ARTIGO ORIGINAL
ISAIA, Gustavo de Aguiar [1], RIZZATTI, Eduardo [2]
ISAIA, Gustavo de Aguiar. RIZZATTI, Eduardo. Concretos de alta resistência com elevados teores de Filer Calcário: Viabilidade econômica. Revista Científica Multidisciplinar Núcleo do Conhecimento. Ano 05, Ed. 11, Vol. 17, pp. 114-138. Novembro de 2020. ISSN: 2448-0959, Link de acesso: https://www.nucleodoconhecimento.com.br/engenharia-civil/filer-calcario, DOI: 10.32749/nucleodoconhecimento.com.br/engenharia-civil/filer-calcario
RESUMO
O artigo contempla o estudo de concretos de alta resistência (CAR) com elevados teores de filer calcário (FC) com o intuito de determinar a viabilidade econômica de sua utilização em estruturas de concreto como alternativa ao uso de concreto convencional (CC). Neste sentido foi realizado um estudo comparativo em pilares estruturais utilizando CAR e CC com o objetivo de determinar a melhor alternativa econômica. Para tanto foram elaborados CAR com teores elevados de filer calcário (FC) em misturas binárias e ternária com cinza volante (CV) em proporções de 50 a 80%, com reduzido fator a/ag (0,25), através do empacotamento de partículas e da utilização de aditivo hiperplastificante, com uma trabalhabilidade de 100+20 mm e resistências à compressão variando entre 51,8 e 87,8 MPa aos 91 dias de idade. Através do estudo de viabilidade econômica foi possível determinar que o traço FC50 é a melhor alternativa, a partir de uma resistência à compressão de 87,8 MPa aos 91 dias, onde 50% do cimento Portland (CP) foi substituído por FC, com uma redução de custo, em relação ao CC, de 18,43%. Também foi possível elaborar um CAR (FC70CV10) a partir de uma resistência à compressão de 51,8 MPa aos 91 dias, onde 80% do CP foi substituído por FC e CV através de baixos teores de clínquer (87 kg.m-3) e água (104 L.m-3) apresentando uma redução no consumo de CP em relação ao CC de 85,39%. Assim, pelo estudo de viabilidade econômica, foi possível constatar uma dupla sinergia em relação à utilização de CAR com elevados teores de FC, ou seja, a diminuição do volume de concreto utilizado, bem como a redução no teor de CP.
Palavras-chave: concretos de alta resistência, filer calcário, cinza volante, concreto estrutural, viabilidade econômica.
1. INTRODUÇÃO
A NBR 6118 (ABNT, 2014b) classifica a resistência dos concretos em duas categorias: a classe I abrange concretos com resistência entre 20 e 50 MPa e a classe II entre 50 e 90 MPa, esta última contempla os CAR. O CAR está fundamentado na diminuição da porosidade através da: a) redução do fator a/ag; b) da redução da quantidade de água por m3 através de aditivos de última geração; c) da otimização do empacotamento de partículas através da utilização de agregados graúdos de menor dimensão e adequada composição granulométrica dos finos pelo uso de adições minerais (AM). As características citadas permitem ao CAR uma microestrutura mais densa que leva a uma menor permeabilidade, uma maior resistência ao ataque de agentes agressivos como cloretos, CO2 e sulfatos, bem com uma resistência a abrasão mais elevada
Normalmente os CAR possuem um alto consumo de CP que acarreta um custo unitário superior quando comparado aos CC. Contudo o CAR apresenta uma redução no consumo de concreto (menor volume nas peças estruturais), na área de formas e na quantidade de armaduras, além de propiciar um concreto mais durável com diminuição no custo de manutenção da estrutura, o que pode viabilizar seu uso. Assim o CAR propicia inúmeras vantagens às estruturas de concreto, ensejando a solução de vários aspectos técnico-econômicos que os CC não são capazes de resolver (DE MATOS et al., 2019; GARTNER; HIRAO, 2015; SCRIVENER et al., 2018).
Outro aspecto a ser abordado por ocasião da utilização de CAR nas estruturas de concreto é o da sustentabilidade. Com o aumento da resistência à compressão dos concretos, menores serão as emissões de CO2 por MPa e consequentemente maior será a sustentabilidade (CAMPOS, 2015; DAMINELI et al., 2010; DAMINELI, 2013). Neste sentido Mehta e Monteiro (2014) afirmam que sua utilização (concretos mais resistentes) possui a capacidade de mitigar os efeitos nocivos dos materiais de construção ao meio ambiente, onde a conservação de recursos naturais, mediante a utilização deste tipo de material, constitui-se em uma atitude sustentável.
Outro ponto a favor da sustentabilidade do CAR refere-se ao bom desempenho na medida em que propicia uma maior durabilidade as estruturas diminuindo o consumo de cimento por MPa de resistência á compressão (DE MATOS et al., 2019; YOUSUF et al., 2019). Assim a utilização de CAR em detrimento ao uso de CC propicia que o volume de concreto aplicado em obra seja menor, apesar de apresentar uma emissão unitária de CO2 maior, com isso ocorrerá uma diminuição das emissões totais (LIMA, 2010).
Neste caso deve-se usar o indicador unidade de resistência (MPa-1), pois ele pode confrontar os benefícios técnico-econômicos da melhor solução (CAR ou CC). Para estes casos a indicação de John (2010) é da utilização do CAR em peças submetidas à compressão em detrimento das peças à flexão. Com isso haverá uma eficiência no consumo de materiais por meio da maximização da resistência à compressão do CAR. Assim, com a utilização de CAR elementos portantes de menores dimensões são viabilizados, otimizando a distribuição do espaço arquitetônico a um menor custo quando comparados aos CC.
Usualmente o CAR é utilizado em pilares de construções, propiciando uma minoração da seção transversal o que conduz a uma diminuição no volume de concreto, área de formas e quantidade de armaduras. Desta maneira a utilização de CAR em pilares estruturais de concreto possibilita reduções de custos devido à velocidade de execução, ganho de espaços tendo em vista a diminuição do tamanho dos pilares. Em decorrência disto menores serão os esforços nas fundações, ocorrerá um melhor acabamento superficial, bem como haverá uma ampliação das áreas úteis das construções levando a uma adequada relação custo x benefício.
Estudos apontam que a utilização de CAR pode levar a uma redução no consumo de concreto de 50% e nas armaduras de até 60% possibilitando o uso de uma menor quantidade de material para as formas o que resulta na diminuição dos custos viabilizando do ponto de vista econômico sua utilização.
No que diz respeito à viabilidade econômica do CAR, em pilares estruturais de concreto, tem-se um maior consumo de CP e aditivos, os quais contribuem para o aumento do custo do metro cúbico quando comparado ao CC. Todavia, como já colocado, a quantidade de CAR necessária para suportar uma mesma carga é inferior.
Desta maneira a diminuição do consumo de CP no CAR torna-se um fator relevante para a viabilização do uso deste material do ponto vista econômico. Para tanto é necessário à elaboração de concretos que por um lado possuam elevada resistência (CAR) e por outro um menor teor de CP.
Neste sentido o trabalho de John et al. (2018) pode conter a chave para o equacionamento desta questão. Os autores ensejam a propositura de uma nova visão a respeito da diminuição dos teores de CP ao proporem uma inovadora tecnologia. Ela se baseia em uma metodologia que propõe a utilização de baixos teores de CP e altos teores de FC, combinando o uso de dispersantes com a finalidade de redução do teor de água para assim compensar a diluição. Com a implementação desta nova tecnologia, os altos teores de FC são compensados por meio de uma diminuição no consumo de água, por meio do empacotamento e dispersão.
Estudos realizados nas últimas três décadas para investigar o desempenho do FC no CP mostram que os teores de substituição estão aumentando, entretanto, ainda existem controvérsias com respeito ao comportamento reológico, mecânico e à durabilidade, com resultados discrepantes (LOLLINI et al., 2014). Alguns estudos mostram que concretos com baixo fator a/ag (< 0,4) boa parte do CP continua sem hidratação, pois não há espaço para alojar os compostos de hidratação, especialmente a Portlandita, desta forma o CP pode ser substituído por partículas mais econômicas como o FC (BENTZ, 2006; BONAVETTI et al., 2003).
À medida que o teor de FC aumenta na pasta de CP, sem controle granulométrico de quantidade de água, o fator a/ag aumenta e o desempenho diminui. Para melhorar esse comportamento é preciso diminuir a água, aumentar a mobilidade das misturas com superplastificantes e, principalmente, controlar arranjo entre partículas para diminuir os vazios pelo aumento da compacidade entre os grãos de CP e de FC, ou da pasta com os agregados. Segundo Fennis e Walraven (2012) é possível conceber concreto com baixa emissão de CO2, onde 50% do CP é substituído por AM, usando tecnologia de empacotamento de partículas na otimização das misturas.
Na mesma linha de John et al.(2018), Proske et al. (2013) coloca que o desempenho do concreto feito de CP com um teor de substituição de FC entre 20 e 35% em peso e fatores a/ag comuns é crítico. Uma durabilidade desejável do concreto não pode ser alcançada, a menos que o fator a/ag seja reduzido. Os princípios para o desenvolvimento de um concreto com clínquer reduzido (altos teores de FC) são descritos por Proske et al.(2013) da seguinte maneira: a) uso de superplastificante de alto desempenho; b) a otimização da densidade de empacotamento. Estes dois princípios permitem a redução da demanda de água e, portanto, simultaneamente, a minimização do teor de clínquer de CP.
Neste sentido a redução do fator a/ag (necessária para concretos com alto teor FC) é limitada pelos requisitos das propriedades reológicas. Se o teor de água for reduzido, a viscosidade plástica do concreto geralmente aumentará. Proske et al. (2013) concluíram que a modificação na distribuição granulométrica do CP e consequentemente do concreto pode reduzir a viscosidade plástica em uma extensão aceitável, mesmo para concretos com baixo teor de água e alto teor de FC. Ainda no que tange a quantidade de água em concretos com elevados teores de FC, Proske et al. (2013) observaram em seu estudo que todos os concretos elaborados com substituição de 50% de FC em peso tinham uma trabalhabilidade aceitável.
Palm et al. (2016) realizaram uma pesquisa sobre a utilização de altos teores de FC (>50%) em substituição ao CP. Neste trabalho os autores estudaram as propriedades mecânicas, de durabilidade e características ecológicas dos concretos elaborados com altos teores de FC, concluindo que: a) os resultados mostram que concretos com CP contendo até 50% em peso de FC e um fator a/ag 0,35 podem ter propriedades suficientes para aplicação prática se uma supervisão rigorosa for assegurada. Além disso, esses concretos podem exibir propriedades mecânicas e de durabilidade comparáveis aos concretos tradicionais; b) o fator a/ag é o principal parâmetro para CP com alto teor de FC. As propriedades mecânicas e de durabilidade dependem quase que exclusivamente deste parâmetro. No entanto, muitas propriedades de concreto no estado fresco e endurecido dependem fortemente das propriedades físicas, isto é, da classificação, da área superficial específica BET e da composição química do FC; c) os resultados mostraram que o FC parece não ser totalmente inerte. A contribuição do FC para a resistência à compressão também é notável quando uma quantidade maior de clínquer de CP é substituída por FC; d) todos os concretos feitos de CP com 50% em peso de FC e fator a/ag 0,35 tinham pelo menos uma resistência à compressão igual ou superior à das misturas de referência com fator a/ag 0,50. Foi visível que, para CP de proporção água/clínquer constantes com maior teor de FC, tenha ocorrido sistematicamente uma resistência à compressão mais alta.
Assim o objetivo do presente trabalho é a elaboração de CAR através dos estudos de John et al. (2018), Palm et al. (2016) e Proske et al. (2013) com o intuito viabilizar, do ponto de vista econômico, a utilização deste tipo de concreto como alternativa para o CC em pilares estruturais. A possibilidade de aumentar o teor de FC em CAR é um objetivo que vem ao encontro de ampliar a utilização deste material e contribuir para um melhor desempenho técnico-econômico das estruturas de concreto. Este trabalho apresenta a factibilidade de uso do FC em teores maiores do que a literatura atual apresenta em geral, limitados em 50% de substituição em relação à massa ou volume de CP. Trata-se de estudo prospectivo com o intuito de diminuir o consumo de CP em valores abaixo de 100 kg.m-3 em CAR.
2. MATERIAIS E MÉTODOS
O objetivo deste trabalho é o estudo da viabilidade econômica de CAR com teores elevados de FC com 50% a 60% de substituição nas misturas binárias de FC e 70% mais 10% (FC mais CV) na mistura ternária. Tendo em vista a importância da redução de custos nos CAR com elevados teores de FC, no presente trabalho, lançou-se mão de duas premissas: a) redução do fator a/ag; b) o empacotamento de partículas. Para tanto a dosagem dos traços de concreto foi realizada por meio do uso de programa específico para o empacotamento de partículas e a utilização de aditivo hiperplastificante para a redução no teor de água. Estas iniciativas visaram à obtenção do melhor desempenho possível no que se refere às misturas propostas, com vistas ao máximo desempenho frente à resistência à compressão.
O planejamento experimental foi dividido em duas etapas. Na primeira, realizou-se a caracterização dos materiais a serem utilizados na pesquisa, seguida da determinação da compatibilidade entre o cimento CPV-ARI e o aditivo escolhido tendo por base a determinação do teor mais adequado. Na segunda, foi realizado o estudo do empacotamento de partículas com vistas à dosagem dos traços, para obtenção de concretos de maior compacidade.
As misturas foram pré-estabelecidas, baseadas em estudos prévios, com a utilização de quatro tipos de traços: a) CC com 100% de CP e fator a/ag 0,65; b) FC50 com 50% de CP e 50% de FC e fator a/ag 0,25; c) FC60 com 40% de CP e 60% de FC e fator a/ag 0,25; d) FC70V10 com 20% de CP, 70% de FC e 10% de CV e fator a/ag 0,25. Em etapas posteriores foram realizadas, as moldagens e ensaios dos corpos de prova para o cálculo da resistência à compressão, bem como o estudo de viabilidade econômica dos traços estudados.
2.1 CIMENTO PORTLAND E ADIÇÕES MINERAIS
O CP utilizado foi do tipo CPV-ARI, de alta resistência inicial, porque é o que se encontra no mercado brasileiro e regional com menor teor de FC, (máximo de 10%) conforme NBR 16697 (ABNT, 2018). De acordo com relatório de análise química da Associação Brasileira de Cimento Portland (ABCP), o cimento CPV-ARI utilizado possui um teor de calcita de 7%, gesso 2,5% e a perda ao fogo 0,5% o que leva a um teor de clínquer de ≈ 90%.
Tabela 1 – Tamanho dos aglomerantes
| Aglomerantes | Dimensão média (µm) | Diâmetro de 10% das partículas (µm) | Diâmetro de 90% das partículas (µm) |
| Cimento CPV-ARI | 9,11 | 1,09 | 23,12 |
| Filer Calcário | 2,09 | 0,73 | 19,42 |
| Cinza Volante | 11,75 | 1,25 | 26,93 |
Fonte: Autor (2020)
O FC escolhido é proveniente da extração de jazidas localizadas em Caçapava do Sul (RS), originário de rocha calcítica, abundante na região. O FC foi moído em moinho de bolas em três diferentes tempos de moagem 60, 120 e 180 minutos, sendo utilizado apenas o FC com 180 minutos de moagem por apresentar a melhor composição granulométrica e índice de desempenho. A CV procedente da usina termoelétrica de Candiota (RS) foi moída em tempos distintos no moinho de bolas, por 60 e 120 minutos, sendo selecionada a CV com 120 minutos de moagem, pelas mesmas razões apontadas para o FC. A CV é classificada como uma pozolana Classe F, de acordo com a NBR 12653 (ABNT, 2014a). Nas Tabelas 1 e 2 é possível observar o tamanho e a caracterização física dos aglomerantes, respectivamente.
Tabela 2 – Caracterização física dos aglomerantes
| Características físicas | CP | Adições minerais | |||
| CPV-ARI | NBR16697(1) | FC | CV | ||
| Massa específica (g.cm–³) | 3,03 | – | 2,69 | 2,36 | |
| Superfície específica BET (m².g-1) | 1,71 | – | 8,22 | 1,04 | |
| Índice de desempenho com CP aos 28 dias (%) | – | – | 92,39 | 92 | |
| Material retido na # 75 μm (%) | 0,54 | < 6,0 % | 12,74 | – | |
| Tamanho médio dos grãos (μm) | 9,11 | – | 2,09 | 11,75 | |
| Início de pega (h) | 3h:25min | > 1h | – | – | |
| Fim de pega (h) | 4h:15min | < 10 h | – | – | |
| Consistência normal (%) | 30,4 | – | – | – | |
| Resistência à compressão (MPa) | 3 dias | 36,7 MPa | > 24 Mpa | – | – |
| 7 dias | 46,8 MPa | > 34 Mpa | – | – | |
| 28 dias | 53,3 MPa | – | – | – | |
| (1) (ABNT, 2018) | |||||
Fonte: Autor (2020)
2.2 AGREGADOS
Tendo em vista um melhor empacotamento de partículas foram utilizadas duas areias provenientes das jazidas de Santa Maria (RS), classificadas como fina (Dmáx <1,2 mm) e média (Dmáx< 2,4 mm), a fim de fornecer grãos de dimensões que possibilitem a melhor transição dos grãos finos do cimento e adições minerais com o agregado graúdo, atendendo as especificações da NBR 7211 (ABNT, 2009b). O agregado graúdo é oriundo de pedras britadas de origem diabásica, classificado como brita 0 (Dmáx ≤ 12,5 mm). As características físicas dos agregados podem ser observadas na Tabela 3
Tabela 3 – Características físicas dos agregados
| Propriedades | Areia fina | Areia média | Brita 0 |
| Módulo de finura | 1,14 | 1,49 | 6,96 |
| Diâmetro máximo característico (mm) | 0,6 | 1,20 | 19,00 |
| Massa específica (g.cm–³) | 2,64 | 2,62 | 2,46 |
| Massa aparente (g.cm–³) | 2,56 | 2,61 | 3,36 |
| Massa unitária (g.cm–³) | 1,68 | 1,65 | 1,22 |
| Volume de vazios (%) | 36,34 | 36,77 | 50,40 |
| Absorção de água (%) | 0,31 | 0,33 | 3,17 |
Fonte: Autor (2020)
2.3 ADITIVO
Com o intuito de encontrar o melhor empacotamento das partículas fez-se necessário dispersar, o máximo possível, as partículas finas da pasta com a utilização de aditivo hiperplastificante, em quantidade compatível com as necessidades dos parâmetros utilizados para as propriedades reológicas dos concretos produzidos. Para este estudo foi escolhido o hiperplastificante Master Glenium 54 da BASF à base de policarboxilatos. Com o objetivo de verificar o teor ótimo de aditivo a ser utilizado nas misturas estudadas realizou-se a verificação da compatibilidade deste com o CP escolhido. Para tanto foi realizado o ensaio do cone Marsh com o objetivo de verificar o teor ideal de ativo em função de sua compatibilidade com o CP utilizado, sendo encontrado um teor ótimo de 1%. As propriedades do aditivo podem ser observadas na Tabela 4.
Tabela 4 – Propriedades do aditivo hiperplastificante
| Propriedades | Master Glenium 54 |
| pH | 5 a 7 |
| Teor de sólidos (%) | 38 a 42 |
| Densidade (g.cm–³) | 1,10 |
| Base química | Éter Policarboxílico |
| Aspecto | Líquido Branco Turvo |
Fonte: Feltrin (2019)
2.4 EMPACOTAMENTO DE PARTÍCULAS
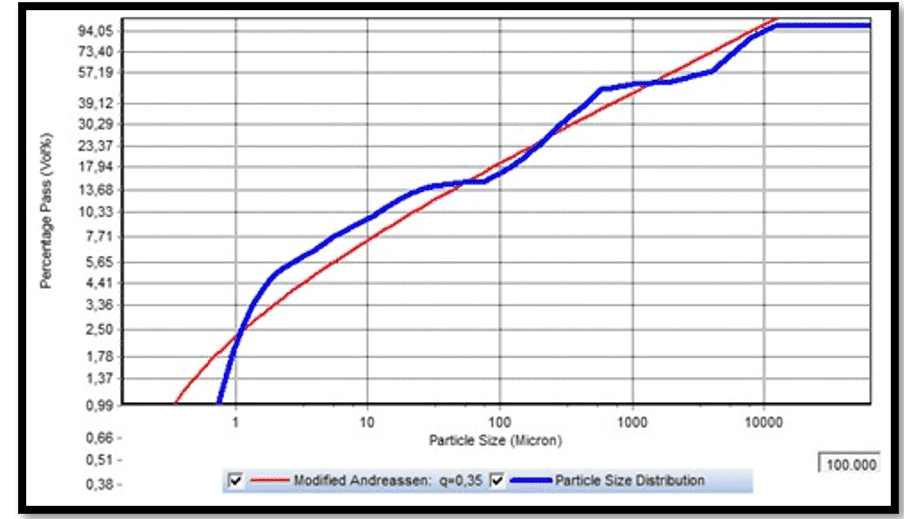
A análise do empacotamento entre as partículas dos agregados, CP e AM foi executada com o auxílio do programa computacional EMMA (Elkem Materials Mix Analyzer), em razão da importância de realizar uma dosagem granulométrica baseada nos tamanhos reais dos grãos dos materiais componentes. Para cada traço, foram especificadas as quantidades, densidades e curvas granulométricas dos materiais. Por meio da variação na proporção entre os insumos, buscou-se aproximar a curva das misturas com a curva ideal. Recomendado pelos autores Funk e Dinger (1992) e por Oliveira et al. (2000) fez-se o uso do modelo matemático de Andreassen modificado, pois é o que melhor se adapta quando são utilizadas partículas de pequeno tamanho incorporadas à mistura.
Para o favorecimento do adensamento (misturas com maior trabalhabilidade) o coeficiente de distribuição “q” utilizado para o cálculo foi 0,35, conforme recomendado pelo método. Em alguns casos houve dificuldade de aproximação da curva devido ao excesso ou falta de finos (a depender do traço). Em relação aos traços estudados foram testadas 4 curvas de empacotamento relativas aos traços CC, FC50, FC60 e FC70CV10. Como exemplo a Figura 1 apresenta a curva de empacotamento para a mistura FC50.
Figura 1 – Distribuição do diâmetro de partículas no programa EMMA – FC50
2.5 DOSAGEM
Em fase preliminar do estudo da dosagem realizaram-se moldagens com os materiais constituintes com o intuito de obter-se o teor ideal de argamassa e de água, ou seja, o teor mínimo que, por meio de observações experimentais, a massa de concreto se mantivesse compacta, coesa e sem vazios. Obtiveram-se valores de 53%, em massa, para a argamassa e 8,33% para a água, os quais permaneceram fixos em todos os traços.
A mistura foi realizada numa betoneira convencional para a o traço com fator a/ag 0,65 (CC). Para os traços com fator a/ag 0,25 houve a necessidade de maior energia de mistura, para tanto foi utilizada uma furadeira de alta potência (900 W) e rotação (645 a 1.400 rpm), em conjunto com pás misturadoras de alta eficiência em um recipiente metálico.
Considerando o exposto por Helene e Terzian (1992), no que se refere à sequência de inserção dos materiais na betoneira/recipiente metálico, primeiramente, procurou-se adotar a ordem de mistura especificada pela NBR 12821 (ABNT, 2009a). Entretanto, foi constatado que as primeiras misturas tiveram que ser descartadas por não terem sido misturadas corretamente, em virtude da presença de adições muito finas e por vezes em traços de baixo teor de água.
Foi possível ajustar a seguinte sequência de inserção dos materiais na betoneira, que foi utilizada para o traço CC: a) brita com 100% da água e aditivo; b) cimento e as adições minerais; c) areias. Para o recipiente metálico ajustou-se a seguinte sequência de inserção dos materiais: a) 100% do cimento, adições minerais, água e aditivo; b) areias; c) a brita. No teste de abatimento do tronco de cone, efetuado de acordo com NBR NM 67 (ABNT, 1998), a consistência do concreto foi preservada constante para todas as misturas, aplicando-se como referência o intervalo de 100±20 mm. Os traços unitários definitivos, bem como a quantidade de materiais por metro cúbico podem ser vistas nas Tabelas 5 e 6 respectivamente.
Tabela 5 – Traços unitários definitivos
| Traço | a/ag | CP | FC | CV | CH | Areia fina | Areia média | Brita 0 | Aditivo (%) |
| CC | 0,65 | 1 | – | – | – | 1,09 | 1,09 | 2,82 | – |
| FC50 | 0,25 | 0,54 | 0,46 | – | – | 1,16 | 1,16 | 3 | 3,60 |
| FC60 | 0,25 | 0,43 | 0.57 | – | – | 1,16 | 1,16 | 3 | 3,65 |
| FC70CV10 | 0,25 | 0,21 | 0,69 | 0,1 | – | 1,16 | 1,16 | 3 | 3,56 |
Fonte: Autor (2020)
Tabela 6 – Quantidade de materiais por m3 de concreto (kg), sendo o aditivo em L.m-3
| Traços | Cimento | Clínquer | FC | CV | Areia fina | Areia média | Brita 0 | Aditivo | H2O |
| CC | 424 | 382 | – | – | 403 | 400 | 971 | – | 276 |
| FC50 | 238 | 214 | 180 | – | 445 | 442 | 1.073 | 13,68 | 105 |
| FC60 | 192 | 173 | 226 | – | 451 | 448 | 1.088 | 13,87 | 104 |
| FC70CV10 | 97 | 87 | 283 | 36 | 467 | 463 | 1.125 | 13,46 | 104 |
Fonte: Autor (2020)
2.6 RESISTÊNCIA À COMPRESSÃO
Foi realizado o ensaio de resistência à compressão em corpos de prova 10×20 cm, moldados conforme a NBR 5738 (ABNT, 2015) e ensaiados conforme a NBR 5739 (ABNT, 2003), para a idade de 28 e 91 dias. Os corpos de prova foram confeccionados em número de 4 adotando a média a fim de determinar à resistência a compressão. A resistência à compressão e a evolução da mesma aos 28 e 91 dias pode ser observada na Tabela 7.
Tabela 7 – Resistência à compressão e evolução aos 28 e 91 dias
| Traço | 28 dias | 28 dias | 91 dias | 91 dias | ||||
| Média (MPa) | Desvio padrão | Evolução (%) | Desvio padrão | Média (MPa) | Desvio padrão | Evolução (%) | Desvio padrão | |
| CC | 33,5 | 3,6 | 86,3 | 3,4 | 38,8 | 1,2 | 13,7 | 3,4 |
| FC50 | 80,1 | 1,7 | 91,2 | 3,4 | 87,8 | 2,1 | 8,8 | 3,4 |
| FC60 | 56,3 | 0,6 | 85,7 | 1,7 | 65,7 | 1,6 | 14,3 | 1,7 |
| FC70CV10 | 28,0 | 0,4 | 54,0 | 1,1 | 51,8 | 0,5 | 46,0 | 1,1 |
Fonte: Autor (2020)
2.7 VIABILIDADE ECONÔMICA
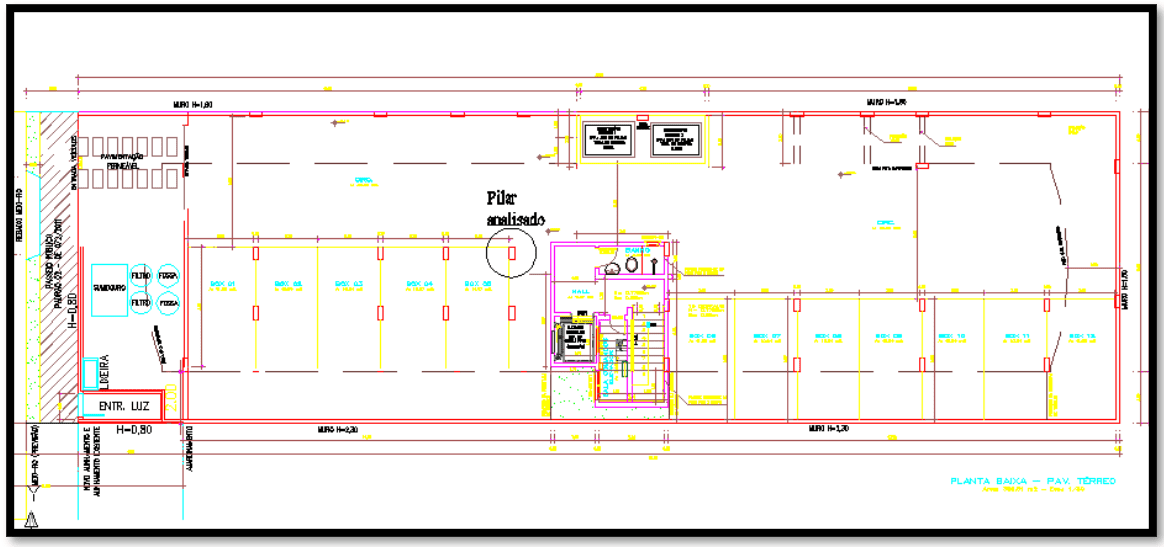
A viabilidade econômica no presente trabalho foi realizada a partir da comparação de custos entre pilares estruturais de concreto elaborados com os traços estudados (CC, FC50, FC60 e FC70CV10). Assim a viabilidade econômica tem por objetivo a comparação de custo entre alternativas de pilar estrutural de concreto disposto em uma região próxima à Universidade Federal de Santa Maria – RS. O pilar estrutural de concreto está em posição central no primeiro andar de uma edificação composta por oito pavimentos, sendo o primeiro deles pilotis. O pilar suporta as cargas provenientes da construção e está em situação coberta e exposto ao ar conforme pode ser visto na Figura 2.
Figura 2 – Planta baixa do térreo do edifício e a posição do pilar analisado
Conforme recomendações da NBR 6118 (ABNT, 2014b) – Projetos de estruturas de concreto – Procedimento, realizou-se o dimensionamento do pilar para cada traço estudado. Por se tratar de região urbana foi definida a classe de agressividade ambiental II – moderada. O cobrimento adotado foi de 25 mm, pois se supôs agressividade mais branda em local coberto na região de Santa Maria. Estimaram-se os esforços solicitantes com o auxílio do software Eberick V9 (ALTO QI, 2019), apresentados na Tabela 8.
O dimensionamento dos pilares foi realizado com o auxílio do software P-Calc V1 4.0 da TQS (TQS, 2020). Tendo em vista que o carregamento é o mesmo, foi considerado uma armadura constante para todos os traços, desta forma a variável que define os pilares é a seção transversal. As características dos pilares são mostradas na Tabela 9.
Tabela 8 – Esforços solicitantes e definições de projeto
| Parâmetro | Valor |
| Esforço normal de cálculo (Nd) | 1.260 kN |
| Resistência característica à compressão do concreto (fck) | CC – 30 MPa |
| FC50 – 80 MPa | |
| FC60 – 60 MPa | |
| FC70CV10P – 45 MPa | |
| Momento fletor no eixo vertical y da seção do pilar (Myd) | 18 kN.m |
| Momento fletor no eixo horizontal x da seção do pilar (Mxd) | 18 kN.m |
| Cobrimento da armadura | 25 mm |
| Altura do pilar | 2,75 m |
Fonte: AltoQi (2019)
Tabela 9 – Dimensionamento dos pilares
| Especificações | CC | FC50 | FC60 | FC70CV10P |
| Seção transversal (cmxcm) | 33×34 | 23×24 | 25×26 | 28×28 |
| Volume de concreto (m³) | 0,31 | 0,15 | 0,18 | 0,22 |
| Área de forma (m²) | 3,69 | 2,59 | 2,81 | 3,08 |
Fonte: TQS (2020)
Foram calculados, com base no consumo de materiais, os custos necessários à execução dos pilares estruturais de concreto para cada traço estudado com encargos sociais obrigatórios de 110,61% de acordo com as consultas feitas à TCPO (2008) e à tabela de encargos sociais do SINAPI (Sistema Nacional de Pesquisa de Custos e Índices da Construção Civil), referente ao ano de 2020. No presente trabalho foram contabilizados somente os custos diretos, sendo desconsiderados aqueles referentes à Bonificação e Despesas Indiretas (BDI). O custo foi calculado para cada tipo de traço referenciado ao pilar estrutural de concreto sendo seu resultado expresso em R$. Os resultados são apresentados na Tabela 10,
Tabela 10 – Custo dos pilares estruturais de concreto
| Item | Custos com encargos sociais (R$) | |||
| CC | FC50 | FC60 | FC70CV10P | |
| Concreto | 210,24 | 192,58 | 203,88 | 211,7 |
| Formas | 185,48 | 130,19 | 141,25 | 154,82 |
| Custo total | 395,72 | 322,77 | 345,13 | 366,52 |
Fonte: Autor (2020)
3. ANÁLISE E DISCUSSÃO DOS RESULTADOS
3.1 RESISTÊNCIA À COMPRESSÃO
Os resultados da resistência à compressão são apresentados na Tabela 7, juntamente com os valores de desvio padrão. Pode-se observar que todos os traços com AM obtiveram, aos 91 dias de idade uma resistência superior a 50 Mpa caracterizando assim CAR. Também se pode observar que nos traços com AM a resistência à compressão diminui com o aumento no teor das mesmas (Figura 3), bem como todos os traços obtiveram resistência à compressão superior ao CC.
Figura 3 – Resistência à compressão x teor de FC
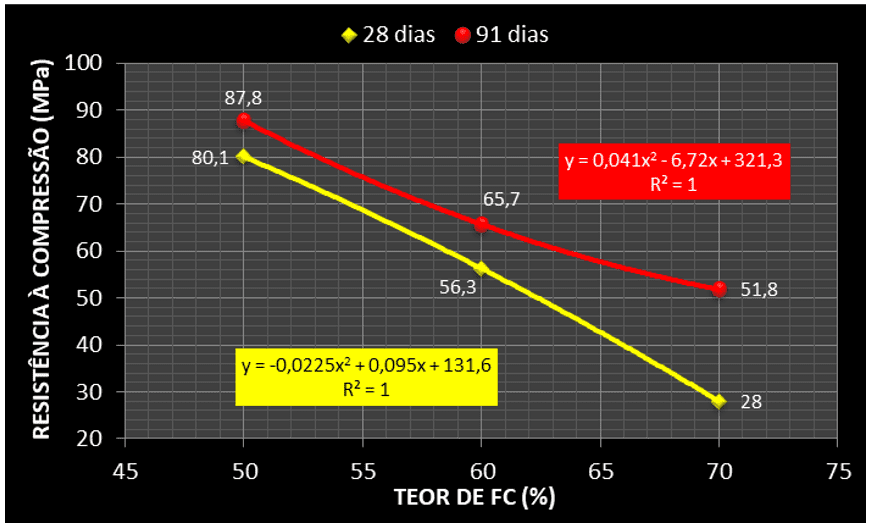
Para as idades de 28 e 91 dias, não foi possível corroborar a afirmação de Feltrin et al. (2016) onde ocorreu aumento na resistência à compressão dos concretos, com o aumento da substituição de FC para um dado fator a/ag. Por outro lado, os dados da resistência à compressão, indicam uma conformidade com os trabalhos de Madani e Ramezanianpour (2016), Zhao et al. (2015) e Dhir (2007), onde a resistência à compressão foi reduzida em todas as idades com o aumento do teor de FC para um mesmo fator a/ag.
No intuito de melhor explicar os motivos para o desenvolvimento da resistência à compressão entre os 28 e 91 dias nos traços com FC, apontam-se os dados de Courard et al. (2018). Esses autores explicam que nas misturas cimentícias com FC, primeiramente há formação de etringita por consumo do monosulfato; em um segundo momento o monosulfato é exaurido formando-se monocarboaluminato pelo consumo do hemicarboaluminato e no terceiro, a fase hemicarboaluminato é esgotada por carbonato de cálcio adicional, não reagindo mais, embora permaneça como uma fase estável. A formação de etringita e de monocarboaluminato resulta em preenchimento dos poros, redução da porosidade e aumento da resistência à compressão, ao passo que quantidades adicionais de carbonatos na reação, porventura ainda existentes, aumentam o teor de poros, freando o aumento da resistência. O teor mínimo de substituição de clínquer por FC foi de 50%, o que resultou em quantidades substanciais de carbonatos que podem ser responsáveis pelo aumento da porosidade e pelo comprometimento da progressão das resistências à compressão.
Outra explicação é a alta superfície específica (BET) e o elevado teor de FC que podem resultar na aglomeração dos finos da mistura, o que leva a uma dificuldade maior do contato com a água, que por sua vez reduz a reatividade do FC. Uma reatividade mais baixa do FC leva a formação de menores quantidades de carboaluminatos não permitindo diminuição da porosidade e, consequentemente, o aumento da resistência à compressão. No caso de fatores a/ag baixos (0,25) esta situação pode vir a ser intensificada (PERLOT et al., 2013).
Além das questões já levantadas, uma explicação bastante plausível e simples consiste nas conclusões de Dhir (2007), onde se justifica a diminuição da resistência à compressão com o aumento dos teores de FC por meio da redução no teor de CP. Neste caso pode-se dizer que ocorreu o efeito “diluição”, tendo em vista a substituição de partículas de um material mais reativo (cimento Portland CPV-ARI), por outras de menor reatividade e/ou inerte (FC) (IRASSAR, 2009). Como consequência desse efeito tem-se a diminuição dos produtos de hidratação, resultando na minoração da resistência à compressão do concreto em todas as idades.
Entre os traços com resultados aos 91 dias, destaca-se o FC70CV10 com 51,8 MPa de resistência à compressão no qual se observa o efeito sinérgico entre a CV e o FC conforme descrito por Deschner et al. (2012) e De Weerdt et al. (2011). A sinergia ocorre pela interação do FC com os aluminatos fornecidos pela CV durante a reação pozolânica, assim como os provenientes da própria hidratação do CP, levando a formação de carboaluminatos em maior quantidade, desta maneira há uma redução na porosidade e um aumento da resistência à compressão. Contudo a manifestação dos efeitos sinérgicos entre o a CV e o FC não ocorreu até 28 dias como pode ser observado pela evolução da resistência à compressão. A explicação para o mecanismo de interação entre o FC e a CV é dada por Detwiler e Metha (1989) quando explicam que há uma preeminência do efeito físicos nas primeiras idades (até 7 dias) e que somente após os 28 dias a sinergia entre efeitos físicos e químicos se tornam relevantes.
Com efeito, Isaia et al. (2003) declaram que o aumento de resistência à compressão em misturas ternárias em presença de pozolana, é fruto de uma ação híbrida, combinada e sinérgica entre o efeito de hidratação (clínquer Portland), efeito pozolânico (CV) e o efeito físico (FC). Tendo em vista o baixo teor de clínquer Portland no traço em questão (20%) os níveis de resistência alcançados pelo FC70CV10 ocorreram além do efeito hidratação do clínquer, também, pelas ações físicas e pozolânicas, pois, neste caso, o imbricamento entre as partículas de CP com as AM são tão importantes quanto à quantidade de hidratos formados.
3.2 EVOLUÇÃO DA RESISTÊNCIA À COMPRESSÃO
A Tabela 7 apresenta a evolução da resistência à compressão aos 28 e 91 dias onde se pode verificar que o traço CC e os binários de FC tiveram a maior parte da evolução de suas resistências à compressão aos 28 dias, sendo que o traço ternário teve evolução dividida entre os 28 e 91 dias, bem como todos os traços apresentaram a maior parcela de evolução aos 28 dias (Figura 4).
Figura 4 – Evolução da resistência à compressão
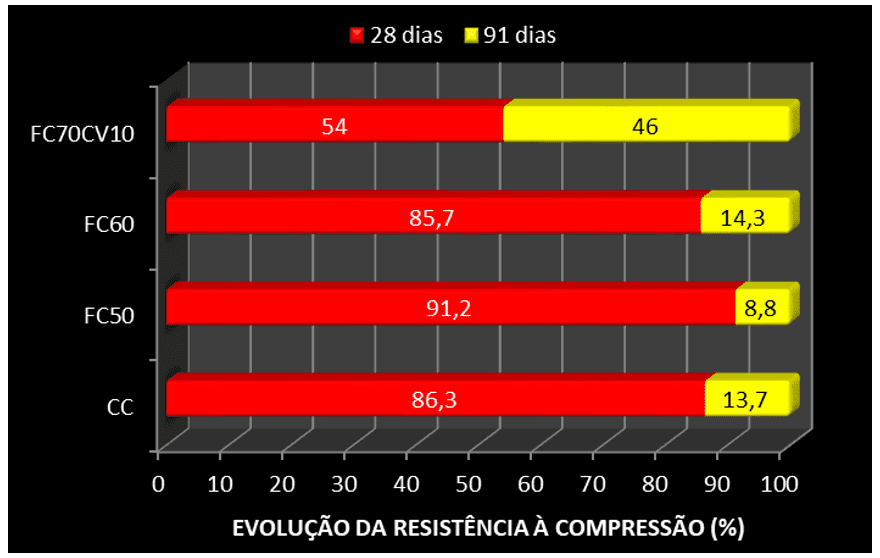
A evolução da resistência à compressão do CC aos 28 dias foi de 86,3%, este valor era esperado tendo em vista que o cimento Portland CPV-ARI possui alta resistência inicial. Nos traços FC50 e FC60 a maior parcela da evolução da resistência à compressão ocorreu aos 28 dias com uma média de 88,5%. Entre os motivos que levaram a uma evolução da resistência à compressão mais relevante aos 28 dias de idade estão: a) a diminuição do tamanho dos poros pelo empacotamento de partículas, ou seja, pela contribuição do efeito físico (RAMEZANIANPOUR e HOOTON, 2014; TSIVILIS, 2010; ESPINING, 2008; LOTHENBACH et al., 2008); b) a nucleação heterogênea que pode levar a um aumento na resistência à compressão em idades iniciais (KRISHNAN et al., 2018; MEDJIGBODO et al., 2018).
Para o FC50 e FC60, a reatividade do FC parece estar atrelada ao desenvolvimento de resistências à compressão até os 28 dias de idade tendo em vista a reduzida evolução aos 91 dias (média de 11,5%). Observa-se que a evolução média alcançada pelos traços binários de FC (88,5%), aos 28 dias, foi maior que do CC (86,3%). A explicação para o desenvolvimento da resistência à compressão, dos traços com FC aos 28 dias, maior que o CC, pode estar relacionado ao elevado teor de FC na matriz cimentícia, atrelado à alta finura BET, quase 5 vezes mais alta que a do CP o que colabora para a aceleração das reações resultando em um ganho de resistência à compressão em idades precoces.
No traço FC70CV10 ocorreu uma divisão, quase que proporcional, na evolução da resistência à compressão entre os 28 e os 91 dias. Uma parcela com valor de 54% ocorreu aos 28 dias, sendo o restante 46% aos 91 dias. A explicação para a diferença na evolução da resistência à compressão entre os traços FC50 e FC60 e o traço FC70CV10 está relacionada à presença da CV, formando uma mistura ternária com os efeitos sinérgicos decorrentes. A CV contribui para a evolução da resistência à compressão através do efeito sinérgico com o FC por meio da formação de carboaluminatos, bem como pelo efeito pozolânico (produção de C-S-H secundário) (DESCHNER et al., 2012; DE WEERDT et al., 2011).
Observa-se, então, a importância do tempo de cura de concretos, em especial os traços ternários de CP com pozolanas ou outras AM. Neste caso as reações pozolânicas, devidas à conjugação dos efeitos químicos e físicos que se processam ao longo do tempo, possuem um efeito importante, levando a diminuição dos volumes de poros, como atestam várias pesquisas relatadas pela literatura, por meio de ensaios de porosimetria. Como consequência, há aumento e melhoria nas propriedades gerais do concreto, especialmente quanto a resistência à compressão, durabilidade, vida útil e sustentabilidade das estruturas.
3.3 VIABILIDADE ECONÔMICA
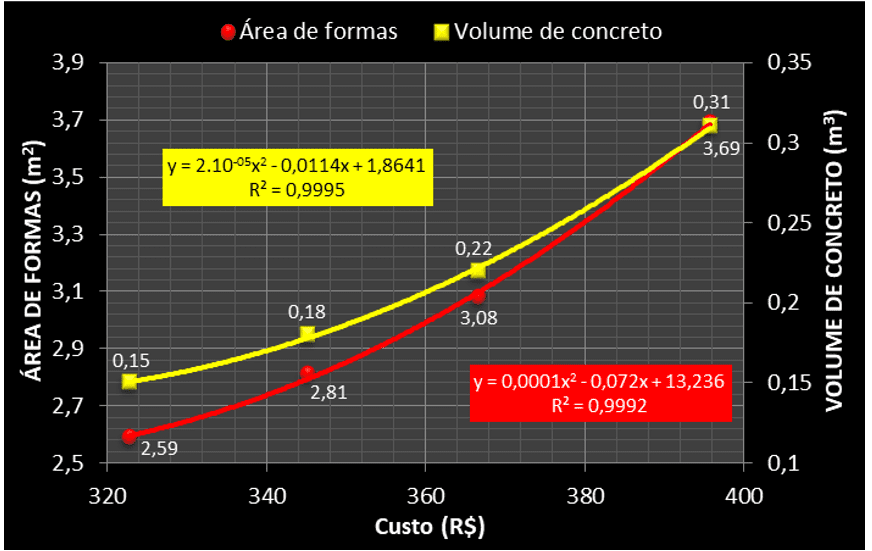
Na Tabela 10 observa-se um resumo dos principais itens que compõe o estudo de viabilidade econômica dos pilares estruturais de concreto, em especial o custo total. Nela é possível observar que o traço CC, com a menor resistência à compressão (38,8 MPa) e a maior área de formas (3,69 m2) e volume de concreto (0,31 m3) apresenta o custo mais elevado (R$395,72). Enquanto o traço FC50, com a maior resistência à compressão (87,8 MPa) e a menor área de formas (2,59 m2) e volume de concreto (0,15 m3) apresenta o custo mais reduzido (R$322,77). Com isso é possível afirmar que o custo de execução do pilar estrutural de concreto é inversamente proporcional à resistência à compressão e diretamente proporcional a área de formas e volume de concreto como pode ser visto nas Figuras 5 e 6 respectivamente.
Figura 5 – Custo das formas, concreto e total x resistência à compressão
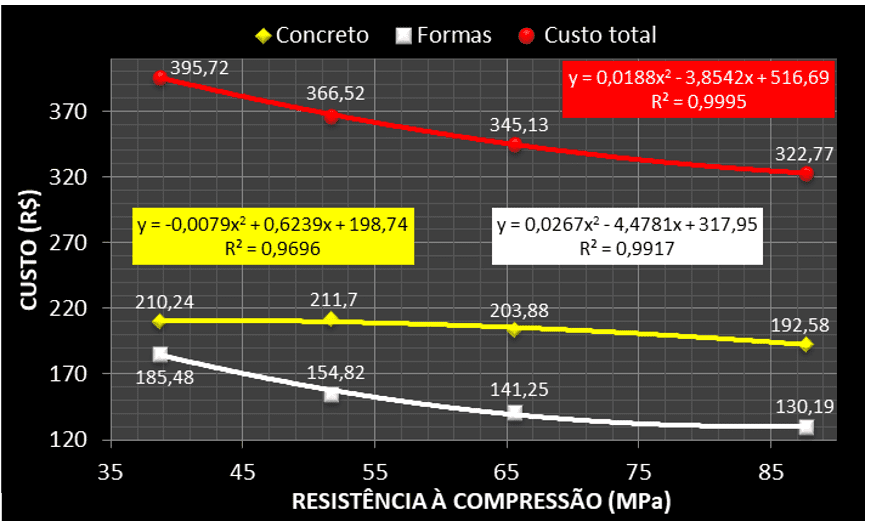
Figura 6 – Custo x área de formas e volume de concreto
A partir dos dados na Figura 5 pode-se depreender que cada Mpa custou R$10,2 para o CC, 7.07 para o FC70CV10, 5,25 para o FC60 e somente 3,68 para o FC50 uma diferença de 63,92% entre o maior e o menor valor. Um aspecto importante a ser mencionado, na mesma Figura, refere-se ao coeficiente de determinação R2 que variou de 0,9696 a 0,9995 mostrando uma excelente correlação entre as variáveis que compõe o custo e resistência à compressão.
Desta forma fica evidenciada que quanto mais alta a resistência à compressão do CAR menor será o custo de execução do pilar estrutural de concreto viabilizando, do ponto de vista econômico, a adoção deste tipo de concreto em detrimento do CC. Sendo obtida neste caso (CC x FC50) uma economia de R$72,95 (18,43%), bem como um aumento de área útil na construção de 0,057 m2 por pilar.
Importante notar que a variação do custo do concreto oscilou entre R$210,14 (CC) e R$192,48 (FC50) uma variação de 9,17%, enquanto o custo das formas oscilou entre R$185,48 (CC) e R$130,19 (FC50) uma variação de 42,47%. Esta diferença na variação do custo do concreto e das formas deve-se, principalmente, ao custo do aditivo hiperplastificante que não foi adicionado no CC, possuindo um teor muito similar nos traços com FC. Desta forma, mesmo com a diminuição no volume de concreto (CC para o FC50) ocorreu um incremento no custo devido à presença do aditivo hiperplastificante.
Este efeito pode ser observado com mais clareza na transição entre o CC e o FC70CV10. Neste caso ocorreu um aumento no custo do concreto (0,69%) apesar da redução de volume entre os dois pilares estruturais de concreto (29,03%). Com isso a redução do custo entre os dois pilares estruturais de concreto ficou restrita a variação do custo das formas.
Sendo assim ficou comprovado que todos os traços de CAR tiveram um custo menor que o CC, viabilizando do ponto de vista econômico sua utilização em pilares estruturais de concreto. A diminuição do custo é diretamente proporcional à resistência à compressão, ou seja, quanto maior o fck utilizado, mais elevado será o retorno financeiro.
3.4 CONSUMO DE CIMENTO PORTLAND
Um ponto importante a ser destacado refere-se à diminuição no teor de CP nos CAR em relação ao CC, ou seja, no presente trabalho, foi possível a elaboração de concretos com resistências mais elevadas que o CC mesmo com a redução no teor de CP. Este resultado foi possível devido à utilização das diretrizes dos trabalhos de John et al. (2018), Palm et al. (2016) e Proske et al. (2013). Para tanto foram utilizados baixos teores de CP e altos teores de FC, através do empacotamento de partículas e o uso de dispersantes com a finalidade de redução do teor de água para assim compensar a diluição. Como resultado da utilização destas diretrizes foi possível à obtenção de CAR, na Tabela 11 é possível observar a diminuição do uso de CP nos traços estudados.
Tabela 11 – Quantidade de CP nos traços estudados
| Traços | Resistência 91 dias (MPa) | Volume do pilar (m3) | Cimento (kg.m-3) | Cimento (kg.pilar-1) | Cimento x resistência (kg.m-3.MPa-1) | Cimento x resistência (kg.pilar-1.MPa-1) |
| CC | 38,8 | 0,31 | 424 | 131,44 | 10,93 | 3,39 |
| FC50 | 87,8 | 0,15 | 238 | 35,7 | 2,71 | 0,41 |
| FC60 | 65,7 | 0,18 | 192 | 34,56 | 2,92 | 0,53 |
| FC70CV10 | 51,8 | 0,22 | 97 | 21,34 | 1,87 | 0,41 |
Fonte: Autor (2020)
Nota-se na Tabela 11 uma redução relevante do teor de CP em relação ao CC quando comparado com os CAR, sendo que no traço FC70CV10 esta diferença apresenta-se de forma mais acentuada. Neste caso há uma redução de 77,12% em relação ao consumo de CP em kg.m-3, 83,76% no consumo de CP em kg.pilar-1, 82,89% no índice CP x resistência à compressão em kg.m-3.MPa-1 e 87,91% no índice CP x resistência à compressão em kg.pilar-1.MPa-1. Importante notar que esta redução no consumo de CP gerou um aumento de resistência à compressão de 33,5% do FC70CV10 (51,8 Mpa) em relação ao CC (38,8 Mpa).
Destaca-se, também a diminuição no consumo de CP por ocasião da substituição do CC pelo FC50 no pilar estrutural de concreto. Enquanto no primeiro o consumo de CP é de 131,44 kg por pilar, no segundo tem-se 35,7 kg, ou seja, uma redução de 72,83%. Neste caso as afirmações de De Matos et al. (2019), Gartner e Hirao (2015) e Scrivener et al. (2018) não foram comprovadas, pois foi possível a elaboração de CAR com um consumo de CP e custo inferior ao CC.
Por outro lado, pode-se se constatar a viabilidade econômica do FC50 através das afirmações de De Matos et al. (2019) e Yousuf et al. (2019) onde os autores colocam que o aumento da resistência à compressão propicia uma diminuição no consumo de CP por MPa. Neste caso o CC apresentou um consumo de 10,93 kg de CP por Mpa enquanto o FC50 obteve 2,71.
Assim constata-se que a redução de custo nos pilares estruturais de concreto, através do uso de CAR, ocorreu devido à diminuição do volume de concreto e do teor de CP. Com isso pode-se dizer que o presente trabalho traz consigo uma contribuição importante ao propiciar a elaboração de CAR viável do ponto de vista econômico através da redução do consumo de CP em relação ao CC.
De modo geral pode-se dizer que a estratégia de elaboração de CAR através do empacotamento de partículas e reduzido fator a/ag tende a apresentar um melhor desempenho do ponto de vista de viabilidade econômica quando comparado aos CC produzidos pela metodologia tradicional. Sendo assim esta estratégia contribui para a obtenção de concretos com maior relação custo x benefício, tendo em vista as vantagens advindas da utilização de CAR tais como menor custo de execução e manutenção, maior durabilidade, aumento da área útil das construções, entre outras.
4. CONCLUSÕES
O trabalho demonstra a viabilidade econômica de CAR com o emprego de elevados teores de FC, através de baixo fator a/ag, com granulometria controlada por meio do empacotamento de partículas, utilização de aditivo hiperplastificante, com trabalhabilidade de 100 + 20 mm, resultando em benefícios técnico-econômicos para as estruturas de concreto.
Através do estudo de viabilidade econômica foi possível determinar que o traço FC50 é a melhor alternativa, a partir de uma resistência à compressão de 87,8 MPa aos 91 dias, onde 50% do CP foi substituído por FC, com uma redução de custo, em relação ao CC, de 18,43%.
Também em relação aos demais traços com AM foi possível constatar que eles apresentaram custos menores que o CC, sendo eles inversamente proporcionais à resistência à compressão. Os dados apresentados mostram a possibilidade de obter-se CAR (FC70CV10), com baixo consumo de CP e água da ordem de 100 kg.m-3, para níveis de resistência à compressão de 51,8 MPa a 91 dias de idade, apresentando uma redução no consumo de CP em relação ao CC de 83,76%.
Desta forma o presente trabalho contribui para a disseminação da utilização de CAR através da diminuição dos custos pelo uso de elevados teores de FC, apontando para a possibilidade da utilização desta AM em teores maiores que a literatura atual apresenta (máximo de 50%). Um ponto importante a ser destacado refere-se ao papel que a CV desempenha por ocasião da mistura ternária com FC, neste caso devem ser realizados estudos mais aprofundados sobre a possibilidade de utilização da mesma em proporções maiores que 10%.
Desta maneira observa-se quão importante é a consideração da idade do concreto para o seu desempenho global, porque a ação de AM em geral e das pozolanas em particular, conferem evolução em suas propriedades com o tempo, tão maior quanto mais elevado for o efeito sinérgico destas últimas, conforme descrito por Isaia et al. (2003). Frisa-se, então, que a viabilidade econômica não depende somente da substituição de CP por AM, mas também da idade com que são medidas as propriedades do concreto.
Outro aspecto a ser destacado refere-se ao papel do elevado teor de FC na viabilidade econômica do CAR. Via de regra a principal contribuição para a diminuição de custos deste tipo de concreto tem-se dado através da redução do volume de material a ser utilizado nas estruturas, tendo em vista que, a princípio, altas resistências estariam atreladas a consumos maiores de CP. Assim, através do presente estudo de viabilidade econômica, foi possível constatar uma dupla sinergia em relação à utilização de CAR com elevados teores de FC, ou seja, a diminuição do volume de concreto utilizado, bem como a redução no teor de CP.
Com isso, a partir dos resultados apresentados, é possível constatar a viabilidade econômica dos CAR com elevados teores de FC em pilares estruturais de concreto em detrimento do uso de CC, tendo em vista o bom desempenho dos traços com AM, em particular do FC50, sendo esta a mistura mais viável do ponto de vista econômico.
5. REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 12653: Materiais pozolânicos – Requisitos. Rio de Janeiro, 2014a.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 12821: Preparação de concreto em laboratório. Rio de Janeiro, 2009a.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 16697: Cimento Portland – Requisitos. Rio de Janeiro – RJ, 2018.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 5738: Concreto: Procedimento para moldagem e cura de corpos de prova. Rio de Janeiro, 2015.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 5739: Concreto – Ensaio de compressão de corpos-de-prova cilíndricos. Rio de Janeiro, 2003.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 6118: Projeto de estruturas de concreto – Procedimento. Rio de Janeiro, 2014b.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 7211: Agregados para concreto – Especificação. Rio de Janeiro, 2009b.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR NM 67: Concreto – Determinação da consistência pelo abatimento do tronco de cone. Rio de Janeiro, 1998.
ALTO QI. Site da empresa. Disponível em: http://www.altoqi.com.br. Acesso em: 14 mai. 2019.
BENTZ, D. P. Modeling the influence of limestone filler on cement hydration using CEMHYD3D. Cement and Concrete Composites, v. 28, n. 2, p. 124-129, 2006.
BONAVETTI, V. L.; DONZA, H.; MENENDEZ, G.; CABRERA, O. Limestone filler cement in low w/c concrete: A rational use of energy. Cement and Concrete Research, n. 33, p. 865-871, 2003.
CAMPOS, H. F. Concreto de alta resistência utilizando pó de pedra como substituição parcial do Cimento Portland: Estudo experimental. Dissertação (Mestrado em Engenharia de Construção Civil) – Universidade Federal do Paraná, Curitiba, 2015.
COURARD, L.; HERFORT, D.; VILLAGRÁN, Y. Limestone powder. In: DE BELIE, N.; SOUTSOS, M.; GRUYART, E. (eds.). RILEM State-of-the-art Reports, Technical Committee 238 SCM, Working Group 4., Cham: Springer, v. 25, p. 122-151, 2018.
DAMINELI, B. L. Conceitos para formulação de concretos com baixo consumo de ligantes: controle reológico, empacotamento e dispersão de partículas. Tese (Doutorado em Engenharia) ‑ Escola Politécnica da Universidade de São Paulo, São Paulo, 2013.
DAMINELI, B. L.;KEMEID, F. M.; AGUIAR, P. S. Measuring the Eco-Efficiency of Cement Use. Cement and Concrete Composites, v. 32, n. 8, p. 555-562, 2010.
DE MATOS, P. R., SAKATA, R. D. ,PRUDÊNCIO, L. R. Eco-efficient low binderhigh-performance self-compacting concretes. Construction and Building Materials, v. 225, p. 941–955, 2019.
DE WEERDT, K.; HAHA, M. B.; LE SAOUT, G.; KJELLSEN, K. O. Hydration mechanisms of ternary Portland cements containing limestone powder and fly ash. Cement and Concrete Research, n. 41, p. 279-291, 2011.
DESCHNER, F.; WINNEFELD, F.; LOTHENBACH, B. Hydration of Portland cement with high replacement by siliceous fly ash. Cement and Concrete Research, v. 42, p. 1389-1400, 2012.
DETWILER, R. J.; MEHTA, P. K. Chemical and Physical Effects of Silica Fume on the Mechanical Behavior of Concrete. ACI Materials Journal, v. 86, n. 6, p. 609–614, 1989.
DHIR, R. K.; LIMBACHIYA, M. C.; McCARTHY, M. J. Evaluation of Portland limestone cements for use in concrete construction. Materials and Structures, v. 40, n. 5, p. 459-473, 2007.
ESPINING, O. Effect of limestone filler BET (H2O)-area on the fresh and hardened properties of self-compacting concrete. Cement and Concrete Research, v. 38, n. 7, p. 938-944, 2008.
FELTRIN, C. S. Efeitos sinérgicos de adições minerais em concretos por empacotamento de partículas: resistência, microestrutura e absorção de água. Tese (Doutorado em Engenharia) – Universidade Federal de Santa Maria, Santa Maria, 2019.
FELTRIN, C. S; ISAIA, G. C.; RUVIARO, E. R.; RODRIGUES, A.; RIBEIRO, L. Empacotamento de partículas com fíler calcário em concretos: um estudo das propriedades e sustentabilidade. In: CONGRESSO BRASILEIRO DO CONCRETO, 58., Belo Horizonte, 2016. Anais… Belo Horizonte: IBRACON.
FENNIS, S. A.; WALRAVEN, J. C. Using particle packing technology for sustainable concrete mixture design. Heron, v. 57, n. 2, p. 73-101, 2012.
FUNK, J.; DINGER, D. Particle packing, part III: discrete versus continuous particles sizes. Interceram, n. 41, p. 332-334, 1992.
GARTNER, E.; HIRAO, H. A review of alternative approaches to the reduction of CO2 emissions associated with the manufacture of the binder phase in concrete. Cement and Concrete Research, v. 78, p. 126–142, Jun. 2015.
HELENE, P. R.; TERZIAN, P. Manual de dosagem e controle do concreto. São Paulo: Pini, 1992.
IRASSAR, E. F. Sulfate attack on cementitious materials containing limestone filler – A review. Cement and Concrete Research, v. 39, n. 3, p. 241-254, 2009.
ISAIA, G. C.; GASTALDINI, A. L. G.; MORAES, R. Physical and pozzolanic action of mineral additions on the mechanical strength of high-performance concrete. Cement & Concrete Composites, v. 25, p. 69-76, 2003.
JOHN, V. M. Desafios da construção sustentável. In: Boas práticas para habitação mais sustentável. JOHN, V. M.; PRADO, R. T. A. (Coord.). São Paulo, 2010.
JOHN, V. M.; DAMINELI, B. L.; QUATTRONE, M.. Fillers in cementitious materials: Experience, recent advances and future potential. Cement and Concrete Research, v. 114, p. 65-78, 2018.
KRISHNAN, S.; KANAUJIA, S. K.; MITHIA, S.; BISHNOI, S. Hydration kinetics and mechanisms of carbonates from stone wastes in ternary blends with calcined clay. Construction and Building Materials, v. 164, p. 265-274, mar. 2018.
LIMA, J. A. R. Avaliação das consequências da produção de concreto no Brasil para as mudanças climáticas. Tese (Doutorado em Engenharia)–Escola Politécnica Universidade de São Paulo, São Paulo, 2010.
LOLLINI, F.; REDAELI, E.; BERTOLINI, L. Effects of portland cement replacement with limestone on the properties of hardened concrete. Cement and Concrete Composites, v. 46, p. 32-40, 2014.
LOTHENBACH, B.; LE SAOUT, G.; GALLUCCI, E. Influence of limestone on the hydration of Portland cements. Cement and Concrete Research, v. 38, n. 6, p. 848-860, 2008.
MADANI, H.; RAMEZANIANPOUR, A. A. The influence of Ultrafine Filler Materials on Mechanical and Durability Characteristics of Concrete. Civil Engineering Infrastructures Journal, p. 251-262, 2016.
MEDJIGBODO, G.; ROZIERE, E.; CHARRIER, K.; IZORET, L. Hydration, shrinkage, and durability of ternary binders containing Portland cement, limestone filer and metakaolin. Construction and Building Materials, v. 183, p. 114-126, set. 2018.
MEHTA, P. K.; MONTEIRO, P. J. M. Concreto: Microestrutura, Propriedades e Materiais. São Paulo: IBRACON, 2014.
OLIVEIRA, I. R.; STUDART, A. R.; PILLEGI, R. G.; PANDOLFELLI, V. C. Dispersão e empacotamento de partículas – princípios e aplicações em processamento cerâmico. São Paulo: Fazendo Arte Editorial, 2000.
PALM, S; PROSKE, T.; REZVANI, M.; HAINER, S.; MULLER, C.; GRAUBNER, C. A. Cements with a high limestone content – Mechanical properties, durability and ecological characteristics of the concrete. Construction and Building Materials, v. 119, p. 308-318, ago. 2016.
PERLOT, C.; ROUGEAU, P.; DEHAUDT, S. Slurry of metakaolin combined with limestone addition for self-compacted concrete. Application for precast industry. Cement & Concrete Composites, v. 44, p. 50-57, nov. 2013.
PROSKE, T.; HAINER, S.; REZVANI, M.; GRAUBNER, C. A. Eco-friendly concretos com conteúdo reduzido de água e cimento – Misture princípios de design e testes de laboratório. Cement and Concrete Research, v. 51, p. 38-46, 2013.
RAMEZANIANPOUR, A. M.; HOOTON, R. D. A study on hydration, compressive strength, and porosity of Portland-limestone cement mixes containing SCMs. Cement and Concrete Composites, v. 51, p. 1-13, 2014.
SCRIVENER, K. L.; JOHN, V. M.; GARTNER, E. M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cement and Concrete Research, v. 114, n. March, p. 2–26, 2018.
TCPO. Tabela de Composição de Preços para Orçamento. São Paulo, Pini, 2008.
TQS. Programa P-Calc V1 4.0. Disponível em: https://www.tqs.com.br/apps/p-calc/ejm1se496l. Acesso em 25 mar. 2020.
TSIVILIS, S. A study on the chloride diffusion into Portland limestone cement concrete. Materials Science Forum, 636–637(2):1355–1361, 2010.
YOUSUF, S.; SANCHEZ, L. F. M.; SHAMMEH, S. A. The use of particle packingmodels (PPMs) to design structural low cement concrete as an alternative for construction industry. Journal of Building Engineering, v. 25, pp.100-114, Out. 2019.
ZHAO, H.; SUN, W.; WU, X.; GAO, B. The properties of the self-compactingconcrete with fly ash and ground granulated blast furnace slag mineraladmixtures. Journal of Cleaner Production, v. 95, p.66-74, 2015.
[1] Doutorando no Programa de Pós Graduação em Engenharia Civil da UFSM, Mestre em Patrimônio Cultural pela UFSM, Especialista em Patrimônio Cultural pela UFSM, Graduado em Engenharia Civil pela UFRGS.
[2] Orientador. Doutorado em Engenharia Civil. Mestrado em Engenharia Civil. Graduação em Engenharia Civil.
Enviado: Julho, 2020.
Aprovado: Novembro, 2020.

