хлопья, йогурты, животных кормов и косметики.
4.2, изучал процесс: Выщелачивание силиката
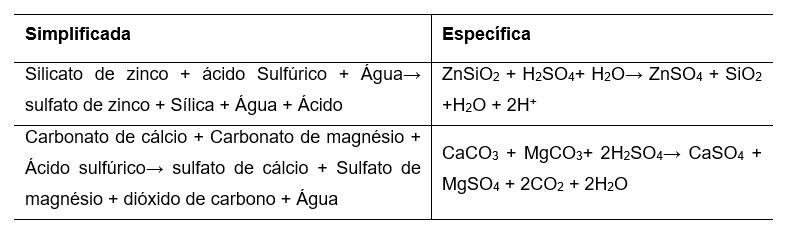
Объект данного исследования применяется к силикатных выщелачивания. Этот шаг процесса производства имеет функцию растворимых цинка, содержащихся в концентрат подшипник силиката в форме сульфата цинка, добавив раствор серной кислоты. Выщелачивание силиката цинка подшипник концентрат первоначально должны быть сделаны более снисходительным кислотность вследствие кислотных реакций с карбонаты в концентрат и для всего выщелачивания цинка является необходимым повышение кислотности и времени пребывания в танки.
В таблице 1 указаны химических реакций, которые произошли в этом шаге процесса:
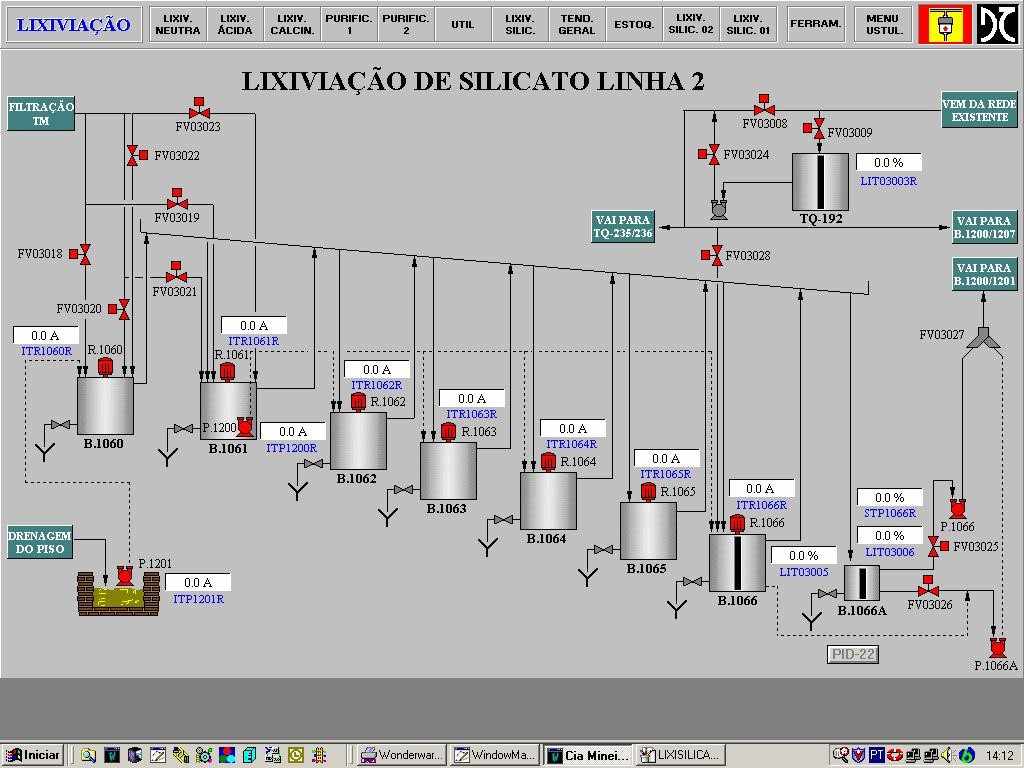
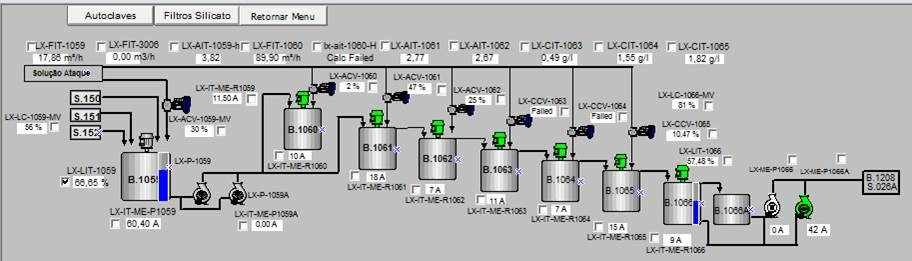
Этот процесс состоит из непрерывного, как показано на рисунке 12. Продолжая состоит из 8 танков для процесса выщелачивания (б. 1060, б., б. 1062 1061, б. 1063, 1064, б. б. 1065, б. 1066, b. 1066A) и 1 решение танковая атака (TQ-192). Б. танк 1060 получает запасных питания фильтрации цинка цинка, оттуда происходит процесс выщелачивания, где запасных является просто резервуара в другой через желоба. Мощность потока контролируется клапан ручного управления.
Чтобы добраться до цистерны б. 1066, вставляется в нападения в концентрированный раствор цинка через клапан ручного, где то же самое происходит в резиденции для реакции. После того, как время жительства сконцентрируемся на танк б. 1066A, где приступает к еще один шаг процесса.
4.3 анализ проблемы
Качество и восстановления сульфид цинка непосредственно подключен к рН раствора в известь, выщелачивание процесса. Анализ рН раствора, это ручной режим, где оператор собирает образцы решения непосредственно в процессе, каждый час и приводит к местной лаборатории для проведения анализа. В зависимости от результатов выборки, требует добавления раствора серной кислоты для улучшения качества цинка сульфата.
Дозировка серной кислоты (также известный как атака раствор) осуществляется в ручном режиме, когда оператор действует непосредственно в процессе открытия и закрытия клапанов. Дозирование процедуры не всегда достоверной и точной, это подрывает конечный результат восстановления цинка. На рисунке 13 показано, как собраны образцы для измерения рН и ручной клапан, расположенный в процессе.

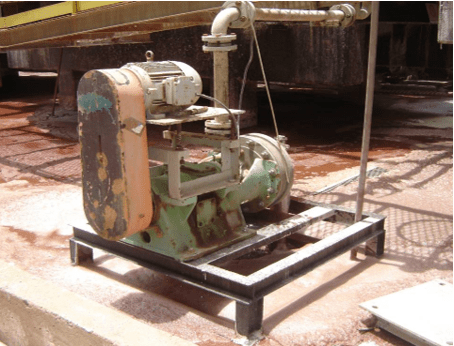
Одной из основных проблем, возникших в этот шаг является количество переводов, потому что процесс производства базироваться в системы флотации, где сульфид цинка проходит танк Танк через вспенивание. Операция также насос бассейна сдерживания выщелачивания силиката имеет операции, зависящей от оператора команды, которая вызывает постоянную работу проверки местной ситуации. На рисунке 14 показана насос ручного управления в процессе.
Стабильность процесса необходима для качества конечного продукта, достижения клиентов спецификаций и избежать потерь в процессе флотации, ручной процесс не всегда гарантирует. Избежать потерь в процессе, это возможность увеличить доходность выщелачивания завод силикатных, некоторые переменные можно управлять:
- Если танк уровень поднимается до передачи, необходимо применить танк уровень контроля для предотвращения этой проблемы и избежать отходов в процессе.
- Если дозировка атака осуществляется согласно уровням кислотности сконцентрированы, необходим контроль pH и проводимости для команды Дозировка осуществляется согласно вариации этих переменных, тем самым избегая потери восстановления цинка.
- Если мониторинг резервуаров потока ввода, вы можете настроить материал ввода автоматически согласно ценностям и их вариации, обеспечивая тем самым, что материал находится в идеально диапазон.
4.4 приложения управления
Чтобы предотвратить перевалочных портов и увеличить урожайность силиката, выщелачивание завод, требуется установка приборов для измерения и контроля pH, проводимость, потока и уровень, а также клапаны.
Измерительные приборы были установлены и контролировать следующим образом (как показано на рис. 15):
- Установлены потока управления решения питания линии атаки, где регистрации и передачи с интерфейсом PLC/поле/PLC.
- Все танки были установлены замкнутой для приведения в действие клапанов, устройство монтируется на главной панели управления, это посылает сигнал через сеть воздушного клапана и подключен к документам, установленным в поле.
- На выходе из цистерн б. 1060 б. и б. 1062 1061 были установлены закрытых сетей измерения рН, которые посылают сигнал через сеть PLC для выполнения команды.
- На выходе из цистерн б. 1063 1064 и б. б. 1065 были установлены закрытых сетей измерения проводимости концентрат, который посылают сигнал через сеть PLC для выполнения команды.
- В баке б. 1066A был установлен контроль уровня цикла, что общаться с накачкой сдерживания и загуститель, который несет в себе материал для непрерывности процесса.
- Концентрат делает ваше время пребывания в танки б. 1066 и б. 1066A.
Все инструменты были сеть взаимосвязанных системы Foundation Fieldbus.
Используемый инструмент измерения уровня ультразвуковые типа, который выполняет хорошо в вязких материалов, которые цинкового концентрата. Измеритель потока используется был электромагнитного типа вставки.
РН-метер используется состоит из метода традиционного сравнения для измерения и электрод сравнения и индуктивный кондуктометр, который имеет большую производительность процесса материала. Прикладной клапаны для модуляции системы.
4.5 результаты
Перед исследований и приложений сделан вывод, что и систему управления извести, выщелачивание шаг обеспечивает лучшую производительность процесса. Измерение и контроль кислотности обеспечивает хорошее цинка выщелачивания содержащихся, избегает растворения цинка в заводе, если концентрация ниже указанного. Точный контроль pH с параметрами для каждого танка, представили более цинка восстановления и уменьшить использование атаки.
Диаграммы 1 и 2 ниже приведены образцы регистрационного журнала. В них мы можем определить значительные улучшения в стабильности процесса и эффективность завода.
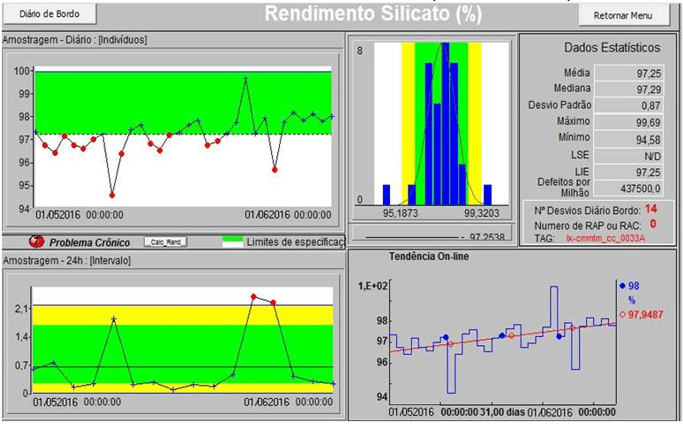
В диаграмме 1 отмечает, что в течение одного месяца (01/05/2016 01/06/2016) произошло 14 отклонений, стандартное отклонение доходности 0,87 и средняя 97.25%. Это была ситуация, до установки измерительных приборов и управления.
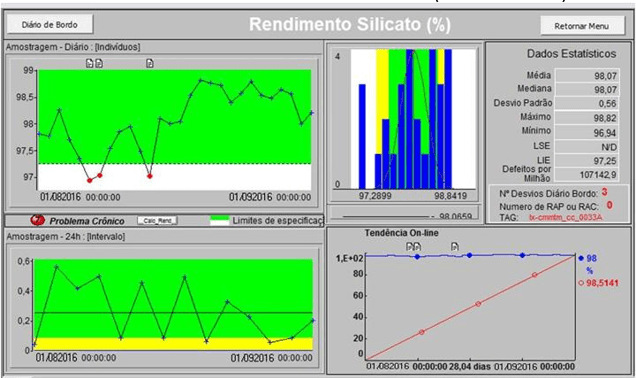
После установки измерительной системы, можно наблюдать в графе 2, по сравнению с периодом без установки инструментов, были 3 отклонения в том же диапазоне времени (01/08/2016 до 01/09/2016), стандартное отклонение упал 0,87 0,56 и средняя Выручка выросла до 97.25% до 98.07%. Было улучшение стабильности в процессе, потому что урожай остается в диапазоне ожидается в течение более длительного периода, который является ситуация, отношение к производству.
Все система управления процессом, применяется к изучал завод имел прирост 0,82% доходности, что, учитывая объем производства конца 151,500 цинка т/год, что соответствует 1,242.3 т/год.
Текущая цена тонны цинка согласно LME (Лондонской биржи металлов) — $ $1,981.00 и стоимость производства составляет ± $ $1,300.00. Учитывая стоимость развертывания автоматизированной системы ± $734.00.00, который растворяет в стоимости примерно 10,4 месяцев, принимая во внимание стабильный доход и согласно учетного месяца, делая возможным и удовлетворительного осуществления настоящей Системы.
Заключительные соображения
На выше с в тематическом исследовании, система управления процессом с помощью CLP имеет влияние на некоторые вопросы, имеющие отношение к процессу:
- Автоматизация силикатных выщелачивания;
- Получить доход на заводе;
- Сокращение объема отходов в процессе.
С автоматизацией процесса осуществляется Контроль дозации нападения в процессе, позволяя лучше восстановления цинка в силикатных концентрат, результате чего увеличение окончательного производства цинка. Повышение доходов может быть проверена в Сравнение диаграмм 1 и 2, который показывает улучшение производительности за журнал с доказательств от периода один месяц.
Автоматизация позволяет также удобство оператора, вы можете просмотреть все события в процессе контроля через и выполнять команды из него, без необходимости помощи непосредственно в процессе, минимизации риска несчастные случаи с оператором, однажды, подвергается риск попадания химических веществ и опасных.
С помощью PLC не смог контролировать все важные переменные для бесперебойной работы завода, с регулятором уровня вы можете контролировать танк, чтобы избежать отходов в процессе обеспечения максимального использования. Инструментирование позволяет для сбора надежных данных, но нужно профилактического технического обслуживания и калибровки для надлежащего функционирования.
Таким образом, процесс управления через CLP позволяет лучшую стабильность в промышленных процессах, в случае процесс учился, стало возможным повышение доходов силиката, выщелачивание растение, которое можно разбавить инвестиций, с процесс установки, что делает его жизнеспособным и рентабельным в короткое время после развертывания.
Ссылки
1. БЕГА, Альберто Egidio. Промышленное оборудование. 2 ed. Рио-де-Жанейро: 124 P, 2006.
2. Бернардо Нивалдо Феррейра. Процесс утилиты. Сан-Паулу: Тесты jeanrenard, 2013.
3. Болтон w. управления Инженерные. Перевод: Valcere Виейра Rocha э Сильва. Издатель: Makoron книги. Сан-Паулу.1995.
4. Болтон w. приборов контроля и. Перевод: Луис Альберто де Ганди Видаль. Издатель: Hemus. Сан-Паулу, 2002.
5. Коста, Луис Аугусто a. Указание систем промышленной автоматизации. 1 ред. Декабря 2011 года.
6. Ричард C DORF, Роберт H епископ. современные системы управления. 11 Эд. LTC издатель. Рио-де-Жанейро, 2009.
7. ЕВРИПИД, Мэйс. Промышленная Автоматизация инженерных курс. 2007. 73-f. Монография (специализация)-курс промышленной автоматизации, Eep инженерные школы Пирасикаба, Cotip, Пирасикаба, 2007.
8. Адальберто Луис де Оливейра Лима. Основы управления процессом. СЕНАИ. Esperito Санто. 1999.
9. Луис Алберту де Оливейра Лима. Приборы – окончательный контроль элементов. Senai. Esperito Санто, 1999.
10. Огата, Кацухико. Разработка современного управления. 4 ed. Издатель Пирсон. Сан-Паулу, 2010.
11. PETRUZELLA, Фрэнк D. программируемые логические контроллеры. 4 ed. Книжник издателя. 2012
12. Маурисио João ROSARIO. Промышленная автоматизация. 2 ed. Издатель Baraúna. Сан-Паулу, 2009.
13. Рибейру, Маркос Антонио. Приборостроение. 8 ред. Сальвадор, 1999.
14. Рибейру, Маркос Антонио. КИП и автоматики для оператора. 1ed. Сальвадор, 2002.
15. СИЛВЕЙРА Пауло Роберто Да, Сантос, Мари e. автоматизации и управления дискретной. 9 изд., Сан-Паулу: Editora Эрика, 2010.
[1] Степень в области электротехники – FPM 2018.
[2] Инженер электрик FPM 2018.
[3] Системный аналитик FPM 2018.