ARTIGO ORIGINAL
PEREIRA, Victor Augusto Gotordelli [1], SARTURI, Francis Diego Moretto [2], PACHER, Gabriel Vaz [3], ARNDT, Lindsay Thais [4]
PEREIRA, Victor Augusto Gotordelli. Et al. Uso da propriedade intelectual para a concepção de tecnologias disruptivas e o uso da impressão 3D como solução para o déficit habitacional. Revista Científica Multidisciplinar Núcleo do Conhecimento. Ano 06, Ed. 05, Vol. 16, pp. 05-33. Maio de 2021. ISSN: 2448-0959, Link de acesso: https://www.nucleodoconhecimento.com.br/engenharia-civil/concepcao-de-tecnologias
RESUMO
A tecnologia de impressão 3D se mostra benéfica para a solução do déficit habitacional, visto que uma impressora 3D de concreto pode produzir uma casa de aproximadamente 90 m² em menos de um dia. Tal eficiência possibilitaria uma revolução na indústria da construção civil, entretanto, o principal limitante é a insipiência da técnica e sua disrupção. Por esse motivo, é escopo verificar se a manufatura aditiva de concreto é competitiva frente a construção convencional, de igual modo indicar os principais componentes de uma impressora 3D, traços de concreto e as melhores práticas construtivas. A metodologia utilizada será a comparação entre os indicadores da manufatura aditiva reportados pela Apiscor, confrontando com os da construção convencional, indicados pela SEINFRA, deste modo, determinando em termos de eficiência, se a manufatura aditiva é vantajosa como substituta para construção convencional. Já para determinação das técnicas, serão utilizados os depósitos patentarios mais pertinentes ao tema, validados segundo o uso prático para elaboração do estado da técnica. Os resultados obtidos indicam que a impressão 3D de concreto é mais vantajosa que a construção convencional, tendo em vista o tempo, o custo e a qualidade, sendo limitada apenas no tocante ao grau de difusão da técnica e ao preço para aquisição do maquinário, entretanto, as patentes descritas nesse trabalho podem auxiliar na expansão do entendimento geral sobre a técnica, facilitando assim sua propagação.
Palavras-chave: Impressão 3D de Concreto, Matéria-Prima, Processo, Patentes, MIP.
1. INTRODUÇÃO
Para se a adequar à crescente demanda habitacional do mercado brasileiro, tendo em vista o que foi reportado pela Fundação Getúlio Vargas – FGV (2018), que indica que o déficit habitacional em 2017 era de 7,77 milhões, do qual 42,3 % era devido ao gasto excessivo com aluguel, 41,3 % provinha da coabitação familiar, 12,4 % de habitações precárias e 3,9 % da saturação excessiva de pessoas por quarto. Analisando estes dados, fica claro também que o problema tem se acentuado nas últimas décadas, quando confrontamos com o déficit de 2007, de 7,261 milhões, percebe-se que houve um aumento na demanda por habitações de 6,55 %.
Com base nisto torna-se evidente que a construção civil precisa assimilar as mudanças positivas de outras indústrias, como a manufatura aditiva, que devido à sua disrupção pode exercer um papel de grande valia para a alteração do cenário atual. Além da possibilidade de suprimir o fator habitacional tendo em vista a eficiência produtiva, onde conforme indicado pela Contour Crafting (2017) uma impressora 3D de concreto pode produzir uma casa de aproximadamente 90 m² por dia. Ainda se adequa à necessidade de postos de trabalhos mais humanizados, a um menor gasto de recursos naturais e à redução da geração de resíduos (CONTOUR CRAFTING, 2017).
A aplicação dos preceitos da manufatura aditiva (MA) para a construção civil tem o potencial de eliminar o desperdício de insumos, a geração de resíduos, diminuir o tempo de construção e trocar a mão-de-obra humana pela mecanizada. Em contrapartida, para a melhoria do processo, se faz necessário a utilização de novos paradigmas tecnológicos e um gerenciamento mais eficiente (CORRÊA, 2016).
Por este motivo, é fito deste trabalho, entender, segundo a visão dos autores, se a impressão 3D de concreto tem validade em termos de eficiência, para ser aplicada como meio de reduzir o déficit habitacional, levando como base o tempo e o gasto para construção de 1m² por impressão 3D, comparando diretamente com a construção convencional. Caso seja válida para este fim, é em igual medida escopo deste trabalho, possibilitar a criação de uma MIP preliminar, que permita aos futuros empreendedores terem um ponto de partida para o desenvolvimento da tecnologia.
1.1 OBJETIVOS
- Comparar com relação ao custo e tempo a construção por manufatura aditiva de concreto e a construção convencional
- Indicar inovações em matéria-prima, ressaltando suas características;
- Indicar o melhor processo para utilização da técnica;
- Indicar inovações aplicadas aos componentes de uma impressora 3D de concreto;
- Criar uma MIP preliminar com base na propriedade intelectual encontrada
2. REVISÃO BIBLIOGRÁFICA
2.1 IMPRESSÃO 3D
A impressão 3D também é conhecida como fabricação de desktop ou manufatura aditiva, teve sua concepção no início dos anos 80, quando Chuck Hull inventou a estereolitografia e fundou a 3D Systens (ANNI, 2016). Pode ser conceituada como uma metodologia de prototipagem pelo qual um elemento tridimensional é criado a partir de múltiplas camadas 2D. O arquivo lido pela impressora é a linguagem padrão de triângulos, do inglês “standard triangle language” – STL ou “Stereolitography” (estereolitografia), que nada mais é que um arquivo “fatiado”, que tem em cada uma das partes a indicação das coordenadas x, y e z da geometria do objeto. A STL é Linguagem padrão utilizada nas diversas técnicas de impressão 3D, criada em 1987 pela 3D Systems. desenvolvido com o objetivo de padronizar uma extensão para seu maquinário de estereolitografia, mas acabou se tornando padrão para as predecessoras (WONG e HERNANDEZ, 2012).
Com relação ao impacto que tem para os trabalhadores, Junte (2017) afirma que a manufatura aditiva vai substituir e alterar os postos de trabalho, pelo fato que as máquinas ficarão responsáveis pelos processos manuais da produção, isso traz duas variáveis, uma negativa e uma positiva. A positiva é que a produção será mais barata e a negativa é que trabalhadores que exercem funções manuais e repetitivas serão substituídos. Por outro lado, conforme indicado pela Contour Crafting (2017) a técnica possibilitará uma inserção maior de mulheres e idosos no mercado da construção civil, visto que trocará o modo de produção, alterando a força física pelo uso da força intelectual. Estes novos trabalhadores serão focados no auxílio ao processo de construção, desempenhando papel de fiscalização, elaboração de projetos, desenvolvimento de softwares e recebimento de insumos. Já para Gabriel (2018), haverá uma mudança de como o homem irá trabalhar, esses deixarão o processamento de dados para as máquinas e passarão a focar no que é humano – resolução de problemas e relacionamentos interpessoais.
2.2 MANUFATURA ADITIVA DE CONCRETO (MAC)
A impressão 3D permite a criação de elementos ocos, curvos e com características únicas que não requerem fôrmas complexas ou elementos de escoramento. O processo de impressão de concreto, emprega a técnica de extrusão de um filamento de material cimentícios de forma contínua, com diâmetro entre 6 a 50 mm, bombeado até um bocal, que fica montado em um braço robótico, um pórtico movimentado ou até mesmo carrinhos-robôs, que posicionam o material durante o processo de construção (SCIARRONE, 2019).
Quando se trata de impressão 3D de concreto, o material comumente referenciado como concreto, é na verdade mais semelhante a uma argamassa, isso devido a apresentar uma granulometria máxima variando na escala de 0,4 a 1,5 mm, sendo que essa pode ser composta por materiais filamentares (fibras metálicas), aditivos e/ou adições (REMÓN, 2016). Ainda segundo o autor a pesquisa até agora está em estado de adaptação e melhoramento, focada na demonstração da factibilidade da tecnologia. Por enquanto os processos de produção da tecnologia de manufatura aditiva de concreto são inconsistentes e não confiáveis, requerem operadores especializados para o controle do maquinário e dos softwares de modelagem 3D, além de exigir cuidados extraordinários na preparação e na formulação dos materiais.
Segundo Jofré (2018), o material deve ser capaz de fluir por um duto, sem sedimentar ou endurecer, de modo a possibilitar que o material extrudado, tenha as mesmas características, das que foram idealizadas em laboratório. Necessita apresentar uma reologia adequada, para quando extrudado pelo bocal, ainda manter a geometria imposta, sem deformações. O material também deve estar com umidade suficiente para permitir a colagem com a camada seguinte, gerando uma peça monolítica e de única estrutura.
Mesmo atendendo esses requisitos para Sciarrone (2019) ainda deve-se evitar quaisquer interferências durante a impressão, como a troca do material, a falta de fornecimento ou problemas com o processo, visto que tais podem influenciar nas características resistivas das peças. O autor também indica que de modo a limitar a solicitação inicial exercida pela gravidade durante o processo de deposição, o material extrudado deve ter uma geometria onde a altura da camada impressa é menor que sua espessura específica. A altura pode variar dependendo da composição do concreto utilizado, mas nunca deve assumir uma proporção superior a duas vezes a largura da camada horizontal (SCIARRONE, 2019).
2.3 IDEALIZAÇÃO DO MIP
Tem por função servir como base para o aumento do conhecimento a respeito da impressão 3D de concreto, sendo utilizado como método de descrever as exigências da tecnologia e os processos já desenvolvidos, tendo como idealizadores Nério Vicente Junior, Doutor em Engenharia de Materiais e diretor do ISI EE e, Victor Augusto Gotordelli Pereira pesquisador do ISI EE. Pode-se dizer que a MIP consiste em um manual teórico com a conceituação de cada etapa da manufatura aditiva de concreto e as melhores práticas, indicando a composição da matéria-prima, o funcionamento da impressora 3D e seus componentes e, o processo de cada etapa. sendo análogo a um manual, mas vivo, alimentado com novas informações a cada processo. MIP significa: matéria-prima; impressora 3D e seus componentes e processo (VICENTE e GOTORDELLI, 2019). Matéria-prima são os traços utilizados para fabricação de cada parte de uma edificação, com suas especificidades, como áreas secas e molhadas, vedações internas e externas e suas respectivas resistências. Impressora 3D: são os componentes, como bocal, duto, sistema de mistura e bombeamento, estrutura, braço móvel e entre outros. Processos são descrições das melhores práticas como o modo de fazer a limpeza no final da operação, o tempo máximo de uso, as geometrias mais uteis para cada situação, a entrada de dados e entre outros.
2.4 QUATRO EMPRESAS DE MAIOR RELEVÂNCIA DA MAC ANALISADAS SEGUNDO A MIP
Foram escolhidas quatro empresas para análise da técnica de impressão 3D de concreto, sendo essas, a Contour Crafting, por ser a primeira empresa fazer pesquisas neste campo, a Winsun por ser segunda empresa de maior destaque no campo de impressão 3D a nível mundial, a Apiscor por ter construído um residência impressa e por comercializar a impressora e, a Tridimensional Concrete Printing – 3DCP por seu vasto acervo bibliográfico. As empresas foram descritas com base no 5W2H e suas tecnologias foram explicadas de acordo com a MIP publicada.
2.4.1 CONTOUR CRAFTING
Contour Crafting (CC) é uma tecnologia de manufatura de concreto, que trabalha de forma autônoma, através do controle por computador. Teve seu início no ano de 1996 na University of Southern Califórnia, como o objetivo de desenvolver uma técnica de prototipagem rápida baseada na extrusão de material cimentício, que se imagina poder reduzir significativamente a quantidade de resíduos gerados e aumentar a economia (PORTO, 2016). Tendo como seu representante o Dr. Behrokh Khoshnevis. Com relação a matéria-prima utilizada, o artigo publicado no simpósio internacional de automação e construção robótica, os autores Hwang e Khoshnevis (2005) descrevem um traço de argamassa e, reafirmam a dificuldade que se encontra para extrudar uma mistura cimentícia por um bocal. Para solucionar, descrevem uma composição que se mostrou mais adequada para a técnica. O traço pode ser compreendido como uma composição de cimento, areia, água e plastificante. sendo a quantidade destes descritos na Tabela 1.
Tabela 1. Composição cimentícia adequada para o uso na impressora da CC.
| Material | Quantidade |
| Cimento Portland CPII | 4,3 kg |
| Areia | 4,76 kg |
| Plastificante | 0,36 kg |
| Água | 2,17 kg |
Fonte: adaptado de (HWANG e KHOSHNEVIS, 2005)
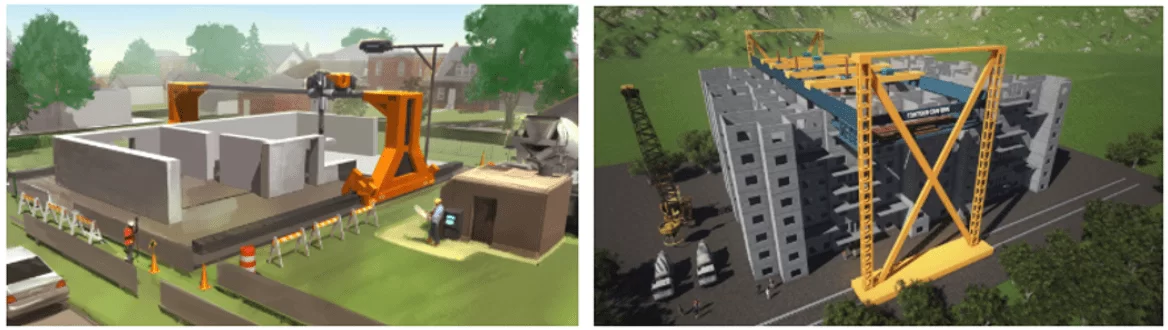
A impressora idealizada pela Contour Crafting, em uma de suas aplicações, pode ser compreendida como uma estrutura tipo pórtico, dotada de bocais automatizados. Como pode ser visto na Figura 1, que demonstra na imagem (a) uma impressora tipo pórtico, para construção de casas de caráter unifamiliar, já a imagem (b) demonstra um pórtico de tamanho elevado para a construção de edifícios. Um limitante das impressoras tipo pórtico é o fato de que a altura de impressão fica limitada ao máximo tamanho útil no eixo (z), ou seja, a distância interna da estrutura. Uma vantagem é a estabilidade, que proporciona como consequência uma maior qualidade de impressão, devido a evitar deslocamentos por ação do vento.
Figura 1. Máquina de impressão idealizada pela CC.
Os processos descritos por (KHOSHNEVIS et al., 2006) fazem referência ao uso de reforço metálico para aumento da resistência a tração dos elementos impressos pela CC, onde é explanado o método de reforço que faz o uso de um elemento metálico de formato helicoidal. O processo de inclusão do reforço se dá pela extrusão de uma mola por um bocal secundário que fica acoplado ao bocal de extrusão de argamassa e sua a função é aumentar a ligação entre as camadas impressas. Foi verificado no estudo apresentado neste artigo que a camada extrudada se adere completamente ao redor da mola.
2.4.2 3D CONCRETE PRINTING – LOUGHBOROUGH UNIVERSITY
A técnica conhecida como 3DCP foi desenvolvida pela equipe da Universidade de Loughborough no Reino Unido no ano de 2008, tendo como representante o Dr. Richard Buswell. O método que criaram é aplicado principalmente para a fabricação de componentes arquitetônicos e de estruturas impressas por extrusoras de concreto. Ainda que tenham ingressado oficialmente em 2008 no mercado da impressão 3D, no ano de 2005 a equipe já investigava o potencial desse tipo de construção, no artigo intitulado “o potencial para processos de construção de forma livre” Buswell já discorria a respeito do tema, indicando as vantagens e desvantagens da técnica. Com relação a matéria-prima desenvolveram um traço que permite a impressão de filamentos consistentes até a altura de 61 camadas sem apresentar defeitos visíveis, chegando a 110 Mpa de resistência média a compressão em 28 dias. O traço compreende as seguintes composições em Areia: 1612; Cimento: 376; Cinzas volantes: 107; Sílica: 54; e Água: 150.
Segundo Lim et al. (2016) a máquina de impressão de concreto desenvolvida pela Loughborough tem dimensões de 5 m (comprimento) por 5 m (largura) por 6 m (altura), é feita em aço e tem o formato do tipo pórtico. O sistema da impressora compreende uma cabeça de impressão que é controlada por uma máquina CNC para movimentação nos eixos X, Y e Z. Compreende também um recipiente para armazenamento do material de concreto no topo da cabeça de impressão, que fica conectado a uma bomba para o transporte da argamassa até o bocal de impressão.
O processo de impressão se dá em três etapas: preparação dos arquivos, fabricação do concreto e impressão dos componentes. Na fase de preparação dos arquivos, é projetado um componente CAD 3D, posteriormente esse é convertido em um arquivo de formato STL onde é fatiado na espessura de camada que se deseja, gerando um caminho de impressão que será lido pela impressora. A preparação do concerto envolve a dosagem e mistura dos materiais em um recipiente, para um posterior bombeamento. A etapa de impressão consiste no sequenciamento da leitura dos arquivos STL e a extrusão de filamentos de concreto auto compactados pelo bocal nas dimensões e características previamente definidas (LIM et al., 2016).
2.4.3 APISCOR
Apiscor é uma empresa russa que tem como foco a construção de casas impressas e a comercialização de impressoras 3D de concreto, foi criada no ano de 2014 por Nikita Chen-Iun-Tai. Com relação à produção, já tem alguns indicativos do potencial de sua inovação. Em 2015 realizaram uma prova de conceito, onde construíram em menos de 24 horas uma casa de 38 m² gastando aproximadamente o valor de 10 mil dólares. Segundo a empresa, sua missão é possibilitar a construção de estruturas de concreto impressas de forma rápida, segura, ambientalmente correta e automática (APISCOR, 2016). Com relação ao material, a empresa não divulgou qual traço é usado, entretanto, em um trecho do relatório sobre a tecnologia a empresa demonstra os resultados de um ensaio feito, que contém informações a respeito do comportamento e da característica do concreto. Conforme indicado pela APISCOR (2016), o traço de concreto apresentou uma massa específica de 2061 kg/m³ e uma resistência a compressão aos 28 dias de 27,4 Mpa. Não há indicações quanto a resistência obtida logo nas primeiras horas de impressão.
A impressora desenvolvida pela Apiscor tem um design excêntrico, que se diferencia das impressoras desenvolvidas pelas demais empresas. Por ter uma estrutura análoga a um guindaste, com peso de 2 toneladas, composta por um braço telescópico com dimensão variável de 4 a 8,5 metros, com capacidade de giro de 360°, que possibilita a construção de uma área de até 132 m², a uma taxa de 100 m² por dia, a altura máxima da parede impressa é de 3,3 metros (APISCOR, 2016).
Segundo a APISCOR (2016), o processo de configuração da impressora leva 30 minutos. Através do auxílio de um operador que faz a inserção do modelo 3D gerado no escritório, a impressora faz a leitura e traça as rotas de impressão. Para o caso de o canteiro ter um desnível no local onde a impressora foi fixada, esta, através de sensores, identifica a correção necessária e se nivela automaticamente para desníveis de até 5 graus. Entretanto, apesar de automatizada, a impressão só pode ser feita em estruturas radier, então antes de imprimir é necessário nivelar o local de impressão e empreender uma estrutura de sustentação de forma convencional. Também no quesito à geometria impressa, após chegar à altura de 60 cm a impressora suspende as atividades para os operadores adicionarem armaduras de reforço horizontais.
2.4.4 WINSUN
Winsun é uma empresa chinesa criada no ano de 2002, pelo engenheiro de materiais Ma Yihe, que entrou oficialmente no mercado da impressão 3D de concreto no ano de 2005, com a criação de um bocal de extrusão. Atualmente, trabalha com a fabricação de elementos de concreto impressos e não tem como foco a comercialização da tecnologia de sua impressora. Diferente das demais empresas, a Winsun não faz a impressão in loco, mas sim em uma fábrica, onde eles imprimem inúmeras partes montáveis, dotadas de escoramentos para ligação (BOSTON CONSULTING GROUP, 2016). Os materiais utilizados são cimento Portland, fibras de vidro, agregado miúdo, água e aditivos, não havendo indicações referentes a quantidade de cada um na mistura, também é revelado que a cada faixa construída é adicionada uma armadura de aço para resistir as forças de tração, em alguns casos é soldada uma chapa com rosca para criação de um ponto de escoramento entre as paredes.
A impressora utilizada pela empresa é do tipo pórtico, mas diferente das outras empresas essa é fixa, ficando alocada na fábrica da Winsun, as dimensões são 150m x 14m x 8m. Entretanto, em seu site, a empresa Winsun (2020) demonstra um conceito da impressora que estão desenvolvendo para a construção in loco. Esta tem uma estrutura em pórtico, que se move ao longo de um trilho, dotada de dois braços para impressão simultânea, um sistema de alimentação por caminhões betoneira e uma central de bombeamento de argamassa.
Segundo Winsun (2020) o processo adotado pela empresa é a manufatura de peças modulares de concreto em uma fábrica, para a posterior montagem in loco, as peças não podem ultrapassar a carga máxima suportada por um caminhão. De acordo com o Boston Consulting Group (2016), a tecnologia desenvolvida pela Winsun para impressão de concreto é capaz de produzir formas ocas, capazes de acomodarem fiações, tubulações e materiais de isolamento.
2.5 NÍVEL DE TRL
A escala TRL foi desenvolvida a partir do modelo criado em 1974 por Stam Sadin, um pesquisador da NASA. Este criou uma métrica que avaliava a maturidade de uma tecnologia em sete níveis, entretanto, o método não foi utilizado formalmente até 1990, apenas quando acrescentaram mais dois níveis complementares e criaram uma descrição detalhada de cada etapa do TRL, que esse começou a ser utilizado para o desenvolvimento de projetos (BANKE, 2017). Segundo Equiter (2017), o TRL Indica uma métrica de avaliação do grau de maturidade tecnológica de um processo ou de um produto, que é baseada em uma escala de 1 a 9, onde o 1 é o mais baixo e é onde são entendidos os preceitos basilares da tecnologia e o 9 é o estágio mais avançado, sendo neste onde o produto final é produzido.
2.6 PROPRIEDADE INTELECTUAL E INDUSTRIAL
Segundo a empresa LES (2009), a propriedade intelectual tem como fundamento trazer ao inventor um benefício moral e econômico, também o de garantir um direito irrestrito sobre a comercialização do bem, evitando o uso por terceiros. Em outra tipologia, a empresa classifica a propriedade industrial e intelectual (PI) como um meio de proteção que dispõe de instrumentos jurídicos e administrativos que garantem o direito ao indivíduo requerente sobre o fruto de sua criatividade.
O Instituto Nacional da Propriedade Industrial – INPI (2020) descreve a propriedade intelectual (PI) como a decorrência direta da capacidade de invenção ou de criação do homem, classificando em três tipos de direito: de autor e conexos; de propriedade industrial; e Sui generis. Respectivamente: é o direito outorgado aos criadores de obras intelectuais manifestadas por determinado meio ou estabelecidas em qualquer suporte; aqueles direitos conferidos ao possuidor de marca e/ou tecnologia industrial, tendo como finalidade fomentar a inventividade pelo resguardo, disseminação e uso industrial de seus frutos; aqueles que não compreendem o direito de criador nem de propriedade industrial.
Dentro da propriedade industrial são contempladas as patentes, em especifico as patetes de invenção, e as patentes de inovação (modelo de utilidade). Patentes de invenção são as invenções que satisfazem o caráter de ineditismo, ou seja, aquelas novas que comprovem inexistência de semelhante patenteado. Já uma patente modelo de utilidade (MU), é concedida para invenções que propiciem modificações que melhorem alguma característica de um produto existente (BACCAN e SILIPIGNI, 2007). A durabilidade de uma patente de invenção no brasil segundo o Art. 40 da Lei nº 9.279, de 14 de maio de 1996 é de 20 anos para patentes de invenção e de 15 anos para patente modelo de utilidade, contados a partir do depósito. Com relação ao mínimo o parágrafo único do artigo 40 da mesma lei estabelece que o prazo de vigência não poderá ser inferior a 10 anos para patentes de invenção e a 7 anos para modelo de utilidade, contando a partir da data de concessão (BRASIL, 1996).
3. METODOLOGIA
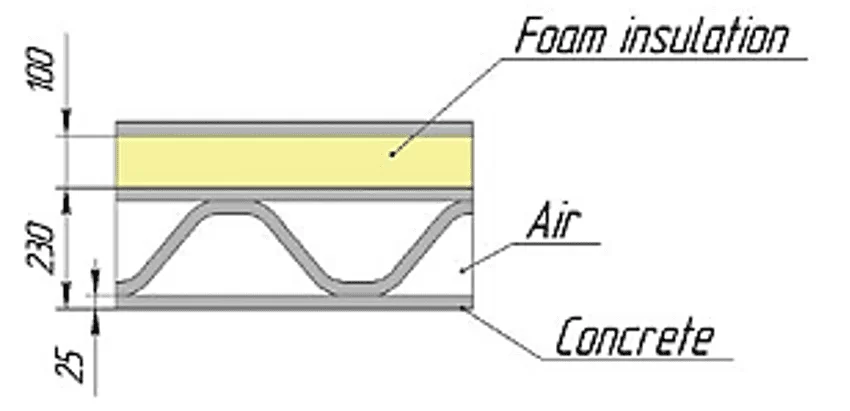
Para comparar a manufatura aditiva e a construção convencional, vão ser adotados em um primeiro momento os dados de eficiência segundo reportado pela Apiscor no documento de apresentação da tecnologia. Com relação ao significado de construção convencional, para os dados da Apiscor, essa é descrita como uma estrutura de 400 mm de espessura, com isolamento de espuma, blocos de alvenaria, gesso, argamassa, parte estrutural e entre outros. Já a estrutura impressa pode ser vista na Figura 2, acrescida da parte estrutural.
Figura 2. Geometria da parede externa.
Como modo de identificar a veracidade dos dados apontados pela Apiscor, será feita uma comparação com os dados reportados pela empresa 3Dprintetbyggeri[5] em seus relatórios, que falam sobre a eficiência em termos de volume produzido por hora, precisão do maquinário, quantidade de laminas extrudadas e espessura da camada, para as impressoras das empresas Xtreee, Winsun, Mini Builder, Betamabram e Plyos,e para determinar o valor do m² da parede de alvenaria, foi utilizada a tabela da (SEINFRA, 2020) com encargo sociais de 114,23%, o tópico utilizado foi o de paredes, especificamente uma parede fabricada por bloco cerâmico furado de 9 x 19 x 19, assentado com argamassa mista de cal hidratada e areia sem peneirar, para o traço 1:2:8, com espessura de 10 cm, a Tabela 2 ilustra os cálculos com relação ao gasto para fabricar um m².
Tabela 2. Preço para construção por fabricação convencional.
| Descrição | Unidade | Coeficiente | Preço | Total |
| Cal hidratada | KG | 2,18 | 1,1 | R$ 2,40 |
| Cimento Portland | KG | 2,18 | 0,46 | R$ 1,00 |
| Tijolo cerâmico furado 9x19x19cm | UN | 25 | 0,42 | R$ 10,50 |
| Areia média | M3 | 0,015 | 51 | R$ 0,77 |
| Pedreiro | H | 1 | 20,1 | R$ 20,10 |
| Servente | H | 1,12 | 14,76 | R$ 16,53 |
| TOTAL | R$ 51,30 | |||
Fonte: (SEINFRA, 2020)
Será comparado deste modo o tempo para fabricação de 1 (um) m² de uma parede de alvenaria convencional, com o tempo e o custo para imprimir 1 (um) m² de concreto, adotando como padrão o traço de argamassa reportado pela Contour Crafting, ou seja, aquele composto por cimento Portland CPII, areia, plastificante e água, conforme pode ser visto na Tabela 1. Com relação a qualidade dos produtos construídos, foi tomado como base o trabalho desenvolvido por Gonzalo (2017), que confronta a qualidade dos elementos fabricados por impressão 3D e por método convencional.
Também de igual forma será analisado o preço de mercado das impressoras 3D de concreto das empresas Apiscor, Betamabram, Cobod, Constructions-3D e Imprimere AG, visando determinar qual o custo inicial para entrar no mercado da manufatura aditiva de concreto, determinado, será verificado o valor a ser cobrado por dia de trabalho, tendo como base o preço da impressora da Apiscor, dividido pela vida útil em dia, para um prazo de vida útil de 2 anos, ou 730 dias, tomando como base dois cenários, um onde se visa empatar o valor investido e outro onde se visa adquirir uma nova impressora após a vida útil. Onde empatar o valor investido é a divisão direta do valor da impressora pela vida útil de 730 dias. E para adquirir uma nova impressora o valor cobrado é igual a duas vezes o preço da impressora, mais um acréscimo de 0%, 5% ou 10%, dividindo esse valor pela vida útil de 730 dias, obtendo assim o valor a ser cobrado por dia de trabalho.
Com relação ao desenvolvimento da MIP, serão procurados depósitos patentarios em sites de indexação de patentes, como o Patentscop, o Espacenet e o Google patentes, para isso serão utilizadas as palavras-chaves encontradas na pesquisa da bibliografia, como Contour Crafting, 3D concrete printing, additive manufacturing, Khoshnevis Behrokh, concrete, Apiscor, Winsun e Richard Buswell, após isso essas patentes serão tratadas no Excel, visando determinar por frequência os códigos IPC[6] de maior relevância, esses então serão utilizados para uma pesquisa mais diversa sobre as patentes que versam sobre a técnica de impressão 3D de concreto. As patentes encontradas serão filtradas nos 3 eixos da MIP criando assim um mapa de inovações uteis para o entendimento da manufatura aditiva de concreto.
4. RESULTADOS E DISCUSSÕES
Neste tópico serão expostos os resultados dos objetivos, como a verificação da viabilidade da manufatura aditiva de concreto frente a construção convencional e as inovações encontradas para criação da MIP, de igual modo, serão discutidos os pontos mais relevantes, apresentando um juízo a respeito dos dados e dos resultados obtidos, com intuito de evidenciar possíveis limitações ou acertos.
4.1 RESULTADOS – EFICIÊNCIA DA MAC FRENTE A CONSTRUÇÃO CONVENCIONAL
No relatório de apresentação da tecnologia desenvolvido pela APISCOR (2016) é feita uma comparação entre a construção por impressão 3D e a construção convencional, tendo em vistas a logística dos materiais, a quantidade de material por m³, a velocidade para construção de 1 m³ e o custo por m², como pode ser visto na Tabela 3, tais dados foram utilizados para geração da Tabela 4, Tabela 5 e Tabela 6. Com relação ao custo por m² é indicado o preço em Rublo, sendo apontado que o valor para construção por método convencional é de 4445₽, que para conversão no dia 28/06/2020 equivale a R$ 349,24, e para construção por impressão 3D é indicado o valor de 1556₽, que equivale a R$122,25. Ainda segundo a empresa o gasto para imprimir 1 m² de concreto é 2,8 vezes menor que o gasto para construir 1 m² na construção convencional, isso para a fabricação de uma casa, entrando na analise o preço do concreto, das fôrmas, das armaduras, da alvenaria, do cobrimento e entre outros.
Deste modo, como forma de trazer a realidade do mercado nacional, foi utilizado o valor para construção de 1 m² na cidade de Curitiba, segundo o SINDUSCON PR (2020) o CUB (Custos Unitários Básicos de Construção) de maio de 2020 para residência de classificação R1-B era de R$ 1.608,90. Com relação a sigla R1-B, significa segundo a descrição do SINDUSCON PR (2006) uma residência unifamiliar de padrão baixo, composta por 1 pavimento, com dois dormitórios, sala, banheiro, cozinha e área para tanque, com área de 58,64 m². Assim para determinação do valor para impressão 3D, foi dividido R$ 1.608,90 por 2,8, ficando como R$ 574,61. Os valores foram lançados na Tabela 3 para uso futuro.
Tabela 3. Comparação entre os métodos conforme apresentado pela Apiscor.
| Comparação | Método convencional | Impressora 3D |
| Logística de materiais | – | 3,7 vezes menos |
| Material por m³ | 1 m³ | 0,267 m³ |
| Velocidade de construção, 1m³ | 3h 34 min | 51min |
| Custo por m² | R$ 1.608,90 | R$ 574,61 |
Fonte: adaptado de (APISCOR, 2016)
Desta forma, a partir dos dados reportados pela empresa Apiscor com relação a comparação entre a construção convencional e a impressão 3D, e a partir das informações do Sinduscon-PR a respeito da área do projeto residencial R1-B, com pé direito de 2,5 m, foi calculado na Tabela 4 o valor que seria gasto para fabricação da residência por impressão 3D e por construção convencional.
Tabela 4. Comparação para uma residência unifamiliar de dois pisos.
| Método construtivo | Área
residência (m²) |
pé direito (m) | custo/m² | Valor gasto |
| Convencional | 58,64 | 2,5 | 1608,9 | R$ 94.345,90 |
| Impressora 3D | 58,64 | 2,5 | 574,61 | R$ 33.695,13 |
Fonte: (PRÓPRIA, 2020)
Ainda para os mesmos dados, foi gerado na Tabela 5 uma análise referente ao tempo gasto em dias para construir a residência R1-B, sendo aplicada uma multiplicação da área construída pelo pé direito, conforme pode ser visto abaixo:
Tabela 5. Dias corridos para fabricar.
| Método construtivo | Área
residência (m²) |
pé
direito (m) |
M³
construído |
m³/h | Tempo gasto (dias) |
| Convencional | 58,64 | 2,5 | 146,6 | 0,14861 | 21,79 |
| Impressora 3D | 58,64 | 2,5 | 146,6 | 0,03542 | 5,19 |
Fonte: (PRÓPRIA, 2020)
Do mesmo modo, também se analisou o gasto de material para a construção por impressão 3D de concreto em comparação com a construção convencional, como pode ser visto na Tabela 6 abaixo:
Tabela 6. Quantidade de material gasto.
| Método construtivo | Área
residência (m²) |
pé
direito (m) |
M³
construído |
m³ usado | Material gasto (m³) |
| Convencional | 58,64 | 2,5 | 146,6 | 1 | 146,6 |
| Impressora 3D | 58,64 | 2,5 | 146,6 | 0,267 | 39,1422 |
Fonte: (PRÓPRIA, 2020)
De forma a identificar a validade dos indicativos da Apiscor foi calculado o valor em termos do custo para produzir 1 m² de vedação. Aplicando para a mesma residência R1-B, com pé direito de 2,5 m, para uma edificação quadrada de 7,66 x 7,66 m, foi calculado o perímetro, que é igual a 4 vezes 7,66 m (base) menos 4 vezes 0,09 m (espessura da parede), depois foi determinada a área a construir, que é igual ao pé direito multiplicado pelo perímetro obtido e, em seguida foi calculado o preço para construir as vedações da edificação R1-B, comparando a construção por impressão 3D com a construção convencional, conforme pode ser visto na Tabela 7 abaixo:
Tabela 7. Comparação entre os métodos construtivos.
| Método construtivo | Área
residência (m²) |
base | altura | pé direito (m) | perímetro de parede | m² vedação | Custo
m² |
Valor gasto |
| Convencional | 58,64 | 7,66 | 7,66 | 2,5 | 30,2707 | 75,67676 | 51,3 | R$ 3.882,22 |
| Impressora 3D | 58,64 | 7,66 | 7,66 | 2,5 | 30,2707 | 75,67676 | 15,85 | R$ R$ 1.199,48 |
Fonte: (PRÓPRIA, 2020)
Comparando a velocidade de construção por impressão 3D de uma parede de alvenaria, utilizando das mesmas dimensões descritas na Tabela 7, com a velocidade de construção a partir do método convencional, conforme demonstrado na Tabela 2 da SEINFRA, pôde-se determinar a eficiência em termos de m²/h construídos. Estas informações foram calculadas e estão contidas na Tabela 8 abaixo:
Tabela 8. Eficiência construtiva dos métodos.
| Técnica | Empresas | Tempo para construção de 1 lâmina com 1 m² (m²/h) | Tempo para construção de 2 lâminas com 1 m² (m²/h) | Eficiência construtiva (m²/h) |
| Impressão 3D | XTREEE | 10 | 5 | 5 |
| Winsun | 544 | 272 | 272 | |
| Mini Builder | 5 | 2,5 | 2,5 | |
| Betam abram | 25 | 12,5 | 12,5 | |
| PLYOS | 6 | 3 | 3 | |
| Construção convencional | Convencional | – | – | 1 |
Fonte: (PROPRIA, 2020)
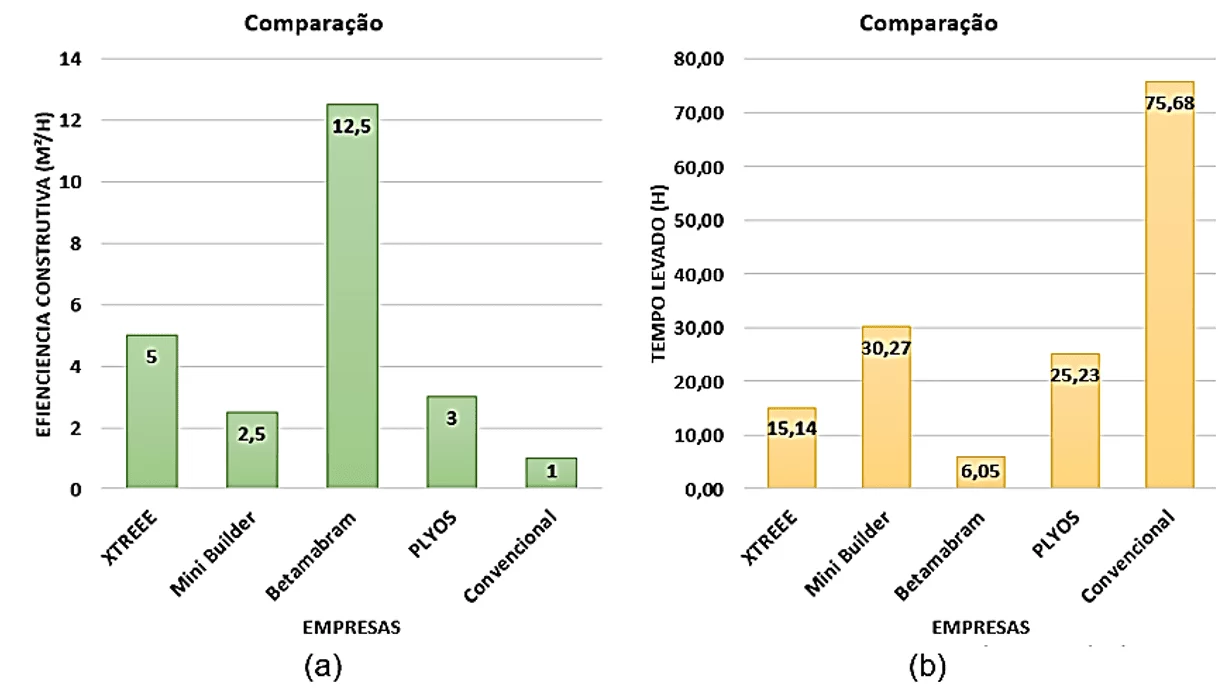
Assim de modo a elucidar o tempo que cada uma das técnicas levaria para construir a vedação conforme os dados da Tabela 8, foram feitos dois gráficos, conforme pode ser visto na Figura 3, um que compara a eficiência em m²/h das técnicas e o outro que compara o tempo levado para construir as vedações da edificação R1-B. Entretanto, neste caso foram omitidos os dados da Winsun, visto que a empresa conta o m²/h construído com relação a montagem dos pré-moldados, não o tempo que leva para fabricar esses elementos.
Figura 3. (a) eficiência construtiva, (b) tempo para construir.
Com relação ao preço das impressoras, foi utilizado como referência o site (ANIWAA, 2020), que trabalha conectando fornecedores de máquina de manufatura aditiva com compradores em potencial, foram analisadas cinco impressoras e seus preços podem ser vistos na Tabela 9 abaixo. Com referência a conversão essa se deu levando em analise o valor do dólar em 25/06/2020, que estava em R$ 5,48.
Tabela 9. Preços das impressoras 3D de concreto.
| País | Empresa | Preço Dólar ($) | Preço em Real (R$) |
| Rússia | Apiscor | $ 250.000,00 | R$ 1.370.000,00 |
| Eslovênia | BETABRAM | $ 250.000,00 | R$ 1.370.000,00 |
| Dinamarca | COBOD | $ 200.000,00 | R$ 1.096.000,00 |
| França | Constructions-3D | $ 544.500,00 | R$ 2.983.860,00 |
| Suíça | Imprimere AG | $ 1.757.000,00 | R$ 9.628.360,00 |
Fonte: adaptado de (ANIWAA, 2020)
Quanto a qualidade dos elementos fabricados por impressão 3D, o autor (GONZALO, 2017), indica que com relação a precisão a manufatura aditiva se sobressai visto que possibilita uma precisão milimétrica, já a construção convencional por outo lado é limitada pelo fator humano, sendo condicionada pela perícia do indivíduo executor. Com relação a equipe de trabalho, na técnica de impressão 3D, não é feito o uso de mão de obra Humana, por outro lado a construção convencional demanda um alto número de trabalhadores, que muitas vezes dispõem de uma baixa especialização, fator que leva a retrabalhos constantes e a geração de produtos malfeitos.
4.2 DISCUSSÕES – EFICIÊNCIA DA MAC FRENTE A CONSTRUÇÃO CONVENCIONAL
Em um primeiro momento é nítida a vantagem da manufatura aditiva com relação aos três eixos analisados, preço para construir, tempo e gasto de material. A construção por impressão 3D apresentou respectivamente, uma economia de aproximadamente 60 mil reais, quatro vezes menos tempo para construir e uma redução do gasto de 107 m³ de material. Tais indicativos, servem por si só, para elucidar a vantagem da impressão 3D de concreto frente a construção convencional, entretanto, a análise não foca no preço do maquinário, sendo assim limitada.
Deste modo, para conhecer o preço das máquinas de impressão 3D, foi levantado o valor de mercado das impressoras de 5 empresas, Apiscor, Betamabram, Cobod, Constructions-3D e Imprimere AG. Que tendo seus valores convertidos para o real, apresentam todas elas preços na casa dos milhões de reais, analisando apenas o preço da impressora da Apiscor, que se revela como sendo R$ 1.370.000,00.
Pode-se deduzir então, para um prazo de vida útil de 2 anos e sem correções monetárias ou lucros, apenas empatando o investimento inicial, que o custo associado ao uso do maquinário por dia seria de aproximadamente R$ 1.876,71, multiplicando esse valor pela quantidade de dias necessários para se produzir por impressão 3D conforme indicado na Tabela 5, é obtido um adicional de R$ 9.744,05, somando ao calculado anteriormente, o custo de produção total fica como R$ 43.439,18, que é ainda aproximadamente duas vezes menor que o gasto na construção convencional.
Já para adquirir uma nova impressora foi adotado um valor a ser cobrado igual a duas vezes o preço da impressora, mais um acréscimo de 0%, 5% ou 10%, dividindo esse valor pela vida útil de 730 dias. Analisando o pior dos cenários apresentados, que é dobrar o valor mais 10%, percebe-se que a construção por impressão 3D de concreto ainda é aproximadamente 1,74 vezes mais barata.
Com relação aos resultados, a construção de 1m² de vedação através do uso método convencional resultou em R$ 51,30 enquanto por impressão 3D deu um valor de R$ 15,85, que corresponde a aproximadamente 3,22 vezes a menos. Analisando então com relação a construção das vedações da casa R1-B, pode-se ter uma ideia do quanto seria gasto por um método e outro, para construir 75,7 m² de vedação pelo método convencional seria necessário desembolsar R$ 3.882,22, enquanto se fosse construir por impressão 3D o gasto seria de R$ 1.199,48. Verifica-se, pois, semelhanças com a eficiência reportada pela Apiscor, que indicava que a impressão 3D era até 2,8 vezes mais econômica.
Pode-se verificar que a impressão 3D, feita através da máquina desenvolvida pela Betamabram tem uma eficiência construtiva em comparação com a construção convencional, 12,5 vezes maior. E que nenhuma das impressoras analisadas na Figura 3 (a) teve uma eficiência construtiva inferior a 3 vezes a eficiência da construção convencional, sabendo disso é possível concluir que com relação ao tempo para construir 1 m² de vedação, que a construção por impressão 3D é mais eficiente que a construção convencional.
Posteriormente foi calculado o tempo levado para fabricar 75,68 m² de vedação da residência R1-B, pelas empresas de impressão 3D, excluindo a Winsun, comparando com a construção convencional, onde foi demonstrado o tempo levado por cada uma, a impressora da Xtreee permitiria construir tal vedação em aproximadamente 15 horas, a da Betam abram poderia construir em aproximadamente 6 horas, a da Pylos levaria um dia e uma hora, já a construção convencional levaria aproximadamente 3 dias. Em comparação com a impressora que tem pior desempenho a Mini Builder, essa ainda seria 2,5 vezes mais rápida que a construção convencional.
Então, pode-se compreender de acordo com os três eixos analisados, que a técnica de impressão 3D de concreto, apresenta uma eficiência melhor que a construção convencional com relação ao tempo, custo e qualidade, sendo que sua baixa difusão é devida apenas ao elevado grau de insipiência relacionada a técnica e, não por ser inefetiva para o fim ao qual se destina. Deste modo uma pesquisa focada na propriedade intelectual foi destrinchada no tópico seguinte, visando apresentar soluções em materiais, impressoras e processos.
4.3 RESULTADOS – MIP
Os traços indicados nas patentes analisadas indicam composições que possibilitam um endurecimento rápido da argamassa, o que permite o empilhamento de várias lâminas sucessivas. A patente 1 CN106495610, fala sobre uma composição que permite a construção da próxima camada após 3 minutos; a patente 2 CN105948668 fala sobre um traço que tem seu endurecimento iniciado após 22 minutos; a patente 3 CN108715531 versa sobre um traço que obtém em um dia uma resistência a compressão de 14,4 Mpa e a flexão de 7,2 Mpa; a patente 4 CN108147742 fala sobre um traço que obtém uma resistência a compressão para 7 dias de 23,2 Mpa; a patente 5 CN107619230 fala sobre um traço de concreto que permite a construção de até 33 camadas sem colapsar.
As patentes de impressora 3D encontradas, visavam expor tecnologias aplicadas para o aumento da automatização do processo. Como a primeira US20080017663 que fala sobre um sistema de içamento e esvaziamento de sacos de material; a segunda CN205840350 fala sobre uma máquina de mistura e bombeamento de material cimentício; a terceira CN206551161 fala sobre uma impressora robô móvel datada de um reservatório para mistura do material; a quarta US20070181519 fala sobre um impressora tipo pórtico que fica acoplada ao corpo de um caminhão, que permite uma implantação rápida e fácil em um canteiro de obras; e a quinta WO2019024807 que fala sobre uma impressora do tipo guindaste, listada devido a relativa facilidade para se construir a estrutura.
Com relação aos bocais, são descritos 5 tipos diferentes de modo a permitir um entendimento da variação das tecnologias e suas vantagens segundo os autores. O primeiro US20100112119, fala sobre um bocal dotado de duas saídas de argamassa e uma terceira para adição de outros elementos, como concreto. O segundo fala sobre um bocal de uma saída, dotado de uma lâmina para corte dos pontos onde desejasse fazer uma abertura. O terceiro EP3431172 fala sobre um bocal dotado de uma haste para a mistura da argamassa com um aditivo acelerador de pega, o que permite que o endurecimento se dê apena após a extrusão; o quarto KR20180012432 fala sobre um bocal dotado de uma rosca que age regulando a vazão, evitando assim vazios durante a extrusão; o quinto CN108772938 fala sobre um bocal com regulador de vazão e com um sistema de mistura de aditivo acelerador de pega.
Os processos fazem menção a métodos que podem ser utilizados para a melhoria da estética dos elementos construídos, ou indicam elementos pré-moldados e o método de ligação. A 1ª patente KR20180016103 fala sobre um método de impressão para elementos com função estrutural. A 2ª patente CN107901185 fala sobre um método de jateamento de argamassa para melhoria da estética dos elementos construídos. A 3ª patente CN104763055 fala sobre um tipo de geometria para construção de residências pré-moldadas. A 4ª patente CN205444574 fala sobre elementos metálicos para fazer a conexão entre os painéis pré-moldados. A 5ª patente CN106313284 fala sobre um método para impressão de estruturas lisas, que não necessitam de acabamento.
4.4 DISCUSSÕES – MIP
Com relação aos traços, verificam-se composições pertinentes a técnica de impressão 3D, ou seja, aquelas que tem um ganho de resistência em um curto período e que permitem a construção de múltiplas camadas sem sofrer deformações, destacando-se a 5ª patente por apresentar uma composição que permite construir até 33 camadas de forma contínua sem colapso.
As tecnologias aplicadas a impressão 3D, em especifico os maquinários, demonstram vantagens em termo da automatização que possibilitam, da relativa facilidade para construção da estrutura ou do potencial de aplicação. Onde o uso em conjunto de uma ou mais tecnologias exemplificadas permitiria que todo o processo de dosagem e mistura se desse de forma autônoma, como o uso do sistema de rasgamento e a máquina de mistura e bombeamento, além daquelas tecnologias que remetem a facilitadores, como é o caso da impressora acoplada ao corpo do caminhão, que permite uma maior facilidade para o transporte e retirada da máquina do canteiro de obras.
Os bocais são diversos, alguns apresentam tecnologias aplicadas para a mistura de aditivos aceleradores de pega, outros falam sobre bocais para impressão simultânea de duas lâminas e um sistema de lançamento de material de preenchimento, ou ainda sobre sistemas de adequação da vazão para evitar defeitos nas camadas, ou são a junção destas. Percebe-se uma tendência dos autores a adotarem um sistema de mistura e adequação da vazão na etapa final, visto que trazem como benefícios o fato das estruturas saírem livres de imperfeições, além de evitarem o endurecimento do concreto nos dutos, devido a adicionarem o acelerador de pega apenas na etapa final.
Os processos analisados têm como tendência favorecer a construção de estruturas esteticamente mais agradáveis, elementos impressos com função estrutural, ou fazem menção a geometrias para construção de casas a partir de pré-moldados e seu método de ligação. São uteis e visam suprir as deficiências da técnica, tendo em vista cobrir ou evitar os defeitos causados durante a impressão, fabricar elementos com função estrutural, ou por permitirem que a construção se dê de forma rápida sem o empecilho do endurecimento do material.
5. CONCLUSÃO
A construção por manufatura aditiva de concreto teve início com a criação da Contour Crafting em 1996, de lá para cá, são notáveis os avanços que a tecnologia sofreu e ainda sofre, além disso, também houve a entrada de outras empresas e equipes de pesquisa nesse nicho, entretanto, apesar de partirem da mesma base não existe uma padronização com relação ao tipo de impressora 3D ideal, matéria-prima ou método de construir, mesmo assim, os fundamentos iniciais obtidos da técnica de impressão 3D ainda são presentes, como a construção por camadas e a conversão dos objetos CAD 3D para STL. Deste modo, pode-se analisar a impressão 3D de concreto como um método construtivo eficiente, mas pouco difundido, neste trabalho, foi estudada a eficiência da impressão 3D de concreto, tendo em vista o custo e o tempo para fabricar, além disso também foram levantadas e descritas patentes que elucidam as especificidades da técnica de modo a permitir sua difusão.
Com relação a viabilidade da construção por impressão 3D frente a construção convencional, essa se mostrou como superior nos três eixos analisados, custo, tempo e qualidade. A análise do custo para construção, conforme os dados reportados pela Apiscor, demonstrou que o m² fabricado por manufatura aditiva de concreto chega a ser 2,8 vezes mais econômico que o fabricado pela técnica convencional, no estudo realizado esse valor chega a ser 3,22 e, mesmo quando acrescido com o preço do maquinário essa ainda tende a ser 1,7 vezes mais barata que por método convencional.
O tempo para construção varia de acordo com o maquinário, para o da Apiscor o tempo para fabricação de 1 m² seria aproximadamente 4 vezes a menos que por método convencional, entretanto, mesmo quando se analisa impressora de pior desempenho, a Mini Builder, essa ainda seria 2,5 vezes mais rápida para fabricar que a construção convencional. já tendo em vista a qualidade, a impressão 3D possui uma precisão milimétrica e pode trabalhar 24 horas por dia sem cansar, enquanto a construção convencional tem a precisão sujeita a perícia do operador, que trabalha 8 horas por dia e tem uma redução do desempenho conforme se cansa.
Com relação a MIP, as patentes encontradas sobre matéria-prima focam em composições que permitem um ganho de resistência acelerado e a deposição de múltiplas camadas, sendo pertinentes nesse ponto, mas carecendo de maiores estudos a respeito do preço das composições. Dentre as patentes analisadas a quinta patente tem maior relevância por apresentar um traço que permite a construção de 33 camadas sem gerar deformações. As patentes sobre impressoras 3D versam sobre tecnologias que podem ser utilizadas para aumentar o grau de automação e reduzir erros por origem humana. Já os componentes, em especifico os bocais, falam sobre sistemas de extrusão, sendo aquele de maior relevância o último, que indica um sistema para mistura de acelerador de pega e um método adequação da vazão. Visto que permite não só que a argamassa não endureça nos dutos, mas também permite que as lâminas saiam lisas e de forma contínua. Os processos são diversos, alguns indicam métodos para aumentar a velocidade da construção através do uso de pré-moldados, e outros, meios para aumentar a estética dos elementos construídos.
Assim como um apanhado geral, conclui-se que a impressão 3D é mais vantajosa que a construção convencional, tendo em vista o tempo, o custo e a qualidade, sendo limitada apenas no tocante ao grau de difusão da técnica, mas como foi mostrado neste trabalho é vasto o conhecimento contido em depósitos patentarios, que se utilizados podem servir como facilitadores para o desenvolvimento mais célere e menos oneroso do método. Também de igual modo, quando são analisados os resultados obtidos em termos da eficiência, fica claro que a utilização da manufatura aditiva de concreto para construção de residências, permitiria de forma mais rápida a redução do déficit habitacional.
REFERÊNCIAS
3DERS. (05 de 06 de 2018). 3Ders. Acesso em 05 de 03 de 2020, disponível em 3ders: http://www.3ders.org/3d-printing-basics.html#what-is-3d-printing
3DPRINTETBYGGERI. (2020). Relatório de Conclusão. Acesso em 29 de 06 de 2020, disponível em http://3dprintetbyggeri.dk/bes%C3%B8gsrapporter.html
ANIWAA. (2020). GET THE RIGHT 3D PRINTER OR 3D SCANNER. Aniwaa Pte.
ANNI, M. (2016). 3D Printing: analisi della tecnologia e studio delle potenzialità del mercato. Milano: Politecnico di Milano.
APISCOR. (2016). ABOUT THE COMPANY. Moscou: APISCOR.
APISCOR. (2016). APIS COR WE PRINT BUILDINGS . Moscou: APISCOR.
BACCAN, M.; SILIPIGNI, F. (2007). Brevetti per invenzione e per modello di utilità – Guide sulla Proprietà Industriale . Milão: Camera di Commercio di Milano.
BANKE, J. (2017). Technology Readiness Levels Demystified. Washington: NASA.
BOSTON CONSULTING GROUp. (2016). Future of Construction Project at the World Economic Forum – case of Winsun. Waterloo: Uwaterloo.
BRASIL. (1996). Direitos e obrigações relativos à propriedade industrial. Brasilia: Congresso Nacional.
CONTOUR CRAFTING. (2017). contour crafting. Acesso em 13 de 03 de 2020, disponível em http://contourcrafting.com/building-construction/
CORRÊA, L. T. (2016). Manufatura aditiva como princípio de solução para industrialização da construção civil. Brasília: Universidade de Brasília.
EMBRAPA. (2018). Manual sobre o Uso da Escala TRL/MRL. Brasília: SPD.
EQUITER. (2017). Technology Readiness Level. Torino: EQUITER.
FGV, F. G. (2018). Análise das Necessidades Habitacionais e suas. São José dos Campos: FGV.
GABRIEL, M. (19 de 02 de 2018). Como não ser substituído por um robô. Acesso em 12 de 03 de 2020, disponível em https://www.martha.com.br/como-nao-ser-substituido-por-um-robo/
GONZALO, J. m. (2017). Fantasía o realidad? La construcción a través de impresión 3D. Madrid: Universidad politécnica de Madrid.
HWANG, D.; KHOSHNEVIS, B. (2005). An Innovative Construction Process-Contour Crafting (CC). Ferrara: Itália.
IBGE; CBIC. (2015). Déficit habitacional total por situação do domicílio – Brasil, Grandes Regiões, UFs e Regiões Metropolitanas. São Paulo : CBIC.
NPI. (2020). A Propriedade Intelectual E O Comércio Exterior: Conhecendo oportunidades para seu negócio. São paulo: INPI.
JOFRÉ, H. I. (2018). Estudio de las características del hormigón para su uso en una máquina de impresión: selección de propiedades, ensayos experimentales y diseño de mezcla. Santiago de Chile: Universidad de Chile.
JUNTE, J. (2017). 3D printing and additive manufacturing – The implications for OSH. Bilbao: EASHW.
KHOSHNEVIS, B., HWANG, D., YAO, K.-T.; YEH, Z. (2006). Mega-scale fabrication by contour crafting. Industrial and Systems Engineering.
KHOSHNEVIS, B., RUSSELL, R., KWON, H., & BUKKAPATNAM, S. (2001). Contour Crafting – A Layered Fabrication. IEEE Robotics and Automation Magazine, 8(3), 33-42.
LES. (2009). Proprietà intellettuale. Uno strumento per la crescita economica nel terzo millennio. San Francisco: WIPO.
LIM, S., BUSWELL, R. A., VALENTINE, P. J., PIKER, D., AUSTIN, S. A., & KESTELIER, X. D. (2016). Modelling curved-layered printing paths for fabricating largescale construction components. London: RESEARCHGATE.
NIELSEN, H. L., BERGH, S. K., BLINKILDE, H., KUDSK, A., & JØRGENSEN, K. F. (2016). 3D printere – State of the art Besøg hos WinSun. København: 3D Printhuset).
ONU. (13 de 10 de 2015). Organização das Nacões Unidas . Acesso em 17 de 03 de 20, disponível em https://nacoesunidas.org/pos2015/agenda2030/
PATENTSCOPE WIPO. (2020). Patentscope WIPO. Acesso em 16 de 03 de 2020, disponível em https://patentscope.wipo.int/search/pt/search.jsf
PORTO, T. M. (2016). Estudo dos avanços da tecnologia de impressão 3d e da sua aplicação na construção civil. Rio de Janeiro: UFRJ.
QUINTANA, J. M. (2015). Niveles de madurez de la tecnología technology readiness levels.trls. Una introducción. Madri: Revista Economia Industrial.
REMÓN, R. T. (2016). Diseño de hormigón para impresión en 3D. València: Universitat Politècnica de València .
SCIARRONE, A. (2019). Digital Concrete: Nuovi Materiali A Base Cemetizia Per La Stampa 3D. Messina: Università Degli Studi Di Messina.
SEINFRA. (2020). Tabela de Custos – Versão 026 – ENC. SOCIAIS 114,23%. Fortaleza: brasil.
SINDUSCON PR. (2006). Relação Dos Projetos-Padrão Do Novo CUB/M (NBR 12.721:2006). Curitiba: SINDUSCON PR.
SINDUSCON PR. (2020). Custos Unitários Básicos de Construção Maio/2020. Curitiba: CUB.
VICENTE, N. J.; GOTORDELLI, V. A. (2019). Tipologias da Manufatura Aditiva. Curitiba: ISIEE.
WARSZAWSKI, A. (1999). Industrialized and automated building systems: a managerial approach. New York: E&FN.
WINSUN. (2020). winsun3d – 3D PRINTING ARCHITECTURE’S FUTUR. Acesso em 09 de 06 de 2020, disponível em http://www.winsun3d.com/En/
APÊNDICE – REFERÊNCIA DE NOTA DE RODAPÉ
5. Uma parceria criada por diversas empresas dinamarquesas para entender o futuro da impressão 3D de concreto
6. International patent classification ou em livre tradução Classificação internacional de patentes
[1] Graduação Em Engenharia Civil.
[2] Mestrado Em Métodos Numéricos Em Engenharia.
[3] Mestrado Em Engenharia De Infraestrutura Aeronáutica.
[4] Orientadora. Doutorado Em Engenharia Civil.
Enviado: Outubro, 2020.
Aprovado: Maio, 2021.

